废氯气处理装置技术改造
2021-09-10刘延安张国奇张隆刚
刘延安 ,张国奇,张隆刚
(陕西北元化工集团股份有限公司,陕西 榆林 719319)
陕西北元化工集团股份有限公司(简称“北元化工”)拥有80万t/a离子膜烧碱规模,引进意大利伍德迪诺拉公司复极式自然循环电解槽,系统分为A、B、C、D 4条生产线。A、B生产线共用1套废氯气处理装置,C、D生产线共用1套废氯气处理装置。这2套装置处理整个氯碱生产过程中产生的废氯气,其安全稳定运行对氯碱生产尤为重要。以下内容均以北元化工的氯碱装置为例。
1 工艺原理及流程简介
1.1 废氯来源
氯贯穿整个氯碱生产过程,均来源于电解工序,未被有效利用或所不期望而产生的氯称之为“废氯”。正常生产时,废氯来自脱氯后淡盐水罐、阳极液卸料罐、氯气总管正负水封、氯气压缩机密封气、氯处理稀硫酸罐、液氯充装等工序或装置,以上过程产生废氯量较少。生产系统异常时,氯气总管全部氯气均需送废氯气处理装置进行处理,主要包含电解、氯气处理、氯化氢合成氯气总管,以及氯气设备设施安全阀泄压氯气[1]。
1.2 废氯处理生产工艺原理
废氯气处理装置采用两级吸收工艺,废氯气进入吸收塔,与喷淋而下的碱液逆向接触,废氯气与碱液充分反应,生成次氯酸钠(反应方程式如式①),然后通过次氯酸钠输送泵至各用户和成品罐区。应注意的是:氯气与高浓度的氢氧化钠溶液不会产生次氯酸钠,而会生成氯化钠、氯酸钠及水(反应方程式如式②)。

①
②
1.3 废氯处理工艺流程
废氯在引风机的作用下进入一级废氯气吸收塔下部,由一级塔碱液循环泵送入一级塔碱液冷却器,经过降温后的循环液进入塔内,自塔上部喷淋而下与废氯气逆流接触迅速吸收,同时吸收反应热,塔底出来的吸收碱液自流入一级塔碱液循环槽再经泵送回其上部,循环吸收废氯气。二级吸收塔的操作与一级吸收塔的操作类似,从一级吸收塔顶排出来的低浓度废氯气连续进入二级废氯气吸收塔下部,塔底出来的吸收碱液用二级塔碱液循环泵送入二级塔碱液冷却器,换热降温后再回到塔内,循环吸收废氯气,二级废氯气吸收塔尾气被引风机抽出排空。当塔底出来的次氯酸钠溶液有效氯质量分数达到10%时,用次氯酸钠成品泵将合格的次氯酸钠溶液送往罐区。吸收系统所用质量分数15%的新鲜碱液由电解碱液和生产水在碱液配制槽中配制而成。碱液高位槽储存一定量的新鲜碱液,一级、二级循环碱泵断电时,开关阀会迅速打开,高位槽中的碱液自流入两级吸收塔内由上部喷淋而下与废氯气逆流接触迅速吸收。
废氯气处理工艺流程如图1所示。
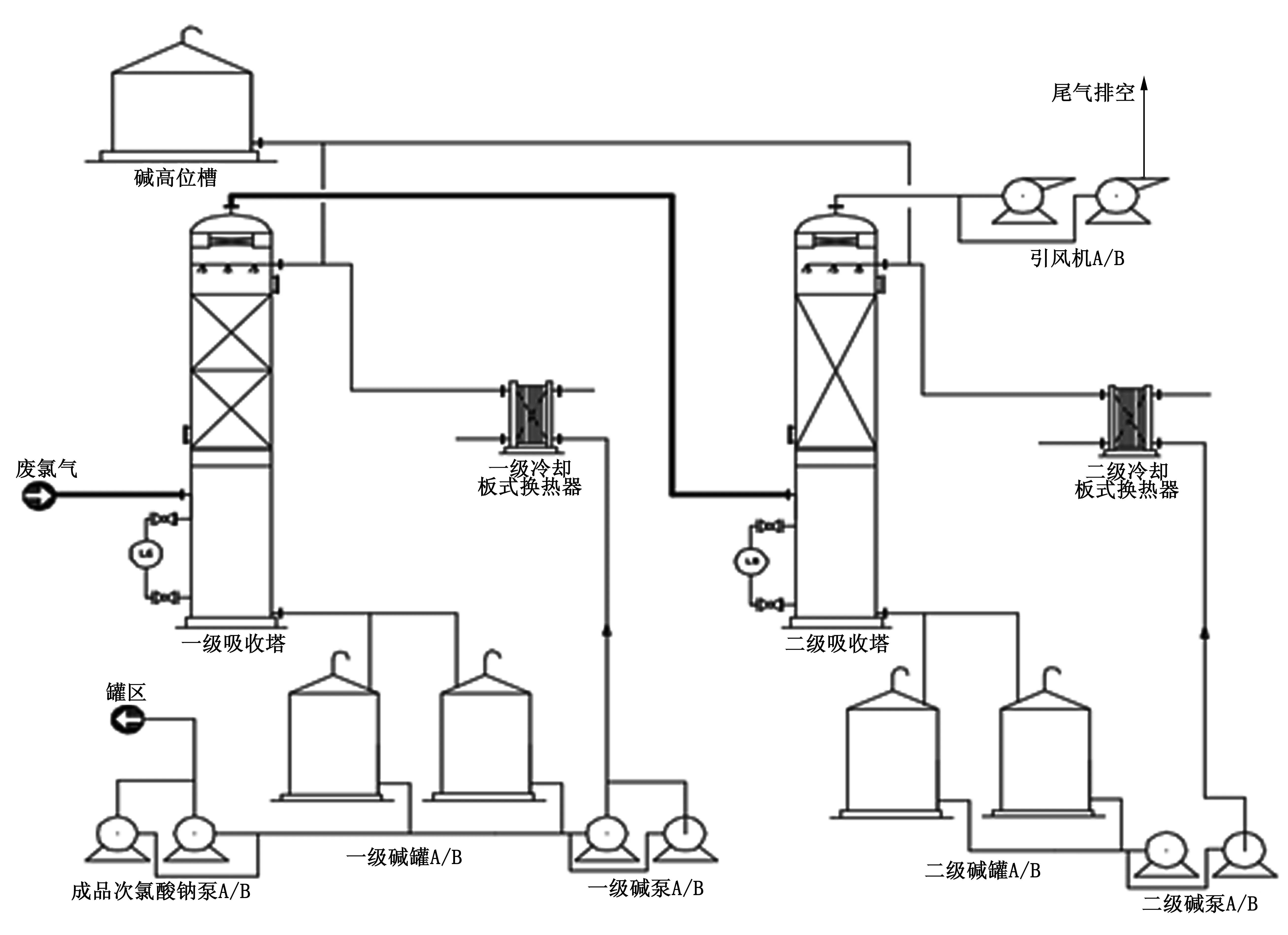
图1 废氯气处理工艺流程图Fig.1 Process flow diagram of waste chlorine treatment
2 废氯处理装置运行中的问题及解决对策
2.1 一级、二级吸收塔连通改造
废氯处理装置在氯碱生产中占有极其重要的作用,属于安全环保装置,需持续运行,随时处于应急状态。原设计一级、二级吸收塔为串联运行方式,如其中一台塔及附属设施需要检修时,必须同时停运另一台吸收塔,造成安全环保设施停用,此时遇停车等异常情况时,会造成氯气外逸,给生产系统安全稳定运行带来极大的威胁。针对以上情况,北元化工连通一级、二级氯气吸收塔进出口,遇吸收塔或附属设施维保检修时,可将此塔切出系统,保持另外一台吸收塔正常运行,降低系统安全环保风险。
2.2 增加有效氯在线检测仪
废氯处理装置吸收塔循环液为15%烧碱溶液,而衡量烧碱与氯反应程度的指标为有效氯,一般有效氯质量分数达到10%时认为反应已达到终点,如继续吸收则会造成尾气跑冒。一般情况下,有效氯采用手工分析控制吸收液反应程度,此种方式存在检测分析不及时的弊端,如果有大量的废氯进入吸收塔,稍有不慎会吸收过度造成尾气跑冒,故在废氯吸收装置循环液管线增加有效氯在线分析仪非常必要,可实现全过程在线检测吸收液中的有效氯,有效避免因吸收度控制不当而造成尾气跑冒或次氯酸钠成品不合格的问题。
2.3 循环碱泵出口管道材质更换
原装置一级、二级吸收塔循环碱管道为CPVC材质,在运行过程中时常出现焊缝及本体渗漏问题,甚至出现了管道断裂问题,严重制约着生产系统安全稳定运行,同时极大威胁着岗位人员的人身安全。根据吸收液的工艺条件及物化性质,将吸收塔循环碱管线由CPVC材质更换为钛材质管线,改造后完全解决了管线泄漏问题,并极大地改善了装置区的现场环境卫生现状。
2.4 循环碱液冷却器温度自动调节改造
碱液与氯气吸收反应时,会伴随产生热量。由于次氯酸钠溶液在高于38 ℃时会发生热分解,故需对循环碱液进行降温,一般情况下保证回碱温度不超过35 ℃。原装置采用手动控制的方式,如遇系统紧急停车,吸收液温度会迅速上涨,加之岗位值班室距离装置区较远,因循环碱温度调整不及时而引发次氯酸钠分解,造成尾气跑冒,轻则污染环境,严重时会造成人员中毒。经分析论证,在循环碱液冷却器回水管线增设1台自动阀,并与回碱温度设置逻辑关系,从而实现一级、二级循环碱液冷却器温度自动调节。改造后不仅解决了因温度调整不及时而造成尾气跑冒的隐患,而且降低了岗位人员的劳动强度,同时提高了废氯处理装置的自动化程度。
2.5 碱液高位槽出口阀联锁改造
废氯处理装置碱液高位槽为应急而设置,当一级、二级循环碱泵故障停运时,可紧急打开碱液高位槽去一级、二级吸收塔的开关阀,供废氯处理装置应急使用。原设计紧急情况下需岗位人员手动打开开关阀向一级、二级吸收塔供应碱液,遇生产系统紧急停车时,岗位人员应急操作较多,存在遗忘或失误的问题。故将碱液高位槽出口开关阀与一级、二级循环碱泵运行信号设置逻辑程序,当一级、二级循环碱泵失电或故障停止运行后,碱液高位槽出口开关阀自动打开向一级、二级吸收塔供碱。
2.6 引风机及循环碱泵进行自动化改造
废氯处理装置中的引风机为吸收系统中的气相提供推动力。原设计引风机启停为手动启停切换,当引风机故障停运时装置吸收效率会大大下降,造成氯气系统超压,严重时引起氯气跑冒,同时可能造成设备设施的损坏,故组织专业技术人员分析论证对引风机进行技术改造。
(1)分别在一级、二级循环碱泵各自出口总管增加碱液流量计及止回阀,并设置联锁碱液流量低低,联锁启动备用泵。
(2)分别在2台引风机进口增加自动切断阀,当运行风机跳停时联锁启动备用风机,并联锁对应停止、运行引风机进口开关阀关闭、开启,同时在DCS控制室增加风机及阀门的远程操作按钮。
经过以上改造,可实现循环碱泵远程启动及自动切换,有效解决了因引风机及循环碱泵跳停而造成氯气系统超压和氯气跑冒的问题。
此外,还加装了2个泵自动切换功能,岀口加止回阀,电气实现自动互备。
3 结语
为使废氯处理装置的安全、稳定、高效运行除提升设备设施的稳定性和自动化程度,还须加强装置设备设施的日常管理维护及预警预报,尤其要对循环碱的流量、有效氯、温度、浓度等指标进行密切监控。有效控制碱液浓度可避免或极大的减缓吸收塔气相进口及填料结盐的问题,建议定期打开吸收塔检查系统结盐情况[2]。
经过以上改造后,北元化工的废氯处理装置极大地提高了运行稳定性,同时引风机、一级和二级循环碱泵可实现DCS远程启停切换,装置的自动化程度得到了极大的提升,不仅降低了岗位人员的劳动强度,而且提升了废氯处理装置应急能力。
