3D 打印技术在古陶瓷修复配补过程中的应用研究
2021-09-09毛小龙
曹 锋,毛小龙
(1.江西师范大学 科学技术学院,江西 南昌 330027;2.江西师范大学,江西 南昌 330022)
0 引言
中国拥有数千年的陶瓷烧造历史,在漫长的岁月中先民留下了许多古陶瓷文物。这些古陶瓷文物是研究中国文化和传统技艺的第一手资料,既有历史价值、科学价值、艺术价值,又有收藏价值、研究价值和教育价值[1]。但是,许多古陶瓷文物由于受到盗墓者的非法盗挖、城市基建和自然灾害等不同的损害,变得残缺不全。2016 年12月,第一次全国可移动文物普查数据公报显示,全国共有陶器2287469件,数量占文物总数3.57%;瓷器2252805 件,数量占比3.52%[2]。大部分古陶瓷文物急需专业人员进行抢救性修复。目前从事文物修复的专业人士不足1000 人,成熟的专业人士只有400 人左右[3]。加快修复人才培养促进了古陶瓷修复技术的发展,修复技术的发展是提高修复工作效率的有效途径。
1 研究背景
最初古陶瓷的修复主要是为了器物能恢复使用功能,或者是由于文物收藏市场的需要。随着人们对传统文化认识程度的加深,古陶瓷修复开始学习西方系统的文物保护和修复理念,并逐渐形成了我国的文物保护系统。现代古陶瓷修复流程可以分为:清洗、粘接、补配、打底、作色、作釉六个步骤[4]。其中,补配的技法很多,也是修复过程中耗时比较长的一项。所以,这一步骤是提高文物修复工作的关键所在。传统的翻模修复技术,如石膏翻模,红白打样膏翻模等材料很容易残留在文物表面,对文物造成二次伤害[5]。对于图案精细复杂的器物进行翻模难以复制到理想的程度,修复需要时间很长,步骤繁琐。
3D 扫描打印技术是当前国内外最热门的研究项目,是研发、生产、教育、医疗等领域重要辅助工具[6],在文物修复中的应用也越来越受到重视。用3D 扫描打印补缺相比于传统翻模修复有着无损、快速、精确等优点。目前,3D 打印设备品种繁多,各种3D 打印设备的打印原理、打印材料和打印输出的结果都不同。为此,需要对各种类型的3D 打印设备参与古陶瓷补缺进行具体分析。
2 应用于残缺古陶瓷补缺的3D 打印技术类型
2.1 3D 扫描打印补缺
3D 扫描打印补缺就是利用手持三维扫描仪对古陶瓷残片进行全方位的扫描得到原始数据。接着应用计算机软件对原始数据进行加工处理,对数字化的古陶瓷残片建模并进行虚拟拼合,建模虚拟补配。然后,通过3D 打印设备把虚拟补配件打印出实物补配件。最后,结合传统修复纹样的方法完成修复。目前,3D 打印输出设备所用到技术主要有四类:FDM(熔融沉积技术);SLA(立体平版印刷);SLS(选择性激光烧结);LOM(分层实体制造)。四种类型的3D 打印设备输出的结果各不相同,这就需要具体问题详细分析。根据古陶瓷类别,选择合适的技术类型来修复残缺的古陶瓷。
2.1.1 基于FDM 打印技术的3D 打印补缺
FDM 为熔融沉积技术(Fused Deposition Modeling),是一种不依靠激光作为成型能源。其通过加热熔化各种丝材,利用液化后丝材堆积成补配件的方法。打印用的丝材可以是工程塑料ABS、聚碳酸酯PC 等。FDM 技术优点:打印设备维护简单,打印耗材成本低,在打印过程中无化学变化,无毒性且不产生异味、粉尘、噪音等污染。缺点:FDM 打印技术的3D 打印补配件精度不高,通常为0.2 mm—0.3 mm,且打印出的成品有明显的3D 打印痕迹。比较适合结构相对简单,不需要凹凸雕刻纹样的古陶瓷补缺修复,对精度要求较高的、结构复杂的古陶瓷补缺,修复较少采用FDM 技术。
2.1.2 基于SLA 打印技术的3D 打印补缺
SLA 为立体平版印刷技术(Stereo lithography Appearance),是一种用特定波长与强度的激光聚焦到光敏树脂材料,利用光能的化学和热作用使液态树脂材料光固化,使之按照由点到线、由线到面、由面到体的方式构成补配件的技术。
SLA 打印技术是3D 打印技术中精度最高的,精度可以达到0.001 μm,且打印的补配件表面也最光滑,加工速度快,能够打印结构复杂,有凹凸纹理的补配件。不足之处:首先,打印用的光敏树脂原料为液体,有一定毒性,打印过程中一定要做好安全防护工作;其次,打印好的补配件强度达不到真正陶瓷的强度,有一定的差距;最后,SLA 技术的设备成本、维护成本和材料成本都远远高于FDM 技术下的打印成本。因此,基于SLA 立体平版打印技术主要应用于结构复杂的文物修复领域。
2.1.3 基于SLS 打印技术的3D 打印补缺
SLS 为选择性激光烧结技术(Selected Laser Sintering)。其成型原理是:在开始加工前,在工作平台上铺一层粉末状打印材料,需要把充有氮气的工作台升温,并保持在粉末材料的熔点以下。然后,激光束在计算机的控制下按照截面轮廓对实心部分粉末进行烧结,使粉末融化继而形成一层固体轮廓。第一层烧结完成后,工作台向下降一截面层的高度,再铺上一层粉末,进行下一层烧结。依次循环,从而形成所打印的模型。SLS技术的优点:一是能生产较硬的模具;二是可以采用多种原料,包括如工程塑料、蜡、金属、陶瓷等;三是零件的构建时间短,可达到1in/h 高度。SLS 技术的缺点:加工成本高,加工室需要隔绝空气,需要不断地充氮气;打印过程中产生的有毒气体和粉尘污染环境,需要有效处理。该项技术应用于古陶瓷修复比较少。
2.1.4 基于LOM 打印技术的3D 打印补缺
LOM 技术全称为分层实体制造法(Laminated Object Manufacturing)。它以片材(如纸片、塑料薄膜或复合材料)为原材料,使用激光为切割工具,根据虚拟补配件成型数据的横截面轮廓线数据,切割出补配件的轮廓。接着送料进设备,把新的一层打印耗材用热粘压方法粘合,然后对其进行又一次切割。这样一层层地切割、粘合,最终成为补配件。LOM 常用材料是纸、金属箔、塑料膜、陶瓷膜等。该技术的优点是工作可靠,模型支撑性好、成本低、效率高。缺点是前期和后期处理设备上残留的打印材料很费时间,且不能制造中空结构件。所以,该项技术很少用于古陶瓷补缺。
2.2 实际补缺案例
根据以上四种3D打印技术的分析结果可以看出,适合于残损古陶瓷补配件3D 打印的最优技术是FDM 打印技术和SLA 打印技术。
目前,江西省动漫创意与数字娱乐重点实验室正在修复一批江西省博物馆收藏的古陶瓷文物。这批文物存在各种状况:有体积非常大的陶罐;也有破损特别严重的陶瓷器皿残片。而且要求在短时间内修复十多件。遵循古陶瓷修复流程,笔者选用FDM 打印技术和SLA 立体平版打印技术对这批残损古陶瓷进行补缺修复。
2.2.1 3D 扫描古陶瓷残件
对清理整洁并完成编号后的古陶瓷文物碎片进行数字化信息采集。扫描前先贴好扫描标志点定位,为后期在软件中处理三维扫描数据做参考。利用三维坐标测量仪和高精度三维激光扫描仪扫描古陶瓷碎片,得到虚拟三维数字图像并存档。扫描完成的文件信息需要经过预处理,比如文物的反光、噪点信息等。如果细节部分不完整,还需要进行二次扫描。值得注意的是,清理过程中需要重点清理碎片中的泥沙。扫描过程中也要避免古陶瓷文物碎片与扫描仪灯光直接接触。图1为手持三维激光扫描仪扫描古陶瓷碎片。扫描仪为SCAN 20™ 三维扫描仪。

图1 手持三维激光扫描仪扫描瓷碗碎片Fig.1 Scanning porcelain bowl fragments with hand-held 3D laser scanner
2.2.2 软件虚拟修复
通过手持式3D 扫描仪得到数据进行处理,可以获得高精度三维数据文件。对原始数据里的错误进行修复后得到.stl 文件。把该文件导入到3ds max 三维软件,利用3ds max 三维软件建模得到残缺部分的三维模型,再在该软件中里对古陶瓷文物碎片进行虚拟拼合。拼合的过程中,要注意原文物的厚度,厚度可以用在三维软件中用“壳”工具完成。利用3ds max 软件建模,得到虚拟补配件是古陶瓷文物碎片虚拟拼合和打印3D 实物补配件的关键。软件后期输出的格式为.stl 的高清数字文件,后续也用于3D 打印输出。三维软件常见的还有CINEMA 4D、Pro-E、Alias、UG、rhino等,都可以对.stl 格式文件进行操作,也可以用作虚拟修复。选取一种常见而且修复工作者又比较熟悉的三维软件很重要。图2 为虚拟修复拼合古陶瓷碎片。
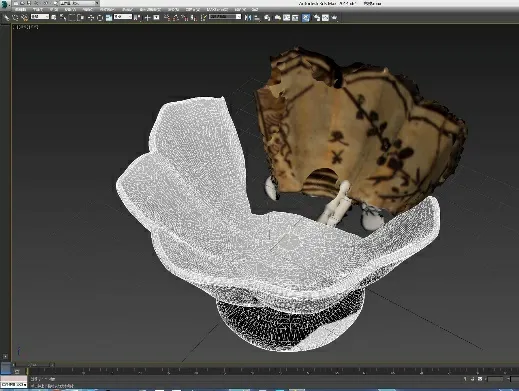
图2 虚拟修复拼合古陶瓷碎片Fig.2 Virtual restoration of ancient ceramic fragments
2.2.3 3D 打印补配件
运用基于FDM 打印技术的3D 打印补缺,打印用的线材选用工程塑料ABS。把.stl 文件导入3D打印设备,得到补配件的界面轮廓信息。由于加工过程是把热塑性丝材熔化成半液态,从喷头喷出0.127 mm 厚的轮廓,快速冷却后只剩薄薄的一层。因此,当完成一层后,喷头再在该层轮廓上面开始运动做第二层轮廓。如此循环,最终形成补配件。因为补配件是层层堆积而成。所以,打印的补配件表面有细小的“台阶效应”,不能做到完全光滑。在打印面积较大的补配件时,必须要有支撑支架托着还没有完全成型的补配件。这一步很关键,否则没有完全冷却的补配件,容易塌陷变形,影响后期修复效果。
运用基于SLA 立体平版打印技术3D 打印补缺,打印材料选用环氧树脂。它是光敏树脂的一种,环氧氯丙烷与双酚A 或多元醇的缩聚产物。光敏树脂在激光的作用下,由液体变化成乳白色固体。由于运用SLA 技术制作模型的过程中激光高精度的点位扫描,可以精确到0.001 μm。所以,打印过程中文物的形态、表面的纹理区以及文物的铭文,都能被1∶1 地打印出来。打印的形态、纹理、色彩与原文物基本上没有误差[7]。SLA 打印技术绘图作业也是类似FDM 打印技术,方法是使用层层堆砌打印。不过由于打印的精度高,不会产生3D 打印的“台阶效应”,打印补配件的过程中不需要做支撑效果就可以成型。图3 为3D 打印实体补配件,3D 打印机为MakerBot Replicator+型。
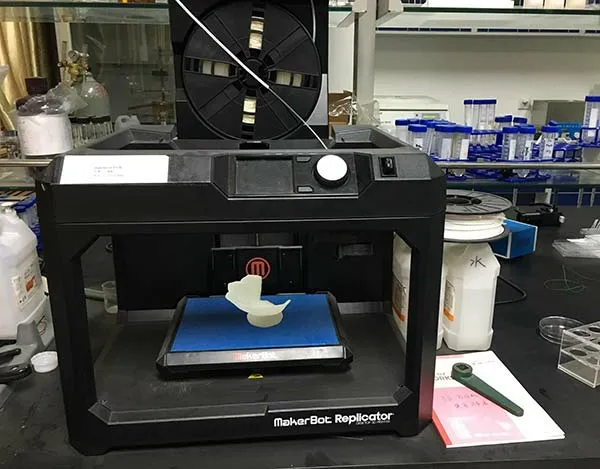
图3 3D 打印实体补配件Fig.3 3D printing actual accessories
2.2.4 古陶瓷补缺件的花纹修复
将3D打印好的补配件表面留下的打印纹路用水砂纸磨平,按照虚拟拼合的结果,用502 胶水或者AB 胶粘合古陶瓷残片和打印的补配件。由于光敏树脂3D 打印出来的补配件外壁厚度比较薄,材料的材质比较轻。所以,可在补配件的内壁均匀地铺上一层石膏。外表面也要刷一层薄薄的石膏,接缝处如果有空隙一般也用石膏补齐。使用丙烯颜料、滑石粉、洛阳黄土、香灰、石英粉、瓷粉、清漆等材料进行作色,运用“贴”“擦”“点”等手法,画出古陶瓷配件的表面花纹。由于使用SLA 立体平版打印技术3D 打印补缺件有凹凸纹理,只需要把花纹绘制出来。因为文中吉州窑样品修复的案例存在较多的对称结构,所以补配件参考了对称面的纹路进行修复。使用FDM 打印技术的3D 打印补缺件,由于没有凹凸纹理,修复原理与使用SLA 立体平版打印技术3D 打印的补缺件类似。图4 为FDM 打印技术设备打印出的补配件。图5 为SLA 技术设备打印出的补配件。图6为修复完成后的古陶瓷文物。

图4 FDM 打印技术设备打印出的补配件Fig.4 Accessories printed by FDM printing equipment

图5 SLA 技术设备打印出的补配件Fig.5 Accessories printed by SLA printing equipment

图6 修复完成后的古陶瓷文物Fig.6 Ancient ceramic relics after restoration
2.2.5 案例总结
笔者通过参与古陶瓷修复实例,在修复过程中总结了许多宝贵的经验。在不破坏残损古陶瓷文物的前提下,完成了修复任务,保证了文物的绝对安全。目前,3D 打印材料越来越丰富,陶瓷打印材料也已出现,如3D 彩绘技术。可通过软件复原文物表面纹饰、3D 喷绘完成纹饰复原,进一步提高效率与精确程度。当然,3D 打印技术对古陶瓷文物进行修复固然非常重要,实际应用效果也非常可靠。但是,文物保护修复工作人员还是不应彻底丢弃传统修复技术。对于高端修复,有时候还是需要传统修复技术的介入,二者缺一不可。
3 不同技术下3D 打印方法的比较梳理
3D 扫描打印技术广泛应用于教育、医疗等行业,但是在古陶瓷修复中的运用还是新技术。笔者尝试了多种3D 打印机械的操作,对不同器物的补缺修复方法做了一个梳理与比较(见表1),希望能对古陶瓷修复工作者提供有意义的参考。
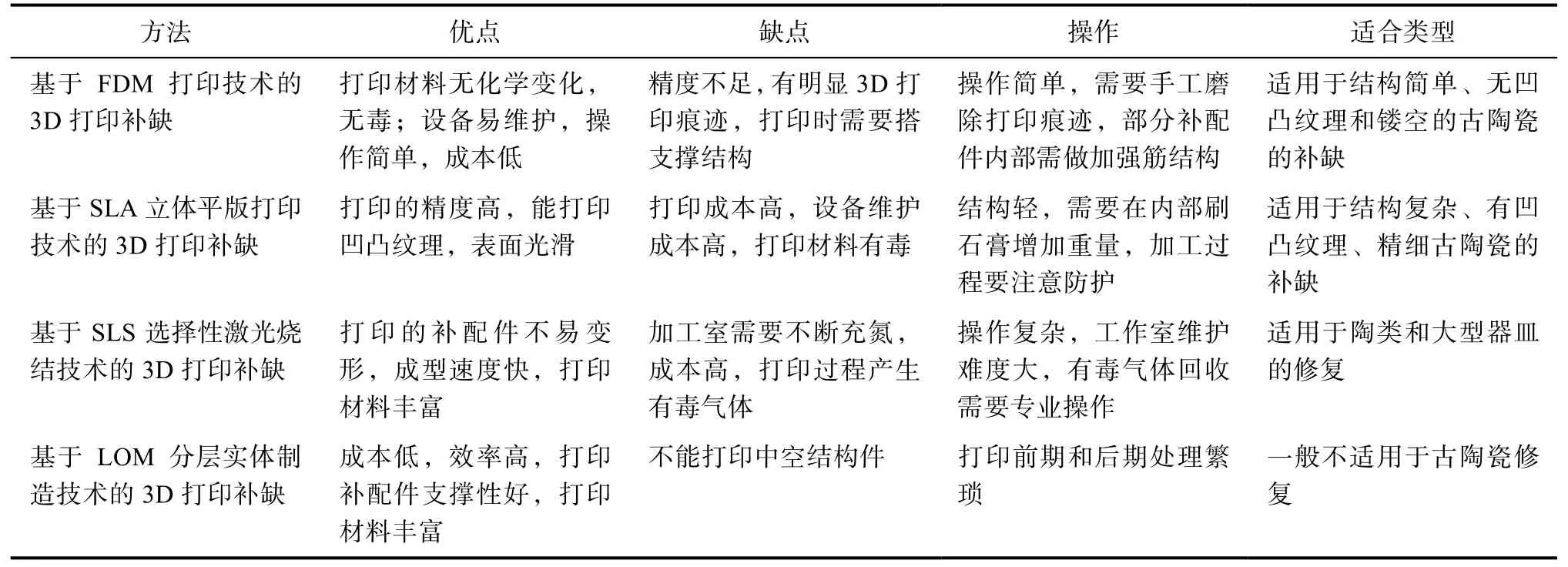
表1 修复方法梳理表Tab.1 List of repair methods
4 结论
随着计算机技术的飞速发展,很多行业步入智能化。利用3D 扫描打印技术修复古陶瓷文物正是计算机技术快速发展后产生的新技术。在古陶瓷文物的修复与保护技术不断发展的今天,虚拟修复、3D 打印技术日益完善,对修复人员综合素质的要求也越来越高。同时,通过网络技术的结合,能够消除古文物和遗址在时间和空间上的限制[8]。在今后文物的展示上也可以更加生动、逼真。相信3D 打印技术应用于古陶瓷文物修复是未来文物修复领域的发展方向。