锂电池分切机放卷张力波动研究
2021-09-03王昆陈哲康文杰
王昆 陈哲 康文杰

[摘 要 ]分切机的张力控制是分切机控制的核心,控制好张力对卷绕的顺利进行,产品质量的保证具有关键的作用。文章论述了分切机放卷轴卷径变化和放卷线速度对张力波动的影响。
[关键词]分切机;张力;张力波动;张力控制
[中图分类号]TM912 [文献标志码]A [文章编号]2095–6487(2021)06–00–02
[Abstract]The tension control of the slitting machine is the core of the slitting machine control. A good tension control plays a key role in the smooth progress of the winding and the guarantee of product quality. This article discusses the influence of slitter unwinding shaft roll diameter change and unwinding line speed on tension fluctuations.
[Keywords]slitting machine; tension; tension fluctuation; tension control
1 分切机简介
分切机是一种将宽幅箔材(锂电池正负极片的铝箔和铜箔、纸张或薄膜)分切成多条窄幅箔材的机械设备,常用于锂电池行业、造纸机械及印刷包装机械等。分切机是公司研发制造的主要设备之一。
如图1所示,分切机可分为放卷、牵引、收卷三大部分。
(1)放卷部分是将已经卷绕成型的宽幅原始材料通过一定控制方式使被放卷材料中存在一定的張力,使材料紧绷,防止松散。其中放卷部分的驱动机构的输出力矩方向与放卷辊的旋转方向相反,从而产生一个与放卷线速度方向相反的张力。[1]通常放卷部分的张力控制采用恒张力放卷。
(2)牵引部分由牵引辊与压辊等组成,为基材牵引提供动力,同时隔断放卷和收卷之间张力的相互影响,实现放卷部分与收卷部分的张力单独控制。
(3)收卷部分主要对分切后的基材进行收卷,为维持相应的张力,其驱动机构产生的力矩的方向与收卷线速度方向相同。其中,为保证极片收卷的质量,收卷过程主要采用恒张力收卷或者锥度张力收卷。
2 张力控制的意义
张力控制是指能够持久维持基材(极片)在设备上输送、卷绕等工艺时所需张力的能力[2]。在极片卷绕中,合理的张力能避免带材因部分金属延伸不均而造成波浪,并保证极片平整,同时还能减少单位轧制应力和带材的宽展[3]。另外,保持带材所受张力的稳定,可避免因张力过大而导致极片产生塑性变形,张力太小而使卷材出现松弛的现象而影响绕卷的质量。因此,卷绕过程控制好张力对卷绕的顺利进行,产品质量的保证具有关键的作用。
3 放卷轴对张力波动的分析
3.1 卷径变化、放卷线速度对张力波动影响
设放卷线速度V1,卷径D1,磁粉输出转矩Md,料轴转动惯量J0,料轴直径d0,极片密度ρ,宽度b,厚度h,摩擦系数Bf。放卷过程,为保持放卷张力的稳定性,由公式n1=V1/(πD1),知放卷电机转速n1随D1减小而成反比的增大。在磁粉制动器为执行元件的放卷张力系统中,张力T为主动力,列力矩平衡方程可得[4]。
在实际情况中,其对应的J0、d0,ρ、b、h以及Bf为常量[5]。由式(1),可知放卷张力T与Md,V1,卷径D1相关。
3.2 案例分析
(1)为了研究连续放卷状况下张力T,忽略式(1)中的2Md/D1项,且稳定状态下dV1/dt=0,给定相应参数如表1,对应不同直径下的张力曲线,如图2所示。
图2中可以看出,在磁粉制动器不输出力矩的状况下,随着料卷卷径D1的减小,张力T的变化呈非线性增加趋势,其变化率越来越快。
(2)在给定张力T,放卷线速度V1以及料卷卷径D1的情况下,可以求出在连续放卷状态下磁粉制动器或伺服电机输出扭矩Md(忽略减速比)公式如下。
T=100 N,其他已知数据见表2,可得出曲线,如图3所示。
从图3中可以看出,在恒张力T的状态下,随着料卷直径D1,扭矩M呈线性减小趋势。
(3)速度变化对张力的扰动。稳态下加速度a=0,可得公式(3)。
①在其他条件不变时,张力随放卷速度成比例地增大。
②放卷线速度的较小变化会产生张力的波动。
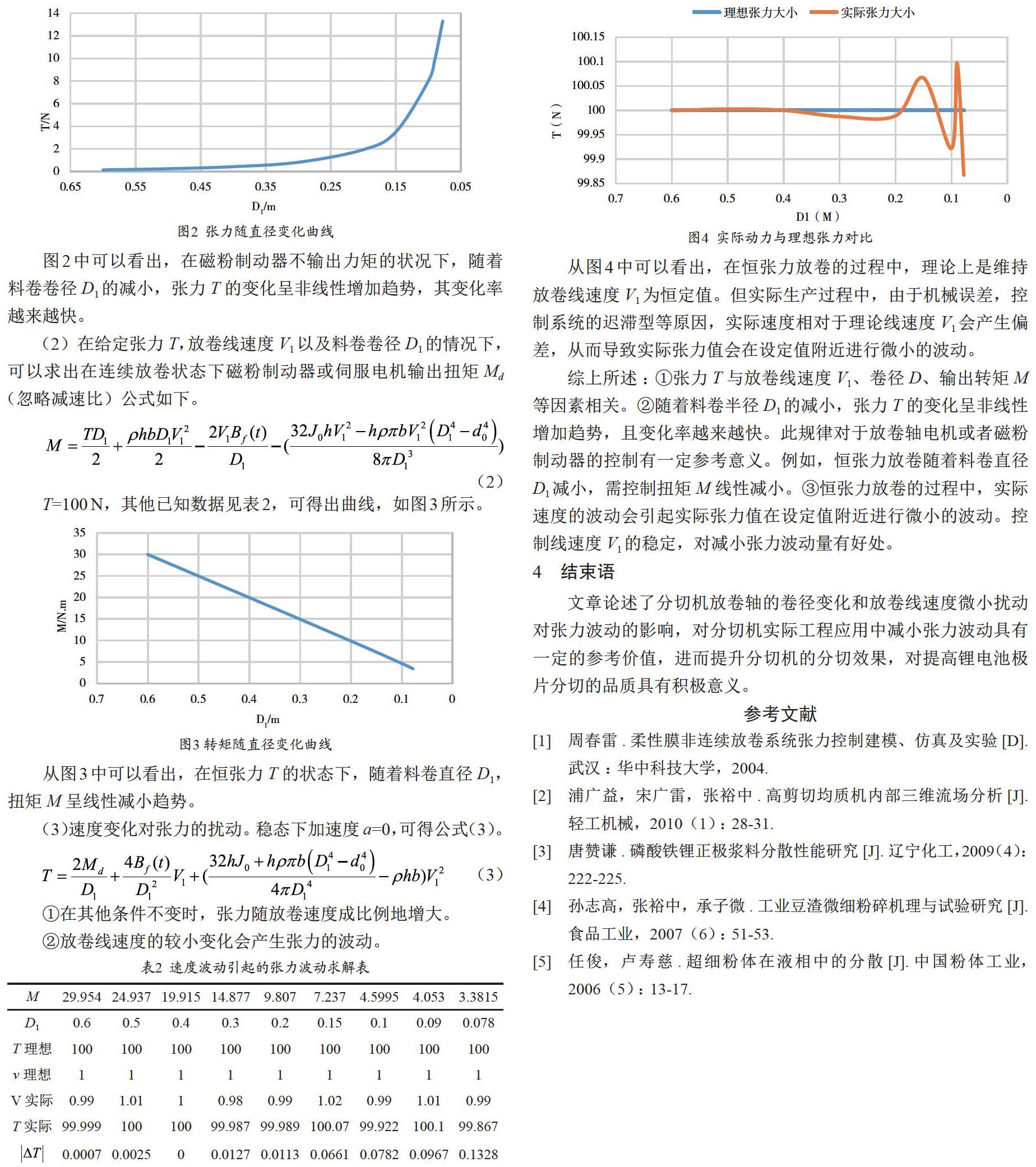
从图4中可以看出,在恒张力放卷的过程中,理论上是维持放卷线速度V1为恒定值。但实际生产过程中,由于机械误差,控制系统的迟滞型等原因,实际速度相对于理论线速度V1会产生偏差,从而导致实际张力值会在设定值附近进行微小的波动。
综上所述:①张力T与放卷线速度V1、卷径D、输出转矩M等因素相关。②随着料卷半径D1的减小,张力T的变化呈非线性增加趋势,且变化率越来越快。此规律对于放卷轴电机或者磁粉制动器的控制有一定参考意义。例如,恒张力放卷随着料卷直径D1减小,需控制扭矩M线性减小。③恒张力放卷的过程中,实际速度的波动会引起实际张力值在设定值附近进行微小的波动。控制线速度V1的稳定,对减小张力波动量有好处。
4 结束语
文章论述了分切机放卷轴的卷径变化和放卷线速度微小扰动对张力波动的影响,对分切机实际工程应用中减小张力波动具有一定的参考价值,进而提升分切机的分切效果,对提高锂电池极片分切的品质具有积极意义。
参考文献
[1] 周春雷.柔性膜非连续放卷系统张力控制建模、仿真及实验[D].武汉:华中科技大学,2004.
[2] 浦广益,宋广雷,张裕中.高剪切均质机内部三维流场分析[J].轻工机械,2010(1):28-31.
[3] 唐赞谦.磷酸铁锂正极浆料分散性能研究[J].辽宁化工,2009(4):222-225.
[4] 孙志高,张裕中,承子微.工业豆渣微细粉碎机理与试验研究[J].食品工业,2007(6):51-53.
[5] 任俊,卢寿慈.超细粉体在液相中的分散[J].中国粉体工业,2006(5):13-17.