不锈钢中厚板切割系统设计
2021-09-03李继红
李继红
(兰州有色冶金设计研究院有限公司,甘肃 兰州 730000)
1 概述
在目前的不锈钢中厚板切割工艺中,主要有火焰切割、激光切割和等离子切割3 种形式。等离子切割相较于火焰切割,具有断面光洁、热变形小、范围更广和效率更高等优点;相较于激光切割,断面质量几近相同,无实质性差距,但设备投资及维护成本却远远低于激光切割。因此,在不锈钢中厚板切割行业,等离子切割得到了越来越多的应用。
2 工艺布局及设备选型
2.1 工艺系统布局
不锈钢中厚板切割工艺系统主要由切割系统、物料转运系统及辅助设施等组成。切割系统核心为等离子切割机;物料转运系统包括原料、成品、端头和边条转运及堆垛设备设施等,其核心为真空垛板机和天车;辅助设施包括供电、供气、供水及防尘设施等。
另外,为减少本系统及相邻工位工作人员作业过程中职业病危害因素接触机会,在等离子切割区域边设置防尘墙,可有效预防等离子切割过程中产生的烟尘及弧光辐射。为提高原料利用率,在原料堆垛区域设置钢板限位桩,可使原料处于较为规整的初始位,减少切割过程中废料产生量。
常规情况下,中厚板宽度B=1500~3300mm、长度L=2000~14000mm,为适应此类规格中厚板切割,并充分利用切割及物料倒运的有效作业时间,设计配置2 个工位,保证切割与倒运物料同时进行,进一步提高生产效率。
某不锈钢加工车间中厚板切割工艺系统布置如图1 所示。

图1 不锈钢中厚板切割工艺系统图
2.2 等离子切割机设备选型
OmniMat TP 型全自动数控火焰等离子切割机采用PLC 进行控制,可对钢板进行自动扫描,同时进行数据处理及自动调整。切割时采用等离子火焰干式切割,产生的烟尘通过随机配备的阻燃型滤筒沉流式除尘器进行净化处理,达到粉尘颗粒排放限值(≤10mg/m3)的标准进行排放。结合上述工艺,设计选用OmniMat TP 5500×38000 型等离子切割机,其工作台长度为34000mm,可同时布置2 块钢板,1块进行切割扫描作业,另1 块进行上下料作业。OmniMat TP 5500×38000 型等离子切割机主要工艺参数见表1。

表1 OmniMat TP 型等离子切割机主要参数表
2.3 真空垛板机设备选型
真空垛板机常与等离子切割机配合使用,首先将垛板台上的原料吊运至等离子切割机切割工位,待切割完毕后,再将成品从切割工位吊运至堆垛台。LZJ 型真空垛板机吸吊起重量大、吊运可靠,除传统吊运中厚板大块原料及成品外,还可利用随机配备的3T 电动单梁起重机,将切割后的废端头及边条清理吊运。LZJ 型真空垛板机主要工艺参数见表2。
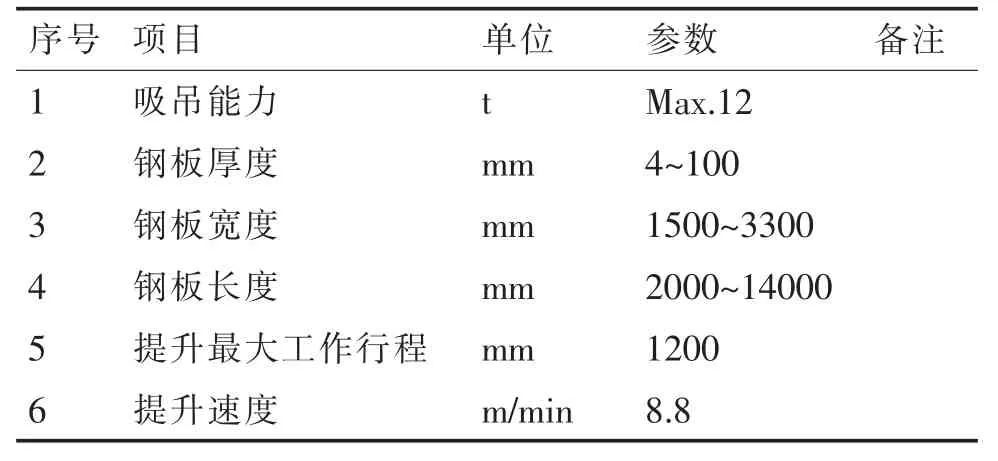
表2 LZJ 型真空垛板机主要参数表
3 切割产能核算
切割过程中产生的边条在等离子切割机工作台两侧暂存,每块钢板切割完毕后,将边条切割为6m 左右长边条,每3 块钢板产生的边条用垛板机1次吊运至废钢斗。每块钢板切割产生的端头每次用垛板机吊运至废钢斗内。等离子切割完成的钢板,迅速倒运至成品存放区进行下道工序。
在中厚板切割过程中,垛板机摘挂钩及起吊等耗时与钢板规格无关,等离子切割机行走、切割、扫描等与钢板规格有关,以常用最大中厚板规格12000×1800×30mm(长×宽×厚)为例,其单重为5.15t/块。切割工艺过程各工序耗时见表3。
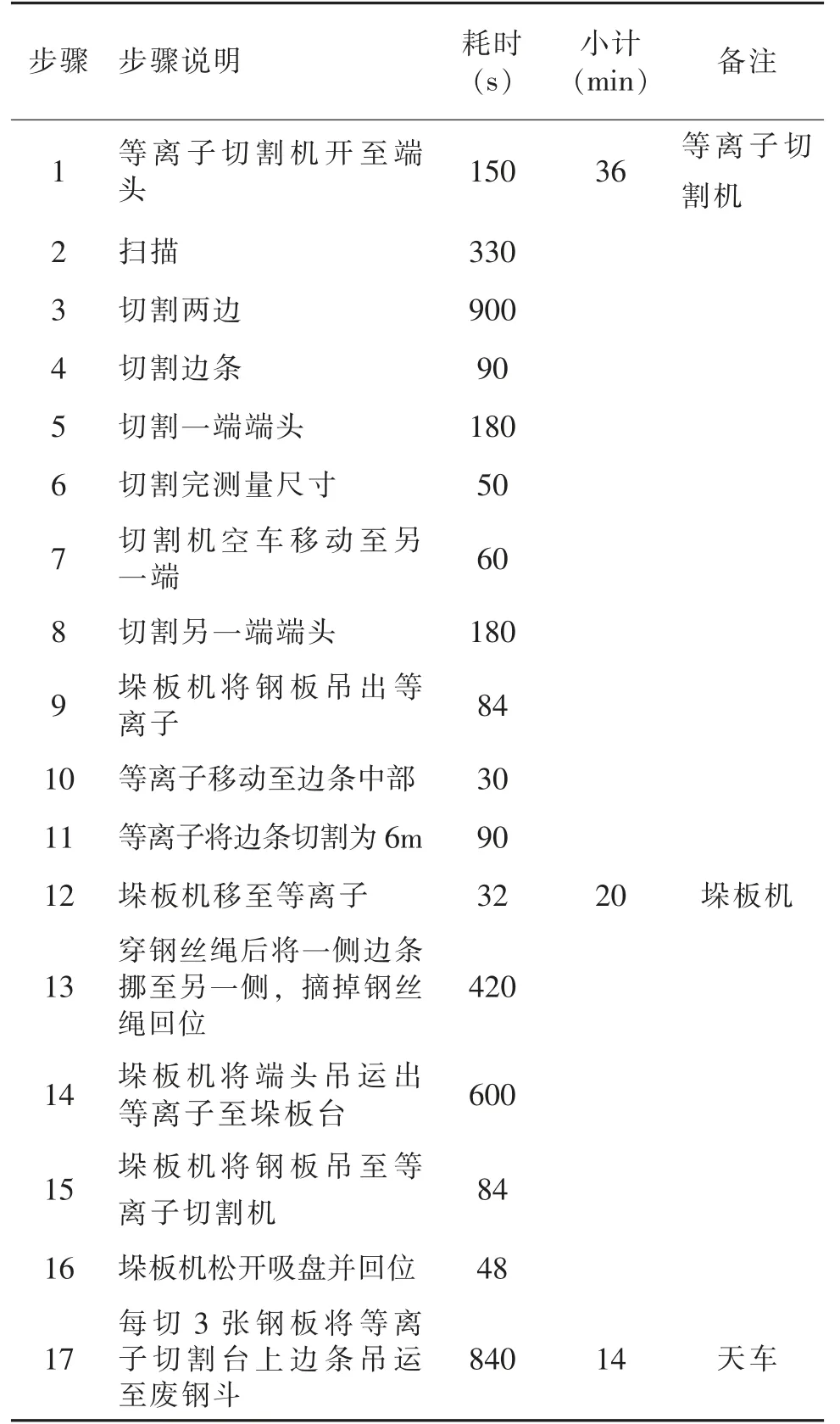
表3 等离子切割各工序耗时表
根据表3,钢板切割时间为24min(步骤1~11),钢板废料清理及上原料板时间为20min(步骤12~16)。另外,每切割3 块钢板,用天车清理1 次废边条至废钢斗,时间为14min(步骤17)。以第一块钢板切割至清理一次废边条为1 个循环,经时间平衡,可切割6 块钢板。垛板机废料清理及上原料板耗时小于等离子切割耗时,垛板机及天车联合清理废料耗时大于等离子切割耗时。2工位工作时,前5块钢板按照切割耗时进行核算,后1 块钢板按照联合清理废料耗时进行核算。
单次循环耗时如式(1)所示:

式中,T——单个循环完成时间,min/次;
t1——1工位切割时间,36min/次;
t2——2工位切割时间,36min/次;
t3——垛板机及天车清理废料时间,34min/次。
经计算,单个循环完成时间T=214min/次。
本切割工艺系统在上述规格中厚板作业时,年产能如式(2)所示:

式中,Q——年产能,t/a;
C——不均衡系数,0.9;
n1——年工作天数,330d/a;
n2——天工作班次,3 班/d;
n3——每班循环次数,班/次;
q——单块钢板重量,5.15t/块。
每班循环次数n3=8×60/214=2.24,取2 次/班。经计算,年产能为5.51×104t/a。
4 结论
定尺切割作为中厚板加工中重要的一环,对钢铁企业产品提质及优化具有重大的意义。本文主要论述了切割工艺系统的设备选型及时间和空间的平衡规划等。合理的工艺系统配置可降低建设单位设备及厂房投资,提高生产效率,进一步提高产品竞争力和企业经济效益。
