22Na放射性检测技术在先进制造过程控制中的应用
2021-09-03国思茗
国思茗
(泉州职业技术大学智能制造学院 福建泉州 362200)
对于先进制造技术的发展趋势众说纷纭,但作为一种制造技术,必然会朝着越来越大,越来越快,越来越精的目标发展[1]。越来越大是指一次加工体积;越来越快是指加工速度;越来越精是指加工精度。目前先进制造技术正处于一个瓶颈阶段,三个发展目标相互制约,不可兼得。这主要受限于加工过程控制中的定位技术,目前过程控制中的定位技术经过数十年的发展已经具备相对高度,精度最好的就是闭环反馈定位技术,而闭环反馈定位技术的核心是各种传感器,简单说就是现有的传感器技术限制了定位技术的发展。近年来出现了多种新型的测量技术,如使用闭合磁路[2],运动学以及几何误差建模[3-5],激光多普勒测振仪[6]。放射性检测技术是一种利用放射源及相关检测设备进行各种材料性,功能性检测的先进技术。以137Cs和60Co为代表的放射性元素的工业利用日益广泛,例如给各种各样的癌细胞中的特定的氨基酸贴上放射性标签,将其可视化[7]。60Co还被用于合成PE纤维[8]。利用放射性检测技术进行定位可以实现远超传统定位方式的高精度和高灵敏度[9],同时,由于放射性检测技术具有极强的穿透性,在布置安装上较传统定位传感器要求更低,尤其是在一些极端特种条件下,需要针对位移进行校正[10]。
但放射性检测技术使用过程中存在对人体和环境有害的多种放射线,对先进制造设备的要求会有相对提高,我国相关法律也明确规定企业如需要使用含有危险放射源的设备,必需办理环保审批和辐射安全许可证。我国目前应用于工业仪表行业的放射性同位素以137Cs和60Co放射源为主。137Cs是Cs元素的放射性同位素,可由235U裂变产生,是核试验研究的产物,常被用做工业无损探测源[11]。自然环境中的137Cs主要通过食物链进入人体,被人体吸收后会对内部组织和脏腑,尤其是肌肉组织造成急、慢性损伤。随着研究发展,后出现的60Co放射源逐渐开始取代137Cs放射源。放射性同位素60Co通常产生于重水反应堆[12]。60Co也具有极强的辐射性,能导致脱发,会引起血液系统疾病,如再生性障碍贫血症,白血病等。但60Co放射源的应用更加广泛,涉及到各个行业。60Co放射源在农业上可用于育种、防虫和食品保鲜等;60Co放射源在工业上主要用于无损探伤、辐射消毒、辐射加工和检测等。
近年来22Na放射源开始兴起,逐渐取代137Cs和60Co放射源。22Na的半衰期为2.6019a,是正电子辐射体,放射正电子后,又立即放射一个能量为1.275MeV的γ射线。少量使用中豁免活度浓度仅为1E+01Bq/g,属于基本对人体无害、对环境无污染的环保放射源,可以不受国家部门监控使用基于22Na放射源的仪器、仪表产品。本文主要研究如何利用22Na放射源解决密闭条件下先进制造过程控制中的定位问题。
一、控制原理及步骤
利用22Na放射源进行密闭空间内定位检测,主要需要分为四个步骤进行:
第一步:通过22Na放射源发出γ射线;
第二步部分γ射线从放射源向接收检测设备照射,并会随着空间路经介质和厚度不同影响γ射线的辐射强度;
第三步:γ射线被接收检测设备接收检测;
第四步:接收检测设备将辐射强度转换成电信号输出。
探测器系统的最小可探测剂量(MDD)受信噪比影响[13]。定位系统接收信号后,使用统计学以及敏感非线性迭代削峰(SNIP)算法[14]消除背景影响,再按一定方法确定信号所代表的位置信息,并用此信息对加工装置当前位置数据进行验证和修正。
由于22Na放射源发出的γ射线透射力不强,以铁介质为例,可以透射100mm均质铁板。所以在实际应用过程中需要采用不同安装使用方式[15],主要可以分为:垂直透照式点对点检测,斜角直照式点对点检测,不对称强度场透照式点对面检测和对称场强透照式点对面趋势检测四种使用方式。
(一)垂直透照式点对点检测。在垂直透照式点对点检测中,可以使用一个或多个点照式22Na放射源和一个接收器,在承台两测垂直布置,接收器平行安设在加工装置上。使用中22Na放射源发出的指向性γ射线透过承台和加工件向上照射,接收器随加工装置移动,当接收器经过22Na放射源正上方时接收到γ射线,接收器发出信号,定位系统按经过的22Na放射源预设定位置进行修正。也可以使用一个点照式22Na放射源和一个或多个接收器,使用中22Na放射源随加工装置移动,22Na放射源发出的指向性γ射线透过加工件和承台向下照射,接收器当22Na放射源经过接收器正上方时接收到γ射线,接收器发出信号,定位系统按经过的接收器预设定位置进行修正。
(二)斜角直照式点对点检测。在斜角直照式点对点检测中,使用一个或多个点照式22Na放射源和一个接收器,点照式22Na放射源在密闭空间四壁按一定角度布置向上照射,接收器安设在加工装置上。使用中22Na放射源发出的指向性γ射线按固定角度向上照射,接收器随加工装置移动,当接收器经过γ射线路径时接收到γ射线,接收器发出信号,定位系统按经过的22Na放射源对应的预设定位置进行修正。如果将22Na放射源安装在加工装置上,需要采用DPD算法对放射源进行定位[16]。
(三)不对称强度场透照式点对面检测。在不对称强度场透照式点对面检测中,使用多个散照式22Na放射源和多个接收器,散照式22Na放射源在密闭空间内顶面按一定位置布置透过非匀厚度挡板向下照射,接收器安设在加工装置上及承台下方。使用中22Na放射源发出的γ射线透过非匀厚度挡板在接收器平面形成不对称强度场,接收器检测接收到的γ射线强度并发送给定位系统,定位系统按平面强度地图确定强度对应位置进行实时修正。平面强度地图由安装在承台下方的接收器绘制,也可以在系统中预设,预设使用时不需在承台下方安装接收器。
(四)对称场强透照式点对面趋势检测。在对称场强透照式点对面趋势检测中,使用一个或多个散照式22Na放射源和一个接收器,散照式22Na放射源在密闭空间内顶面按一定位置布置向下照射,接收器安设在加工装置上。使用中22Na放射源发出的γ射线在接收器平面形成对称强度场,接收器检测接收到的γ射线强度并发送给定位系统,定位系统按平面强度轴线地图确定峰值强度对应的单轴位置进行单轴修正。平面强度轴线地图需要在系统中预设。
四种使用方式的使用环境和性能特点不同。垂直透照式点对点检测精度高,灵敏度高,检测速度快且准确率高,但检测存在间隔,设备成本高且不适合不能射透的被加工介质;斜角直照式点对点检测相比而言成本稍低且能不直射被加工介质,但对安装精度,计算测点的要求很高;不对称强度场透照式点对面检测成本低,可以实时检测,但检测精度较低,准确率较低,强度图绘制复杂,需要强力算法支持;对称场强透照式点对面趋势检测相比而言检测精度更低,但检测间隔短,强度图绘制简单且对算法要求也不高。对比结果如下图表1所示:
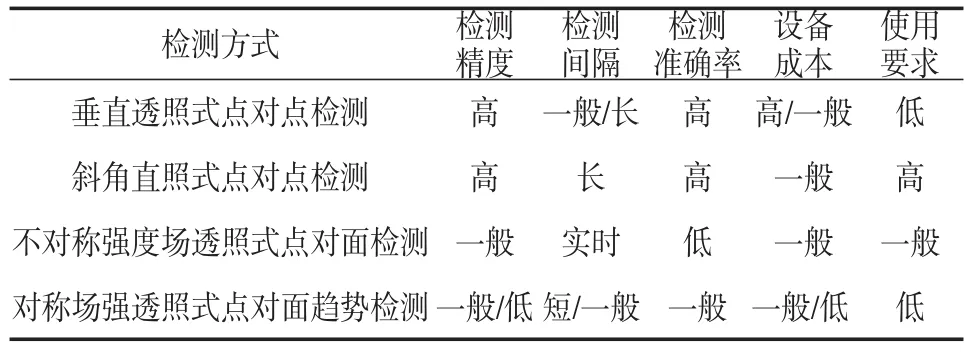
表1 四种检测方法对比表
二、实验结果
使用伊科菲斯22Na放射源自制γ射线发射装置和接收检测装置,在密闭模拟加工设备内分别对四种使用情况进行测试,测试结果如下图1-8所示:
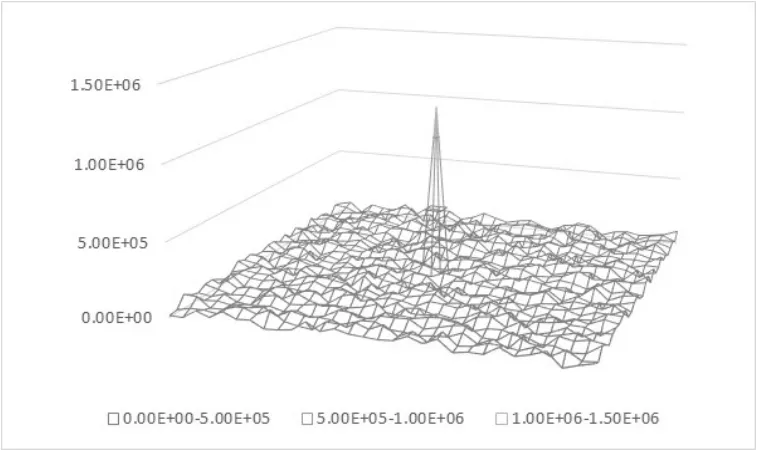
图1 垂直透照式点对点检测曲面图
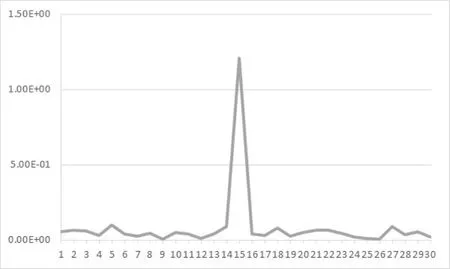
图2 垂直透照式点对点检测折线图

图3 斜角直照式点对点检测曲面图

图4 斜角直照式点对点检测折线图
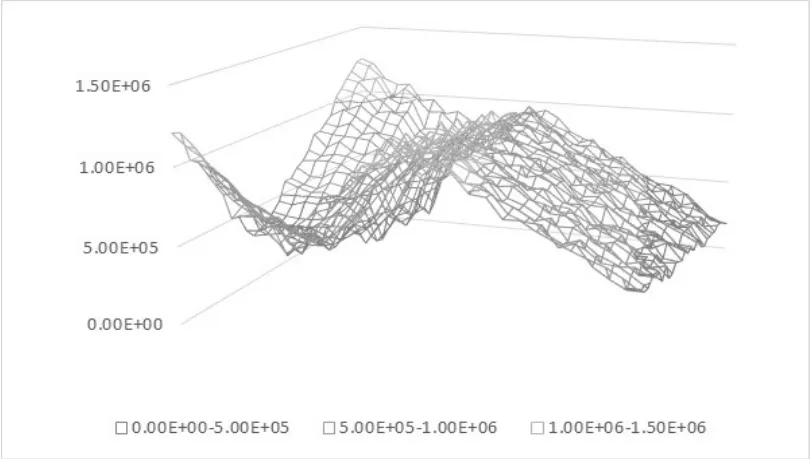
图5 不对称强度场透照式点对面检测曲面图

图6 不对称强度场透照式点对面检测折线图

图7 对称场强透照式点对面趋势检测曲面图
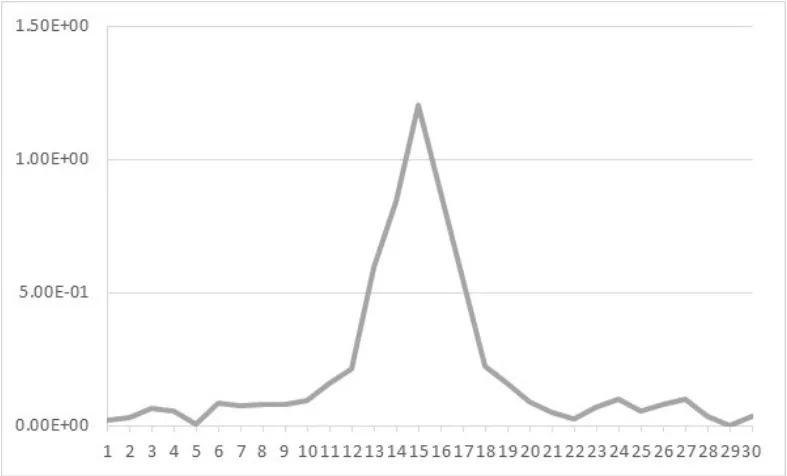
图8 对称场强透照式点对面趋势检测折线图
(一)垂直透照式点对点检测结果。
在测试空间内底侧放置了一个放射源,接收器在顶侧进行一次遍历式移动。经过放射源正上方时接收器接收到一个强烈信号,其他时刻仅收到微弱背景噪声。由检测结果可知,预定照射点识别显著性好,可以完成预定检测定位工作。在空间内只放置一个测试点效率很低,检测间隔时间很长,在实际应用中需要在多个位置进行检测以提高检测效率,可以设置稀疏的测试点来改善定位的精度[17]。通过提高检测效率可以确保在实际制造加工过程中可以实现对加工装置的定位过程控制。
(二)斜角直照式点对点检测结果。
在测试空间内左侧放置了一个放射源,接收器在顶侧进行一次遍历式移动。经过预定位置时接收器接收到一个强烈信号,其他时刻仅收到微弱背景噪声。由检测结果可知,预定照射点识别显著性好,通过进行多点测量可以完成预定检测定位工作。22Na放射源安装如预期比垂照式复杂,后经逆向思考,采用先安装后定位的方法进行检测,安装过程大幅简化,后定位过程稍复杂,但整体安装难度降低。
(三)不对称强度场透照式点对面检测结果。
在测试空间内三个特定位置各放置了一个放射源,接收器在顶侧进行一次遍历式移动。在经过三个特定位置时接收器接收到的信号最强,其他时刻接收到差异强度信号。由检测结果可知,预定辐射强度曲面图性能符合要求,准确率受设备影响稍低,对设备密封性和防辐性能要求较高,需要尽量减小外界本底辐射影响,铁材料也可换成铅,混凝土,橄榄泥炭[18]等等。使用本方式进行检测虽然实时性极好,但受过高的设备要求和成本限制,不适用于在大范围空间使用。
(四)对称场强透照式点对面趋势检测结果。
在测试空间内底侧放置了四个放射源,接收器在顶侧进行一次遍历式移动。经过预留缝隙上方时接收器接收到的信号最强,较近位置离缝隙越远强度越低,较远位置仅收到微弱背景噪声。由检测结果可知,预定辐射强度峰值线识别良好,可以完成预定检测定位工作,收到的信号强度峰值前后强度降落良好,因此误检率极低。整体来看检测频率较垂照式有很大提高,但存在三个问题,一是加工范围要以空间中心点为加工中心点,偏离空间中心点会降低检测频率;一是在空间中心点附近会产生一个微小范围的强信号区,在这个区域内检测误差率较高;一是极值检测不能平行与预留缝隙进行。
三、讨论分析
通过四种检测方法的实验,可以发现在不考虑成本和应用环境的情况下,放射性检测技术相较现有传感器技术存在优势:检测精度不受空间大小限制;检测精度跟加工设备无关;检测精度不受被加工体影响。存在的劣势是:检测精度高导致检测频率低,需要程序附加主动检测过程;放射性射线会对部分加工体材质造成影响,如蛋白质,改性塑料等,被加工体材料会受到一定限制;22Na放射源安全性高,但是实际探测效果较传统137Cs和60Co放射源存在差距,需要更高程度的计算机辅助。
对四种检测方法来说,各有各的优缺点和使用环境,但不对称强度场透照式点对面检测照其他三种存在明显差距,这主要是由于放射源的不稳定和环境的不稳定造成的,不对称强度场透照式点对面检测主要依靠在不同点存在不同信号强度实现的,其中存在三个难点,一是点集对应信号强度数据库数据庞大,依靠先进算法只能提高数据处理速度,但数据规模不会有太大变化;二是背景噪声影响比其他三种更为严重,因为对于个点来说,强度是连续变化的,对于两个极近点来说,噪声强度必然会大于变化强度,对测量造成一定影响;三是加工过程受加工设备控制,实时监测意义并不大。所以不对称强度场透照式点对面检测在没有特别高的检测频率要求的情况下一般不会采用。
对于对称场强透照式点对面趋势检测方法来说,其存在的几个问题存在简单的改善方案,比如空间中心点附近产生的一个微小范围的强信号区,可以通过在中心位置不预留缝隙,而是安设一个单点的垂直透照式点对点检测。一方面不会再产生强信号区,另一方面提高了中心位置定位的精确度。又比如加工范围要以空间中心点为加工中心点,偏离空间中心点会降低检测频率,如果改变缝隙的布置方式,例如使用一定的算法,规划缝隙布局,实现空间平面的检测频率平均化等等。
总体来说使用放射性检测技术可以弥补现有传感器技术对加工装置空间定位的不足,使先进制造领域的过程控制达到一个新的高度。而且放射性检测技术还存在着其他的可能性,除了加工装置的空间定位,过程控制还需要对温度,湿度等其他物理要素进行控制,放射性检测技术还有更多可以发挥的空间。
四、结论
通过本研究可以证实基于22Na放射源的放射性检测技术可以在先进制造领域过程控制中进行应用。对各种极端或普通操作环境下的加工装置定位都有很好的应用效果。文中所述四种检测方法可以适应绝大多数应用场景并取得相当好的测量效果,基本可以替代目前使用的各类位移传感器。在先进制造领域的过程控制之中,会面临很多比较特殊的操作环境,比如密闭空间,无光环境,特殊气体等会限制传统传感器的应用,而放射性检测技术可以作为替代技术在这些场景下进行应用,从而进一步扩展了先进制造的加工范围。