如何明确智能工厂物流运营目的,以便实现个性化、差异化的要求
2021-09-03邱伏生

邱伏生
上海天睿物流咨询有限公司 总经理
中国机械工程学会物流工程分会副理事长chiuer@logiwis.com
在工厂进行智能化规划或改造的过程中,需要充分考虑智能物流系统的差异化配置。一方面,在智能化程度迭代上,可以次第展开、并行推进、实事求是的选择经济、合理、有效的物流设施、软件和系统;另一方面,结合不同供应商、不同物料、不同客户、不同产品、不同产线、不同车间等,可以按照多种物流场景进行物流规划和管理方案的匹配。智能物流系统的建设应围绕有效交付、减少断点、提高效率、降低库存(供应链总库存)、供需协同等经营指标来进行规划建设,所以,衡量“智能”与否的关键不仅在于减了多少人、自动化率达到了多少、人机料互联覆盖了多少等这些指标,而是更多地评估这个智能化的过程是否带来工厂运营管理能力的(效能)提升,是否能够支撑企业获得核心竞争优势。
智能工厂需要面对的是客户的个性化、定制化需求;生产批量属于小批量、多品种的计划方式;物流模式需要节拍精准、移动灵活的输送策略;数据需要保证互联互通、实时可视、实时监控的“在线模式”。智能工厂需要通过精益化和柔性化的生产、模块化物流配套保证,以支持生产计划和物流作业计划的有效性。
针对个性化的订单和产品需求,不同企业物流运营管理应结合物料和产品的不同流转规律,进行物流运作策略的差异化定义。在智能物流的初始阶段,绝大多数工厂愿意采用AGV 代替叉车将物料配送到工位,遵循的是高级排程中的配送时区和拉动计划倒排节点;随着AGV 调度算法的日趋完善,AGV 变得更加智能,起到了衔接各个组装、部装等前置工位以及联动总装的作用。对于周转率高、流量大的物料和产品,比如家电、手机、服装、家居产品等,可以采用连续输送(智能输送机、智能悬挂链等)到工位,形成多点对多点的智能配送“网络”,减少了过程中的在制品暂存、等待、包装、中转、交接、信息二次采集等断点,从而使得制造和物流浑然一体。对于离散型制造特点相对明显、产品体积相对庞大、生产节拍相对缓慢的制造(比如电机、发动机、坦克、飞机、轨道交通产品等),可以直接采用专用的智能流转设施(如大型AGV),或者采用固定工位加工的方式。如图所示,此时工厂里见不到传统的组装流水线,取而代之的是一个个AGV 移动工作台,沿着工艺路线自动行走,且能够携带产品在装配过程中的重要信息穿梭于工厂,这些信息在工人实际操作时可以有效避免人为出错。随着产品产量的增加,可以有越来越多的AGV 环绕在装配作业点周围,协助物料的智能搬运,不再有传统流水线的刚性束缚,大大提升了生产的柔性和响应速度。
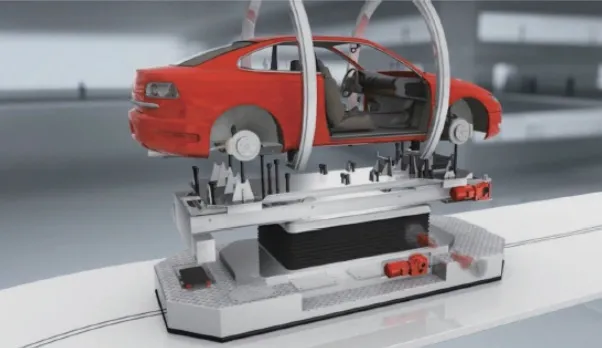
专用的智能流转设施(来源:SEW 的AGV 系统解决方案)
智能工厂中的智能物流系统能够高效、准确、稳定地完成动态工作,保证过程品质一致均衡。随着人与机器在产品装配过程中的交互更加紧密,不同的生产环节可通过操作人员(或人工智能控制的机器人)按照定制产品的需要来使装配流程做出改变。更可以通过系统仿真,针对每个订单、每个物料、每个工位验证生产和物流的工艺流程。从虚拟连接现实世界,通过仿真发现瓶颈并反馈信息,进行实时调节。具体运作过程中可以是通过一个虚拟订单,看到工厂里的各种设备,当实际订单运行时,协同不同的工厂模块,就可以反馈到监控、优化软件模块。
