基于PLC的叠焊机运带抓取控制系统设计
2021-09-02袁跃梅徐新宇
袁跃梅,徐新宇
(南通理工学院电气与能源工程学院,江苏 南通 226004)
太阳能作为一种新型绿色能源已广泛应用于各行业,为工作生活提供了极大便利[1]。光伏组件作为太阳能发电系统的重要组成元件,它的生产效率显得尤为重要。DHJ-A新型叠焊机是实现快速生产光伏电池组件的自动焊接叠层工序设备,但现有的叠焊机汇流条拉取精度达不到要求(误差≤1 mm),抓取摆放位置有偏移[2],且安全防护等级不完善,对设备运行的稳定性以及光伏组件产量和质量带来较大的影响。因此,设计一种全自动控制系统程序用来提高安全防护等级和快速拉、抓取汇流条具有重要意义。本设计主要研究设备在不需要人工焊接情况下,自动完成汇流带运送,包括吸取、移动、放置等。通过汇川PLC编程控制完成运带抓取的各个功能,同时研究试验拉伸比能否降低拉取焊带长度误差,减小拉取的汇流条误差,提高抓取的摆放位置,增大太阳能电池片的聚光性,提高安全防护,提升设备运行的稳定性以及操作软件的简易性。
1 叠焊机运带抓取系统总体设计
1.1 结构设计
叠焊机运行时,由工作人员在触摸屏上选择初始化模式夹爪、压固、抓取走到初始位,在触摸屏上点击自动模式,按下启动按钮,夹爪进行自动夹住汇流条并运行设定的长度值,切刀伸出再下切抬起并缩回。夹爪将切下的汇流条依次运送到真空3、真空2、真空1,夹爪放下汇流条时,压固压住汇流条末端,防止夹爪后退时,带动汇流条设定位置,依次打开真空使汇流条吸在摆放位。当备料完成后抓取单元去抓取摆放位上的汇流条,将它们精确地摆放在托盘上进行叠焊,其平面结构图如图1所示。

图1 平面结构图
本设计以叠焊机的运带抓取工序为研究对象,即将汇流条卷放在放料电机上,手动拉汇流条穿过切刀口,前压压住汇流条,做好汇流条的放料准备。点动切刀下切再缩回初始位,让汇流条超出切刀的长度成为初定值,再放上重锤使汇流条始终保持拉直状态,运带结构主要由放料、剪切和拉取组成。叠焊机的抓取系统作用是抓取在摆放位的汇流条,利用真空吸嘴吸住汇流条,将汇流条精确地放在托盘上进行叠焊[3],抓取结构设计图如图2所示。

图2 抓取结构设计图
1.2 控制器和调节方式选择
由于叠焊机科技的快速发展及装备规模的扩大,本设计选择PLC为控制核心。PLC相当于一台计算机,包含了CPU、存储器和定时器等硬件,具有逻辑运算和顺序控制等功能。PLC控制器抗干扰能力强,在采集数据的速度和运算精度方面较为出色,能够适应恶劣的复杂工业环境。除此之外,PLC控制器的可扩展性能好,在系统设计时可预留部分I/O接口,方便之后产品更新和功能拓展等[4]。通过电磁阀脉冲宽度调节的方式实现真空调节抓取在摆放位的汇流条,从而完成汇流条的精确放置及焊接。
2 叠焊机运带抓取系统硬件设计
2.1 硬件结构分析
如图3所示为叠焊机运带抓取系统的硬件结构图,整个系统由PLC、触摸屏、拉取/抓取/压固伺服电机、伺服驱动器等组成。A/D、D/A与拉取/抓取/压固伺服电机为控制系统的辅助功能,协同操作实现输送带抓取的稳定运行。触摸屏是人机交互系统,将系统速度、位置、工作过程状态和其他信号传输到PLC。PLC作为本系统的控制核心,对每种类型的信号进行分析和计算。作为系统的机械臂,拉取/抓取/压固伺服驱动器可以接收和处理由PLC传输的脉冲信号,并将其转换为设备的速度、动态和位置。在编码器的帮助下,可准确地监视和反馈由传送带捕获的运动状态数据。
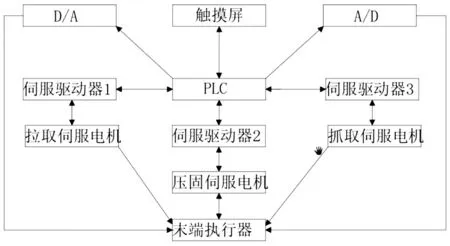
图3 硬件结构图
2.2 部分器件选取
1)PLC选取。根据1.2中的控制器和调节方式选择分析,为提高控制系统的控制性能,此次使用Inovance系列AM620中型PLC来充当叠焊机运带抓取的控制核心。InovanceAM620中型PLC具有体积小、高度拟合的系统配置及强大的功能的特性,满足对叠焊机运带抓取运行中所需的所有数据计算和逻辑计算的规划。
2)传感器选取。自动化设备不能脱离传感器的配合,并需要多种传感器之间相互配合才能保证叠焊机安全、稳定、高效地完成叠焊机控制检测,主要有光电式传感器、电磁式传感器、光幕传感器、限位开关等。在叠焊机运带抓取系统中,光电传感器通过红外线判断夹爪、压固、抓取等的位置情况,电磁式传感器用来检测气缸内的压强信号及电磁阀是否吸合,光幕传感器用来提高设备安全防护,防止设备在运行时有人靠近设备,保证各个机构在安全范围内运行[5]。
3)人机交互系统。本设计选用嵌入式一体化触摸屏作为运带抓取的人机交互系统,完成操作者与设备之间的沟通,大大降低了设备的操作难度。操作人员不需要对设备有很深的了解,只需用手指控制触摸屏即可得到运行效果,运行数据可实时反映在触摸屏上,具有简单、便捷、分辨率高等特点。
4)伺服系统。本控制系统使用伺服电机驱动放料、拉取、抓取Y和Z四个轴,并使用步进电机驱动压固。从而确保系统能够高效、稳定地运行,并实现各个机构之间的协调,同时配以SV635N伺服驱动器,可实现位置/速度控制、速度/转矩控制、位置/转矩控制三者控制方式的切换,大大提高其控制精度和适用范围,使其不仅可用于工业生产和实验室研究等精度要求稳定的地方,在对速度和张力控制有要求的场合也可以使用。
2.3 控制电路图设计
在实现叠焊机运带抓取的精准控制要求时,合理的电气控制图设计也是一个非常重要环节,如图4所示为主电路图。本设计使用了五台伺服电机,分别驱动放料、拉取、压固、抓取Y、抓取Z的轴运行,压固由传统的固定压固转换为以电机和气缸的运动,大大降低设备的运行成本。

图4 主电路图
3 叠焊机运带抓取系统软件设计
3.1 软件总体设计
本设计将PLC作为设备的控制核心,通过扫描的运作方式来执行程序,利用PLC规划叠焊机运带抓取运行中所需的全部数据计算和逻辑计算等问题,通过运带控制模块实现对叠焊机的伺服电机的控制。同时,PLC中的IO模块实时检测叠焊机运带抓取的运动状态并反馈给触摸屏,使操作员能够更好地了解运带抓取的运行信息,从而保证设备在生产过程中能够安全稳定地运行。为了实现设备的多样性功能,除了在上位机上开发出配套的工序切换程序,还需搭配不同功能的末端执行器,将设备运行过程中电压和电流进行实时反馈,进而完成控制,保证设备的正常运行。控制系统的总体结构图如图5所示。

图5 控制系统的总体结构图
控制系统主程序流程图如图6所示,利用触摸屏、伺服驱动器、伺服电机等装置建立流程图中的工作流程。当系统进入运行状态时,首先进入初始化程序运行部分所需的参数数据,与此同时ABS扫描读取伺服电机的即时数据,若是读取失败将会延长读取时间,若延长时间后仍然无法读取数据,将结果反馈至人机交互系统由人工处理。

图6 控制系统主程序流程图
3.2 触摸屏界面设计
触摸屏界面作为一种人机交互平台,承担了操作者与设备之间沟通的任务,大大降低了设备的操作难度。本设计的触摸屏界面包括主界面、手动界面、参数界面、报警界面及光幕界面,图7(a)为触摸屏主界面图,图7(b)为触摸屏手动界面图。上电后,等待触摸屏出现主界面,点击各界面按钮,就会自动跳到相应的界面。当设备组装好后,通过手动界面对设备进行手动I/O对点及进行传感器的手动试验,完成伺服电机的正转和反转点动,保证电机的正常使用。

图7 触摸屏界面
4 叠焊机运带抓取系统仿真与试验
4.1 软件仿真
随着叠焊机技术的不断发展,仿真与试验已成为各种复杂系统研发工作中必不可少的验证手段,通过仿真检查设备的性能是否完好,是否存在错误和问题,提高研发效率,减少设备的损失。
叠焊机的运带抓取的软件仿真是在无电情况下,利用汇川InoProShop和InoTouch Editor组态建立计算机和物体的虚拟模型来进行触摸屏与程序的离线仿真,仿真界面图如图8所示。

图8 仿真界面图
4.2 实际调试
经过仿真调试后,设备是否能通电实际运行,是完成设计的关键步骤。在对电路各部分元器件组装检查无误和电路连接检查确认良好后进行上电运行,实际拉取运行图如图9所示。利用触摸屏检测汇流条的备料周期,由自动程序中的计时器在前压抬起时开始计时,到夹爪回起始位,周期时间为9.8 s。触摸屏实际监控图如图10所示。

图9 实际拉取运行图

图10 触摸屏实际监控图
4.3 结果及分析
在叠焊机的运带抓取运行中,拉取焊带的长度由于各种因素而造成误差,对叠焊的光伏组件质量有一定影响。因此,降低设备拉取焊带的长度误差有很大意义。本设计提出一种拉伸比的设计方案来降低误差。拉取运行距离(X)为:

式中:L为拉取长度设置值;R%为拉伸比;r为补差值。根据方案,测量在不同拉伸比值的数值如表1所示。由表中数值可以验证,备料周期在10 s之内,拉伸比能够降低误差在1 mm以内。如图11所示是拉伸比为1%、1.5%、2%时的测量值曲线图。当拉伸比为一定时,随着拉取长度的增大误差值也会增大;当拉取长度一定时,随着拉伸比的增大误差值随之减小。

表1 拉取长度测量数据表

图11 曲线图
5 结束语
本设计以提高焊带长度拉取和减少备料周期为目的,根据实际要求,从系统结构、硬件设计、软件设计等方面,设计了一种基于PLC的叠焊机运带抓取控制系统。该系统以汇川AM600中型PLC为控制核心,利用光电式传感器和电磁式传感器进行位置检测,实现拉取焊带长度的精准定位;根据光幕传感器检测是否有人靠近设备,从而提高了设备安全性。本系统采用梯形图语言编写控制程序,实现了系统的自动控制运行。利用汇川InoProShop和InoTouch Editor组态建立仿真,通过仿真验证系统的稳定性,通过触摸屏状态监控等功能,进行了系统运行试验。试验证明,拉伸比能将拉取焊带的误差降到1 mm以内以及备料周期控制在10 s之内。
