双螺杆挤出机生产ABS异常分析及解决方法研究
2021-08-27范文波
范文波
(镇江奇美化工有限公司,江苏 镇江 212003)
0 概述
根据《中国双螺杆挤出机行业现状调查分析及发展趋势预测报告(2021年版)》,双螺杆挤出机在市场中的定位、行业发展现状、市场动态、重点企业经营状况、以及对产业链影响等分析[1],双螺杆挤出机在生产ABS的行业中有着举足轻重的作用。
双螺杆挤出机属于塑料加工机械,也即有两根主轴在筒体内同向转动经过输送和混炼加工成半成品或成品简单描述为:粒料或粉料经加料斗加入加料口,经螺杆推动和混炼产生的压力和剪切力,使物料摩擦生热或加热后变成熔融状,也称塑化后经摸头处挤出。
依据摸头料流方向以及螺杆中心线的夹角,可以将摸头分成直角机头和斜角机头等。目前市场上的塑料制品制造可分为板材型押出成型,摸头大多为垂直型的开口扁平状,经三辊或四辊押板机押出成型;而一般作为传统工程塑料的基材ABS粒料,则是通过摸头处的多孔板押出成条状,经牵引后切粒成半成品,鉴于ABS生产工艺的演变,ABS粒料的生产已有传统的两段式逐渐变为一段式挤出机押出,通过垂直的摸头下料直接切粒制成。
1 双螺杆挤出机的组成
双螺杆挤出机系统有:电机、减速机、挤出机入料口、主轴螺杆、螺块、换网机、摸头、水槽、切粒机、silo等组成。双螺杆挤出机较常用在高产量,混炼度高的场合,比如:染色粒,或各种ABS生产。以ABS粒生产装置为例,挤出机生产流程图如图1。

图1 挤出机生产流程图
关于双螺杆挤出机的工作原理的相关资料和信息,在百度网盘和各种文献资料中有大量体现,所有作者都认为减速机、螺杆、螺块等为双螺杆挤出机的重中之重的配套设备或部件。
下面简单介绍一下:螺杆和螺块两大重要部件。
1.1 螺杆
是挤出机的心脏,螺杆的长短和强度,决定了一台挤出机产量、物料输送的快慢,产品塑化速度、混炼后的物料温度、产品耗能等。通过螺杆的转动使塑料在螺杆和筒体的间隙中产生挤压,移动、增压以及从摩擦中获取部分热量,塑料在料筒中移动的过程中获得混合和塑化,因为混炼中有部分橡胶含有一定的水分和酸碱性,所以对螺杆和筒体有较高的要求,一般为高强度、耐热和耐腐蚀的合金制备而成。
螺杆是挤出机的关键部件,作为螺杆的材料必须具备耐高温、耐磨损、耐腐蚀、高强度等特性,具体有如下几点要求:
(1)力学性能高。要有足够的强度,以适应高温、高压的工作条件。
(2)机械加工性能好。要有较好的切削加工性能和热处理性能。
(3)耐腐蚀和抗磨性能好。特别是一些具有强酸环境下的螺杆。
双螺杆挤出机喂料特性好,适用于粉料加工,且比单螺杆挤出机有更好的混炼、排气、反应和自洁功能,特点是加工热稳定性差的塑料和共混料时更显示出其优越性。根据螺杆长径比、L/D、料筒内径与螺杆直径差的一半称间隙δ、一螺旋角Φ是螺纹与螺杆横断面的夹角、压缩比等方面能很好的解释挤出机的设计原理。其中L/D一般般能反映出挤出机制造能力,国内一般的长径比为18~25,由于制作精度,钢材硬度强度稍有不足,一般产品产能在2 t/h以下。我接触的挤出机螺杆直径:177 mm、螺杆长度:8 252 mm、长径比:L/D=46.6,目前为国内最大产量的挤出机,全球比较有名的生产厂商有:日本TOSHIBA(图2),德国WP,德国科倍荣,美国century等,他们产品产能能达3 t/h以上。

图2 MAX L/D=46.6
1.2 螺块
螺块的作用是提供剪切力,在螺杆的高速转动下,物料被各种形式的螺块输送,压缩,剪切,使物料温度急剧上升而呈熔融状,由于物料一般由多种物料组成,此时需要获得高混炼度的状态,可以通过不同形式的螺块组合获得,一般螺块(图3)有右旋,中性,左旋,反旋四种,混炼效果也是逐渐增强!

图3 左、右旋螺块
1.3 双螺杆挤出机的工作原理
物料沿螺杆前移时,经历着温度、压力、黏度等的变化,这种变化在螺杆全长范围内是不相同的,根据物料的变化特征可将螺杆分为加(送)料段、压缩段和均化段。塑料在挤出机中存在三种物理状态——玻璃态、高弹态和黏流态的变化过程,每一状态对螺杆结构要求不同。
加料段L1(又称固体输送段),熔融段L2(称压缩段),均化段L3(计量段),塑料在这三段中的挤出过程是不同的。
经过混炼和塑化的物料被挤到摸头处,摸头的作用是将塑料熔体转变为平行直线运动,使塑料进一步塑化均匀,并使熔体均匀而平稳的导入流道,还赋予必要的成型压力,使塑料易于成型和所得制品密实。塑料在流动时根据流道的设计形状(常见为鱼尾状)分配压力,然后经多孔板挤出成型。摸头的组成部件包括筒体连接段、换网器、摸头流道、多孔扳等。
3 双螺杆挤出机生产粒子(以ABS为例)常见生产异常及解决对策
各种文献、论文和网盘对双螺杆挤出机的组成、工作原理、设计理念的介绍非常多,但只仅限于一些理论描述,对实际的生产或加工过程几乎没有提及,而且在各种书籍和杂志刊物中也很难看到有关操作的实际论述,因为操作部分大多为各公司企业经过大量的失败成本得到的经验总结,为避免竞争很少会与同行分享。故前述部分也只是对简单作了描述,而我重点将从实际操作着手为大家讲述生产中遇到的各种异常。
3.1 筒体漏水解决对策
(1)挤出机筒体
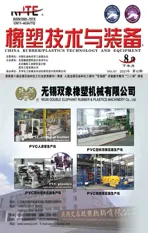
挤出机筒示意图如图4。
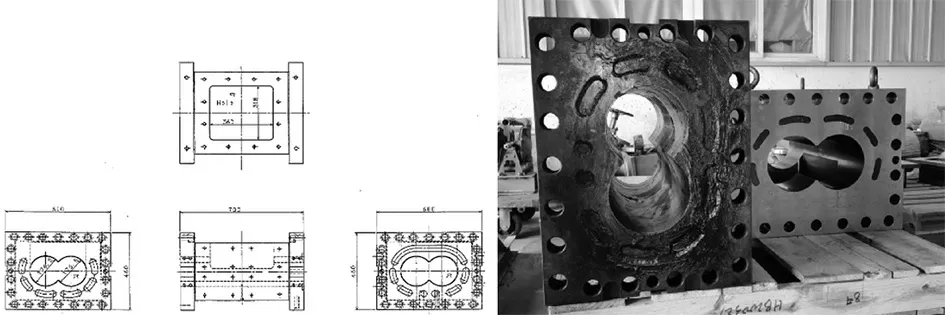
图4 挤出机筒体示意
(2)筒体漏水的原因
端面焊接不良有砂眼或气孔,或长期溶氧腐蚀造成点蚀。一般漏水点 出现在筒体内测的冷却流道或断面的焊接点处(图5)。如果发生漏水现象,则是因为冷却水压大于低压侧的料缸内压力,水会进入腔体遇到高温会迅速气化,如水汽不能被抽出,则会随着物料一起被挤出,当从摸头处挤出时,气体会立即释放,造成胶条断条,无法正常挤出!如果关闭筒体冷却水,则物料缺少冷却会造成该段的物料温度一直偏高,影响品质。

图5 筒体焊接点点蚀
(3)解决对策
一般遇到此现象,需立即停车更换筒体作焊接处理。焊后作气压试压,或用染色探伤,或作PT探伤,没有异常后再投入使用,但如果有生产压力,也可采取特殊手段作继续生产。如采用压缩空气或抽真空方式给物料进行冷却即可继续生产。
3.2 高橡胶ABS混炼不均的解决对策
(1)混炼不均的原因
橡胶与AS粒子在挤出机内经过混炼熔融后随摸头处押出并切粒,产品后续会被送至下游工厂进行注塑成型,生产各种最终产品。橡胶在产品中的主要作用是提高冲击强度和良好的弹性,但如果在注塑后橡胶混炼不均(图6),在注塑件的表面易形成麻点,一则影响强度而且影响美观。
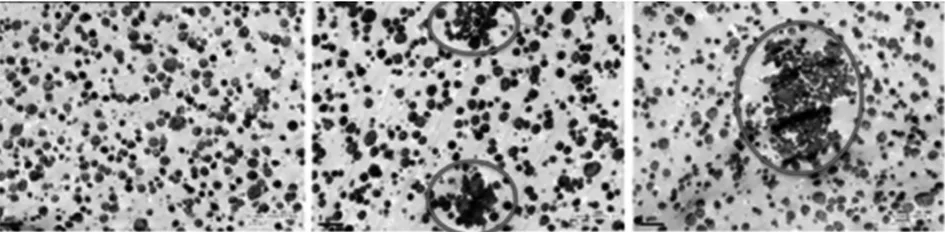
图6 橡胶混炼不均微观图
(2)解决对策:
a.从操作层面:降低粒子入料端的温度,增加粒子的摩擦;提高螺杆的转速;增加从而提高混炼效果。
b.改变组型:增加混炼段的螺块,减少部分输送段的螺块,从而增加混炼(图7);螺块沟槽深利于输送,而沟槽浅物料与筒体的摩擦增大,利于物料塑化,增加成型效果。
图7 改变组型示意图
c.增加新型齿状强混炼螺块(图8)。

图8 齿状混炼螺块
①有很好混合功能
②是单头螺杆元件安装ZME时注意事项:
③和双头或三头螺杆元件安装在一起进必须之间安装至少1 mm的Spacer垫片。否则万一芯轴纵向有及其微小的移动的时候,在两个轴上同一位置的一对螺杆元件即可能造成碰撞,打架。
●其合理性可以在啮合块看一下,两个相邻碟片之间是有已经Buit-in的1 mm的间隙的。
3.3 螺杆的螺块和筒体腐蚀
(1)产生原因
双螺杆挤出机生产时,如果生产的物料为酸性,在高温高压的情况下,极易发生腐蚀(图9),根据研究,酸在高温下(大于60 ℃)的腐蚀速度呈直线上升,是常温腐蚀速度的10倍!

图9 螺块腐蚀图
从图9中可以看出,螺块被腐蚀直接剥落,随物料输送至换网器处被遮挡,因网前压力发生变化,得以发现!在抽取螺杆后发现,螺杆也有一定程度的腐蚀,如果继续运行,则有断轴的风险。为防止剥落的螺块对筒体造成损伤,用内窥镜进行检查,发现筒体内壁果然出现被刮伤的痕迹!
(2)防止对策
在酸性环境无法避免的情况下,优先考虑改变螺块材质,由原先仅抗磨的材质改为既抗磨又抗酸腐蚀的镍基合金增加抗腐蚀性,其次考虑增加检修频次,对易腐蚀端定期更换,减少因剥落带来的后续不良影响!
3.4 产品出现异色粒
(1)出现异色粒的原因
真空废液倒流:物料在熔融后,一般都存在气相残单,在筒体的低压段体积膨胀后气化,在此设置的真空口正好利用负压进行抽取,因气体在抽取过程中会冷凝,冷凝液会因为真空装置的平顶的有可能会直接跌落到产品上,或沿管路回流至真空口,如果真空口排放废液的沟槽或收集罐满溢,则真空废液则会倒流至筒体,随物料押出形成色差粒!
(2)解决对策
a.保持真空度,一般控制在150 torr以内,可适当进行远传控制。
b.对真空装置可适当进行保温处理,减少废气的冷凝。
c.对真空口的平顶结构改为斜面!(见图10)。
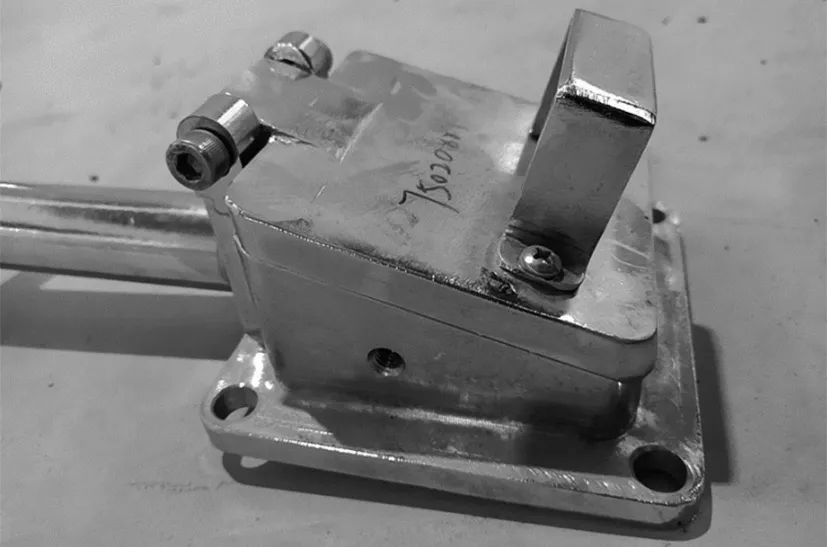
图10 斜面真空口
3.5 真空口翻料,产量偏低无法正常生产
(1)发生原因
橡胶BP粉中含有一定的水分,在与AS粒子由宽螺距向窄螺距输送的过程中,经过压实段后,水分很难再向后逸出,只能向前移动,当物料在不断混炼过程中温度逐渐上升直至熔融,水分被迅速汽化,在经过低压端真空口处,如果负压不足或水汽过多,则水汽在逸出时将熔融的物料带出,从而引起真空口翻料,将真空废气管堵塞,一则影响产品品质,而且有可能引起机台跳车,甚至设备损坏。
简单计算一下含水量:以800 kg/h产量的双螺杆挤出机为例

1kg水汽化体积膨胀1 244.44 L(1 000 L/18)×22.4= 1 244.44 L
水汽化后总体积V=19.2×1 244.44=24 m3/h
而实际现场配备的真空泵能力明显不足,导致水汽无法被迅速抽取。
(2)解决对策
a.根据真空口实际尺寸、管径的大小、水汽的在真空泵入口处的温度以及真空度,再考虑空气的泄漏量,和真空泵的安全工况并按真空泵的设计原理选择吸气量为25 m3/m的真空泵(一台真空泵带4条产线,有一定的余量)。
b.增加侧向抽气装置,调整抽气螺杆的转速和主螺杆的转速增加混炼增加排气效果,然后逐步提升产量,最终提产过程如表1:双螺杆挤出机在生产过程中遇到的问题远非以上几种,文章仅罗列了几种常见异常及解决方法,有些需要配合其他专业的化工知识进行,如真空泵的选型等;有些异常的处理需具体问题具体对待,可通过不断的摸索得出总结经验,比如筒体的水泄漏可实现不停机的在线操作延长生产周期,等等。
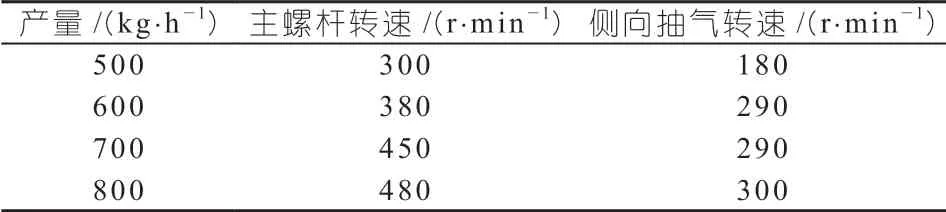
表1 产量与转速对照表
4 总结
在我国的塑料和橡胶的挤出行业中,挤出机的发展前景非常广阔,国内的双螺杆挤出机受制于螺杆的材质强度,螺块的耐磨耐腐蚀,筒体的间隙精度,国产机台一般都是小型设备,产能在3 t/h以下,而大型挤出机由于机械加工能力和制造精度等原因,目前在国内仍处在瓶颈期,大多依赖于进口。这种类型的加工企业一般经济实力比较雄厚,单台设备投资往往超亿元,对如何稳定生产有很高的要求。
只有对这种类型的设备深入研究,遇到问题不断的摸索,有针对性的解决生产异常尤为重要,本论文有关的解决方法,希望能给业界或同行一点帮助和启发。