型材类零件生产效率提升方式探讨
2021-08-27姚文博姬明月李会聪一拖福莱格车身有限公司
文/姚文博,姬明月,李会聪·一拖福莱格车身有限公司
作为专业的驾驶室生产厂家,我司业务范围覆盖农机、工程机械、扫地机等各个行业。随着新工厂的顺利验收投产,驾驶室业务也得到了较大的扩张,目前已经实现徐工、柳工、厦工、宇通等国内重大企业的产品配套,后续业务也在逐步开展。
驾驶室业务的逐步壮大最直接的影响就是型材类零件品种和生产量的增加,与板材相比,型材类零件的生产效率相对较低,再加上品种多,这就对相关零部件的交付提出了考验。
过程探讨
结合我司实际运行方式和现场改善案例,以下将从工艺流程优化、现场定制、MES系统引用几方面,对提高型材类零件的生产效率的方式进行探讨。
工艺流程优化
针对型材类零件,我司主要的零件种类及其对应的生产流程有如下几种。
⑴直接下料成品,工艺流程为备料成品,如图1 所示。
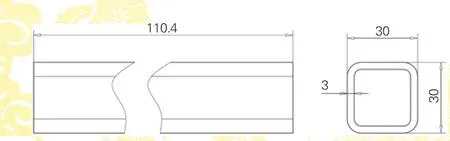
图1 直接下料成品示意图
⑵在直接下料成品的基础上增加孔;即下料后需要钻孔或者钻孔攻丝,工艺流程为备料→钻孔或者备料→钻孔→攻丝,如图2 所示。
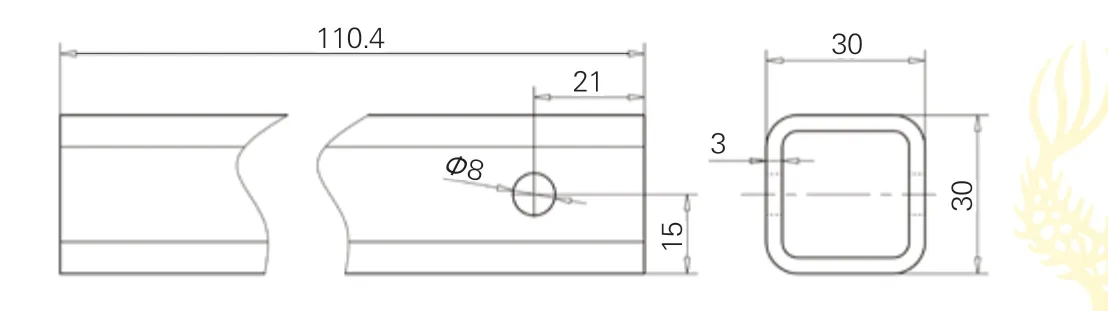
图2 直接下料后钻孔产品示意图
⑶具有一定形状,无法采用下料的方式进行加工,需要采用模具压弯或者数控弯管的零件,由于成形过程中需要工艺余料,因此成形后需将该工艺余料去除,其工艺流程为:备料→弯管→锯切端头,如图3 所示。
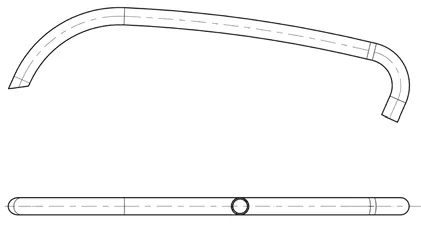
图3 弯管类产品示意图
⑷在弯管类产品的基础上增加规则圆孔,在零件外形加工完成后,需要额外增加钻孔工序,其工艺流程为:备料→弯管→锯切端头→钻孔,如图4所示。
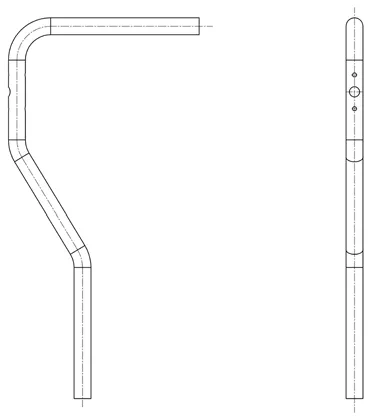
图4 弯管后钻圆孔类产品示意图
⑸在弯管类产品的基础上增加不规则孔,无法使用钻床进行加工的,需要增加三维激光切割工序,其工艺流程为:备料→弯管→锯切→三维激光(端头豁口),如图5 所示。
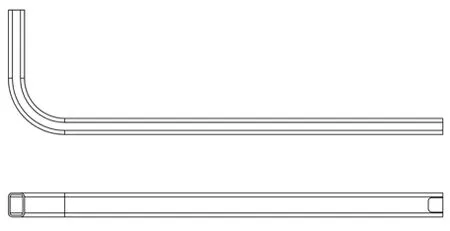
图5 弯管后增加不规则孔类产品示意图
上述5 种零件是我司目前常见的零件类型,除直接下料成品类型零件外,其余几种均需要进行转序,零件转序就会涉及工序件储存、转运,工装更换,设备更换等因素,这些因素最直接的影响就是零件加工流程延长,从而使成品件的出件时间延长。
针对此类问题,结合我司现有设备能力,利用通快激光设备,对流程进行优化,以减少零件转序和工序件的产生,具体举例如下。
针对下料后钻孔类型零件,直接使用激光进行生产,通快激光作为专业的直管下料类激光设备,具有生产速度快,尺寸稳定性高等特点,适用于生产直管类异型材、型材零件的外形加工。下料后钻孔类型的零件可以在一序中实现从原材料到成品零件。
针对弯管后加工孔的零件,对零件展开尺寸进行计算,使用通快激光进行下料,之后将下料的半成品进行弯管,实现两序出成品,大大减少生产过程中的物流转运和等待时间,以我司生产的某驾驶室用轮罩加强梁为例,零件图见图6。
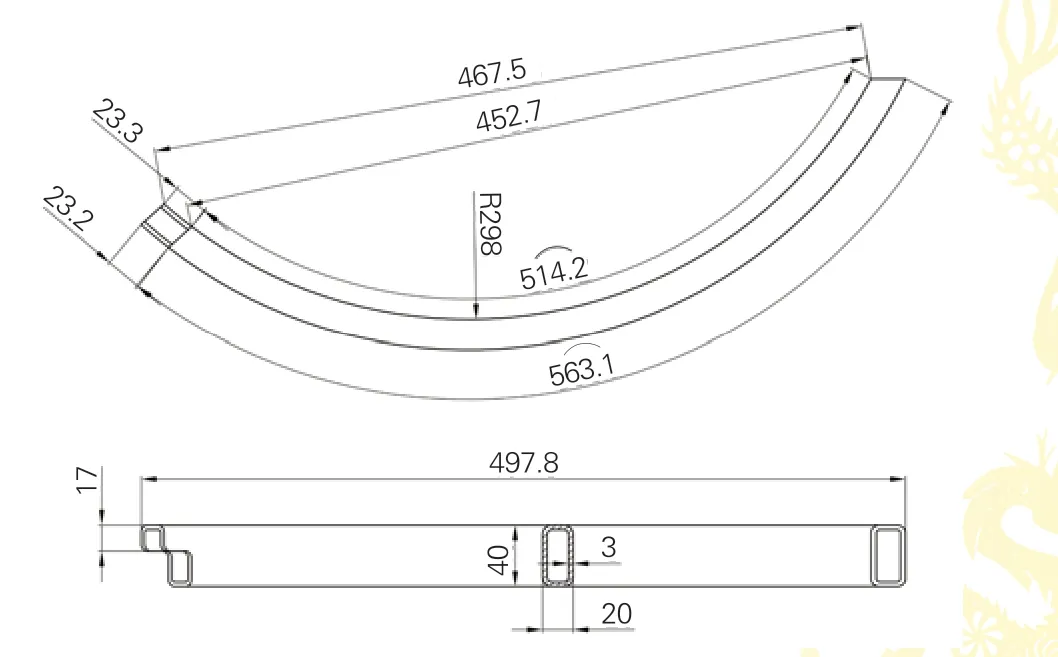
图6 某驾驶室用轮罩加强梁
优化前工艺流程为:备料→弯管→锯切→三维激光(端头豁口)。整个工艺过程需要4 序,流程较为繁琐,需要更换3 次加工设备,各工序间均可能出现等待的情况,势必会影响成品件的出件时间。
借助通快加工设备对上述流程进行优化后,流程为:下料→弯管。仅需两序即可完成零件的加工,具体过程如下。
工序1:下料。将零件展开后所需长度和端头异形面通过通快设备加工出来,与三维管件激光设备相比,通快激光下料由于是在直管上进行加工,其激光加工效率和基准确定均要大幅快于传统的三维管件激光设备,如图7 所示。

图7 下料
工序2:弯管。使用数控弯管机对下料后的毛坯进行加工,直接出成品,如图8 所示。

图8 下料后弯管
从上述可以看出,优化后工艺流程大幅缩短,仅需2 序即可完成零件的加工,说明借助现有资源对工艺流程进行优化,可以对零件的快速实现起到促进作用。
现场定制
在制造类企业中,加工费中的30%左右是搬运费,工程时间中80%是搬运和停滞产生的,因此减少搬运所耗费的时间,将对零件生产效率的提升起到重要作用,而搬运时间的减少就要求科学进行最初的工艺和设备布局,不能一蹴而就。
与板件类零件不同,大多数型材类零件均需要三序或者四序才能实现原材料到成品的转变,现场定制是否合理,设备与设备之间的配置是否适用,对零件的生产同样有着直接影响。
借助多年现场经验,工艺布局和设备定制需遵循以下基本原则:最短距离原则、物流顺畅原则、统一原则、安全满意原则;接下来作逐一说明。
⑴最短距离原则:减少物料在现场的搬运距离,从而减少物料转移所花费的时间。
⑵物流顺畅原则:现场物料或者工序件,实现一个流的生产,避免不同物料或者工序件间的物流交叉,从而减少物料或者工序件的转运时间。
⑶统一原则:就是“人、机、料、法、环、测”几大要素要有机统一起来,各个要素之间互相平衡协调,最终实现作业内容的有序进行,没有割裂。
⑷安全满意原则:在进行工艺和设备布局时,要以人机工程为基础,充分考虑作业人员的作业强度和作业步骤是否合理以及作业人员的人身安全。
在满足上述原则的基础上,依据实际需求对作业现场进行工艺、设备布局,最终目的是减少搬运和物流转运时间,在保证作业人员权益的前提下,从硬件层面缩短零件从原材料到成品的时间。
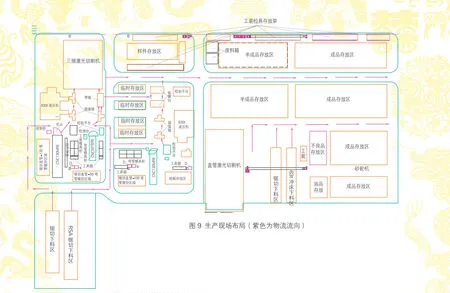
图9 所示为生产现场布局,从图中可以看出,整个生产车间依据材料存放→下料→弯管→锯切→钻孔的流程进行排布,不存在物流交叉,弯管加工后经过检验进行端头锯切,之后再进行检验,然后进行钻孔,加工工位依据“一个流”的理念进行布置,尽可能的减少零件工序间的等待、转储和物流转运时间。
MES 系统引用
MES 系统是一套面向制造企业车间执行层的生产信息化管理系统,包含制造数据管理、计划排程管理、生产调度管理、库存管理、质量管理、人力资源管理、工作中心/设备管理、工具工装管理、采购管理、成本管理、项目看板管理、生产过程控制、底层数据集成分析、上层数据集成分解等管理模块,实现从订单下达到产品完成的整个生产过程的优化管理。针对我司型材类零件生产,设计用到的MES功能模块如图10 所示。

图10 针对我司型材类零件生产的MES 功能模块
目前我司已经实现MES 与PLM、ERP系统的对接,可以将ERP、PLM 中的信息在MES 系统中直接调用整合,并且实现了与后序使用单位的MES 接口对接和与后序总成队列主机号进行绑定。
⑴与后序使用单位接口对接:通过系统操作、在后续总装队列基础上,生产送货条码,与总成队列主机绑定,可以实现物料的一对一,避免出错,提高交付及时率,如图11 所示。
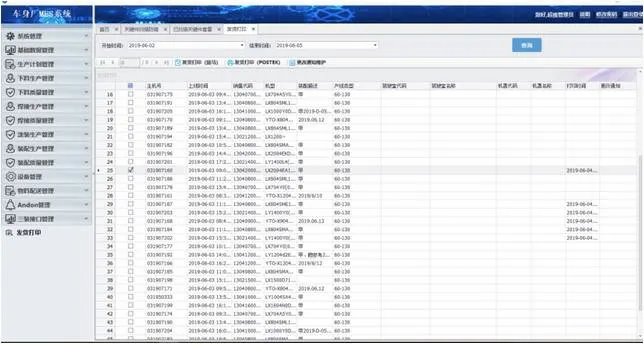
图11 系统与后序使用单位接口对接
⑵MES 与PLM 系统对接:通过接口实现MES 系统(下料材料投入、下料完工产出)工艺文件在线浏览,在PLM 系统通过接口操作,将PLM 系统工艺文件提取、自动上传至PLM/MES 文件柜下,默认生成的是PDF 文件,文件名为物料编码,如图12 所示。
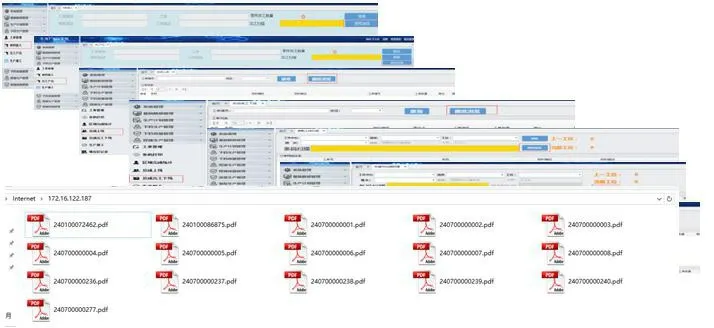
图12 MES 与PLM 系统对接
⑶MES 与ERP 系统对接:通过实现物料主数据、生产订单抬头、组件、工序等接口连接,最终实现物料主数据、BOM 接口、生产订单接口、AVI 系统接口的统一调配和信息发布,整个生产链中管中间、物料数据、BOM 信息、计划获取及拆分、相关报表修改、报工等实现自动处理或者少量的人工干预,在大量减少人工操作量的同时,实现制造链信息的统一自动调配,对最大化利用现有资源,提高资源利用率有着重要作用。
目前MES 系统正在我司内部逐步深化应用,仍有许多功能模块正在进行开发调试,但是目前已经实现的模块已经对我司生产产生了积极影响。
结束语
型材零件由于其本身的特殊性,相对于板件来说,加工效率相对较低,但是通过对流程进行优化、合理的进行生产布局以及引入适宜的管理工具,对型材零件生产效率的提升起到了积极作用。
