钢管桁架结构焊接质量控制分析
2021-08-26彭冲
彭 冲
湖南省第四工程有限公司,湖南 长沙 410000
钢管桁架结构的焊接质量直接影响建筑工程施工质量以及施工成本。在钢管桁架结构焊接中,变形问题比较常见,不仅会影响钢结构外观,同时会对其使用性能造成不良影响,甚至导致焊件报废,造成巨大的经济损失。为了提高钢管桁架结构的焊接质量,有必要对具体的质量控制措施进行分析,以提高施工效率。
1 钢管桁架结构焊接工艺
1.1 焊前准备
(1)钢管桁架焊接施工技术要求比较高,要求焊工通过专业考试,并持证上岗。在焊接施工中,焊工必须严格依据焊接施工规范,遵守施工规章制度。
(2)焊工应秉持认真、负责的工作态度,在钢管桁架焊接施工中加强焊接细节质量控制。
(3)在钢管桁架焊接施工中,如果发现焊接构件质量不合格,则焊工可拒绝焊接,并及时通知相关负责人。
1.2 焊前清理
根据施工方案确定焊缝,对焊缝区域30mm范围进行清理,清除水、油污、锈蚀、油漆等。
1.3 焊前预热
在铸钢节点焊接施工前,需提前预热,根据焊接施工工艺试验确定预热温度。
1.4 钢管桁架相贯线焊接
(1)如果钢管桁架重量超载,则可在地面根据构件质量进行分类,然后依据施工图进行组装和焊接施工,在各段时间,均需应用连接板进行连接处理。在分组、安装和焊接施工完成后,要求立即对焊接质量进行检验,确保焊缝、焊接尺寸符合施工规定,再拆除连接点,采用吊车将构件运输至安装位置进行焊接。
(2)在钢管桁架拼装施工中,必须对各单元尺寸结构准确性进行控制,严格控制误差,避免在高空拼装过程中尺寸不准确,进而造成资源浪费;在单元拼装施工中,按照从中间向两边、从下至上的拼装顺序。在局部处理方面,先处理大管和主管,后处理小管和支管,降低变形率。拼装完成后,根据施工规定标号,划分定位线。需注意的是,在单元拼装以及焊接施工中,可将胎架作为施工平台,以加强结构形状控制。
(3)在钢管桁架拼装方面,必须严格依据施工规定,尽量减小拼装误差。
2 工程概况
某乙级综合体育馆由体育馆和游泳馆两部分组成,其中体育馆包括体育馆屋顶钢桁架结构、20.4m标高楼面钢结构、21.2m标高钢结构;游泳馆包括游泳馆屋顶钢桁架结构、14.7m标高钢结构。体育馆和游泳馆效果图如图1所示。体育馆及游泳馆屋顶钢桁架采用倒三角形空间钢管桁架结构体系。体育馆平面尺寸为92.1m×126m,游泳馆平面尺寸为48m×72m,其他标高层钢结构为热轧或焊接H钢结构。体育馆及游泳馆屋顶钢桁架材质为Q420B钢材,其他标高层钢结构材质为Q345B钢材。

图1 体育馆和游泳馆效果图
在该工程施工中,桁架与网壳跨度的范围在72~84m,高度范围为2~6m。很多桁架杆件的厚度比较小,因此容易发生变形,制作精度控制以及运输难度比较大。另外,中庭双曲网壳以及倒三角钢管桁架节点比较复杂,加工和拼装难度比较大。
3 钢管桁架结构焊接质量控制
3.1 安装精度控制措施
(1)设计阶段精度控制。对于复杂节点,需做好工艺评定分析。在加工前,采用Auto CAD软件创建三维模型,然后将模型转换为DXF文件,再输入至WIN3D设计软件中进行计算分析,在获得构件角度、长度等参数后,即可输入至PIPE-COAST软件的切割数据单中,据此进行切割和加工处理。
(2)拼装阶段精度控制。在构件拼装中,定位控制难度比较大,故在该工程施工中,各类构件统一在工厂制作,然后运输至施工现场拼装和焊接。在此过程中,需根据施工方案做好定位处理,保证焊接精度。①对于钢管桁架以及网壳架,均可在工厂预拼装,要求对杆件、各节点之间的焊接缝隙以及桁架尺寸进行检查,同时根据安装要求做好标记,便于提高现场安装效率。②在胎架安装施工前,对施工场地进行整平和硬化处理,根据计算设计符合拼装要求的支撑结构体系。③在将桁架结构运输至施工现场后即可焊接,如果天气条件恶劣,需搭设防护棚。同时,在焊接过程中做好跟踪测量,对焊接顺序进行调整,保证焊接质量。④测量定位时,需利用三维坐标进行定位,以中庭双曲网壳模型为依据,对胎架支撑点位进行严格控制,同时采用全站仪进行跟踪定位,保证桁架拼装完成后节点坐标与模型坐标保持一致。⑤对于屋盖钢管桁架,可在地面分段拼装,然后进行整体吊装,对于每榀分段桁架与已安装完成的结构,需利用码板做好固定处理,以保证整体结构的稳定性。
3.2 焊接应力应变控制
(1)焊接应力控制措施。在钢管桁架焊接质量控制方面,应力控制的作用是有效减小应力峰值,保证应力分布均匀。对此,可采取以下几种措施:①控制焊缝约束力。如果约束力比较大,则焊接应力也比较大,因此应尽量减小焊缝约束力,然后再焊接。在构件拼装完成后,采用码板对主弦杆进行临时固定,相贯口处需预留间隙,使钢管桁架处于自由状态,然后进行焊接处理。②调整焊接顺序。部分节点位置焊接工艺比较复杂,需综合考虑贯口形状以及焊缝调整焊接顺序。首先对收缩量、约束力比较大的焊缝进行焊接,然后对收缩力及约束力比较小的焊缝进行焊接。③合理应用补偿加热法。在钢管桁架焊接施工中,可能会出现冷裂纹,如果管壁厚度比较大,则应提前预热,降低裂缝发生率。④对于大尺寸构件,可采用分段焊接施工技术,在焊接完成后进行矫正验收,再拼装焊接。
(2)焊接变形控制措施。在钢结构焊接质量控制方面,应注意对于不同节点构造,需采用不同的焊接工艺,有效控制焊接变形。①采用合理的拼装焊接顺序。在该工程施工中,空间倒三角钢管桁架拼装和焊接施工顺序如图2所示。在实际施工中,需根据图2中的编号拼装腹杆并焊接,保证拼装焊接施工顺序科学合理。在中庭网壳片状桁架拼装焊接过程中,首先要做好上、下主弦杆定位,然后进行拼装和焊接。在拼装焊接施工中,应注意在标准水平面进行钢结构拼装。对于相贯口形状、焊缝布置形式,必须保证对称性,如果焊缝不对称,则应先对焊缝比较少的一侧进行焊接,再完成另一侧焊接。如果管径比较大,则可分段焊接,同时根据实际情况对焊接方向进行调整。②码板固定。在钢管桁架焊接施工中,部分构件在自身重力以及焊接应力的影响下固定难度比较大。对此,需确定胎架固定位置并拼装,然后利用码板对夹紧固定位置,尽量避免出现焊接变形。③选择适宜的焊接方式以及焊接工艺。根据焊接工艺选择焊接方式以及焊接工艺参数,然后进行焊接施工,严格控制焊接变形。
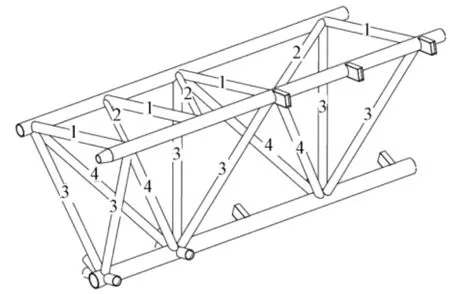
图2 空间倒三角钢管桁架拼装焊接顺序
4 结束语
文章主要结合实例,对建筑工程钢管桁架拼装焊接施工质量控制措施进行了详细探究。在钢管桁架焊接施工中,部分节点焊接工艺比较复杂,应根据项目建设要求,选择适宜的焊材及焊接施工方式,同时对焊接工艺进行评定分析,加强焊接应力变形控制,进而提高焊接施工质量。
