浅析核电汽轮机通流改造实施难点及应对措施
2021-08-25邹远波
邹远波
(中核核电运行管理有限公司,浙江 海盐 314300)
为配合核电厂运行许可证延续评审工作,秦一厂对300 MW级核电汽轮机通流部件及其配套设备进行了全面升级改造。在不改变一回路原有设备的前提下,通过技术手段将汽轮机额定功率提升至350 MW,并使机组的使用寿命再延长20年。
作为国内第一台投入商业运行的压水堆核电汽轮机,由于核电技术管理及行业的特殊性,在核电汽轮机通流改造方面尚无可借鉴的工程经验。为了更好地完成300 MW级核电汽轮机的通流改造,核电厂以项目管理的方式推进汽轮机的通流改造,对制约核电汽轮机的通流改造质量及检修工期的因素进行了系统分析,并对设备制造质量控制、安装质量与风险控制等多个关键环节的实施难点进行预判,提出一系列行之有效的技术方案及管理措施。
本文将就300 MW级核电汽轮机的通流改造实施过程中的技术难点进行分析,并对项目实施过程中的控制措施进行总结,为后续国内其他核电汽轮机的通流改造提供工程经验。
1 核电汽轮机通流改造的背景及意义
1.1 提高核电机组运行水平的需要
300 MW级核电汽轮机作为国内首台投运的核电汽轮机,该型汽轮机是脱胎于20世纪70年代的西屋公司600 MW火电汽轮机设计技术。鉴于当时的科学技术水平及机械加工手段的限制,机组的通流部件主要采用直叶片设计,整体热效率较低。通过汽轮机通流改造,一方面可采用新的设计及加工技术消除汽轮机原有的设计与制造缺陷,提高运行安全性,另一方面可提高汽轮机的热效率,降低运行成本。
1.2 开展国内核电运行许可证延续技术研究的需要
作为清洁能源,核电在国家能源体系中发挥出越来越重要的作用。为了更好地促进核电行业的健康发展,有必要进行核电运行许可证延续的相关技术研究,在保证核安全的前提下适当延长核电机组的运行年限,提高核电的市场竞争力。从核电厂关键设备的老化评定分析结论来看,300 MW级核电机组的反应堆压力容器、安全壳及蒸汽发生器等具有足够的安全裕度,可保证机组安全运行50~60年。而二回路的汽轮机及配套发电机的设计寿命仅为30年,远远低于一回路主设备的可运行年限。因此,需要适当延长汽轮发电机及其辅机设备的使用寿命,使之与一回路主设备的设计寿命匹配,从而满足核电厂运行许可证延续的需求。
1.3 核电汽轮机通流改造的可行性分析
从2014年年底开始,通过对300 MW级核电汽轮发电机组及其配套的反应堆热功率、常规岛热力系统、发电相关的主要设备长达3年的试验和理论分析,论证了通流改造后将功率提升到350 MW的可行性。主要完成的分析项目及分析结论如表1所示[1]。

表1 300 MW级核电汽轮机通流改造的可行性分析主要项目
分析结果表明,300 MW级核电汽轮发电机组更新改造后功率提升至350 MW后,反应堆热功率低于加强工况下反应堆热功率,对应的主蒸汽流量小于允许最大流量,二回路辅机系统总体满足功率提升后的运行要求。因此,通流改造是可行的。
2 核电汽轮机通流改造实施难点分析
本次核电汽轮机通流改造以延长机组使用寿命为主要目的,同时要兼顾机组的增容提效,以改善机组的经济性。影响汽轮机通流效率的主要因素有各项漏汽损失、叶型结构损失及二次流损失等,因此提高通流热力性能和效率的关键途径是“尽量减少汽轮机漏气损失”和“采用更加先进的新型高效叶片”。[2]
300 MW级核电汽轮机为单轴、三缸四排汽、两级MSR、凝汽式汽轮机,由一个双流高压缸和两个双流低压缸串联布置组成。在此次改造的通流设计上除低压末两级长叶片外,高、低压通流部分均采用AIBT 整体通流技术进行设计,如图1所示。

图1 AIBT整体通流技术示意图
通流结构的变化给设备的制造及现场安装带来了较大的困难,主要体现在以下几个方面:
1)设备制造阶段的质量管理难度大。核电汽轮机通流改造涉及大量部件的加工制造,需要多个厂家、多个工种协同完成,质量控制点分散,管理难度高;
2)新旧部件的匹配性难以控制。改造前后转子级数、通流跨距、叶片长度、叶片型式及叶片数量等均发生了较大变化,与现场不更换的汽轮机外缸匹配难度大;
3)行车资源需求量大。施工阶段涉及大量的汽轮机新、旧部件的拆装和吊运,整个通流改造对行车资源的需求量远远大于常规汽轮机解体;
4)通流间隙测量调整工作复杂。所有的通流间隙测量必须按照新机安装的标准执行,需要检修人员反复测量修正,工作复杂,作业风险大;
5)轴系中心找正难度高。轴系中心必须按照新机安装要求重新调整,既要兼顾原有基础的沉降、又要保证轴系中心的找正质量,施工难度高;
6)管道焊接质量控制难。通流改造引起了汽、水、油大量相关管道的更换,这些管道绝大部分为焊接管道,焊口数量多,焊接实施的质量难以控制;
7)润滑油系统开口防异物要求高。施工期间,汽轮机润滑油系统几乎完全处于开口状态,增大了异物和粉尘进入润滑油系统的风险,对油系统的清洁度控制极为不利。
3 实施难点的主要应对措施
针对制约核电汽轮机通流改造实施总体质量的主要技术难点,在项目实施过程中采取了一系列有针对性的技术方案及控制措施,主要有:
3.1 监理单位驻厂监造与业主见证有机结合
采取了设备监造与业主见证相结合的质量控制方法。一方面委托有资质的监理单位派专业的监理工程师进驻制造厂监造,对汽轮机设备的制造过程开展全方位监督;另一方面,发挥业主的管理优势,结合核电厂质量管理的特点加强对制造厂的质量管控。例如:
1)在重要部件开始制造前设置“开工条件审查”见证W点,对制造厂质量保证体系进行审查,确保各项先决条件符合HAF003《核电厂质量保证安全规定 1991》以及HAD003/03《核电厂物项和服务采购中的质量保证1986》的相关要求;
2)对重要的检验、制造节点设置业主见证W点或H点,及时发现影响制造质量及进度的质量问题,并快速协调解决。
3.2 加固厂区道路、改造行车,保证运输与起重安全
受电厂工艺系统布置特点制约,部分厂区道路承载能力较差,特别是在进入保护区的部分路面,平均载荷仅为10 t/m2,不满足汽轮机大件运输需求。经过核算后,提前对厂区道路薄弱环节进行了加固处理。在运输路线上所有过路电缆沟、管沟的路宽范围及车轮可能压到的盖板下都砌筑砖墙,并在沟内设置槽钢立柱,既保证了汽轮机部件的运输安全,又保护了管沟、电缆沟内的设备设施安全。
汽轮机通流改造后,1号低压转子及中间轴组件的整体质量由改造前的63.6 t提高到73.8 t,包含吊具的整体起重质量达到76.1 t,超出原汽机厂房行车75 t的允许最大载荷。因此,对行车主梁底部受力最大的跨中区域加“π”型梁加固,并对主起升机构进行了配套升级,使行车允许最大载荷提升到80 t,满足了汽轮机通流改造后的起重需求。
3.3 在线加工高压外缸腰带及低压外缸导流锥
采用三维测量及在线加工技术,消除了汽轮机新旧部件之间的配合尺寸偏差,为高压内缸、低压转子的顺利就位创造了基本的技术条件。如在高压缸解体后采用三维成像测量技术,对高压外缸与高压内缸、静叶持环的配合尺寸进行了准确的测量,确定了高压外缸腰带的加工要求,并采用专用在线镗床对高压外缸各个腰带部位进行了精确加工,顺利装入高压内缸及静叶持环。在低压转子安装时,为适应低压转子通流跨距增大的需求,现场采用专用锯片式铣刀对导流锥端面进行了加工,增大了低压外缸两端导流锥的端面距离。
3.4 改进检修工器具,降低对行车的依赖
为提高检修行车资源的利用效率、增加检修有效作业时间,结合汽轮机检修特点对部分检修工器具进行了改进,提高了作业安全性,大大降低了对行车的依赖。典型的工器具改进包括:
1)设计开发静叶持环及隔板的专用搁架,使静叶持环及隔板可按照安装的方位直接垂直放置,提高了起重作业效率及吊装安全性,节省大量作业时间;
2)开发制作专用电动检修盘车,使汽轮发电机组轴系中心测量调整工作不再需要行车配合,显著提高了汽轮机轴系中心测量调整的安全系数和工作效率。
3.5 优化关键工序的检修工艺,提升工作质量及效率
针对汽缸加热螺栓的拆装、通流间隙测量及轴系中心找正等关键刚性工序的检修工艺及测量方法进行了优化:
1)通过优化汽缸中分面螺栓的拆装工序避免“窝工”现象。同时,采用更为先进的涡流高频加热技术,大大提高了汽缸螺栓的拆装效率和一次成功率;
2)采用楔形通流间隙测量尺替代传统的塞尺,显著缩短了通流间隙的测量时间;
3)采用三维激光跟踪仪测量各个轴承中分面的相对标高,并与理论计算值对比,独立验证轴系中心找正结果,提高了中心测量的准确性;
4)通过优化联轴器销子螺栓及螺母的安装位置,同时辅以“车削螺母减重”的方法,使联轴器任意中心线两侧的螺栓及螺母总质量偏差不大于2 g,大大降低不平衡量。
3.6 提高油、汽、水管道的焊接质量
汽轮机通流改造涉及各类口径、材质的焊缝数量总计达到543道。核电厂管道焊缝检查及验收标准是:“检查发现焊缝存在超标缺陷时,再抽查该缺陷焊缝焊工所焊的焊缝,再抽查的焊缝数量为存在超标缺陷焊缝的2倍。如再抽查的焊缝中又发现焊缝存在超标缺陷,则该焊工所焊的全部焊缝进行100%射线检查(RT)。”[3]为满足这一严格的焊缝检验要求,针对本项目涉及的油、汽、水管道的焊接质量控制提出了三项技术改进措施:
1)通过材质光谱分析,逐一核实焊接母材信息,为焊接工艺卡编制提供正确的信息;
2)针对每一道焊缝编制焊接质量计划,实行100%见证,提高焊缝的焊接一次成功率;
3)执行100%无损检测要求,确保所有焊缝质量可知、可控。
3.7 严格控制润滑油系统的清洁度
通流改造期间,通过加强防异物管理及优化检修工艺,使润滑油系统的清洁度得到了保证,提高了润滑油品质,具体技术措施有:
1)对开口封堵物逐项登记造册,系统恢复前逐项拆除并检查签字,防止遗漏;
2)设置清洁度检查H点,独立检查系统清洁度;
3)所有焊缝均采用“氩弧打底加电焊盖面”或“全氩弧”的焊接,防止焊渣成为异物;
4)提高清洁度验收要求,做到“采用白手套擦拭内壁无明显变色”,方可验收;
5)采用离线滤油及多台滤油机同时滤油的策略,提高润滑油系统冲洗效率和效果。
4 核电汽轮机通流改造效果评价
在本次核电汽轮机的通流改造实施过程中,通过改进安装方法、制作专用工装、优化检修工艺、强化质量控制等措施大大提高了机组安装效率和安装质量。如汽缸螺栓的加热拆除时间由原来的20 min/颗缩短到3 min/颗;汽轮机整个轴系完成一次百分表安装和对中测量的时间由原来的1 h缩短到约20 min;润滑油系统冲洗时间由原来的72 h缩短为36 h。整个作业期间未出现异物失控、设备损伤、人员伤害等事件,各类汽、水、油管道的焊缝质量检查100%合格,安全质量状况总体良好。改造后经过一个燃料循环的运行状态跟踪,确认与安装质量相关的各项关键运行参数均优于改造前,具体如表2所示。

表2 安装质量相关的各项关键运行参数对比
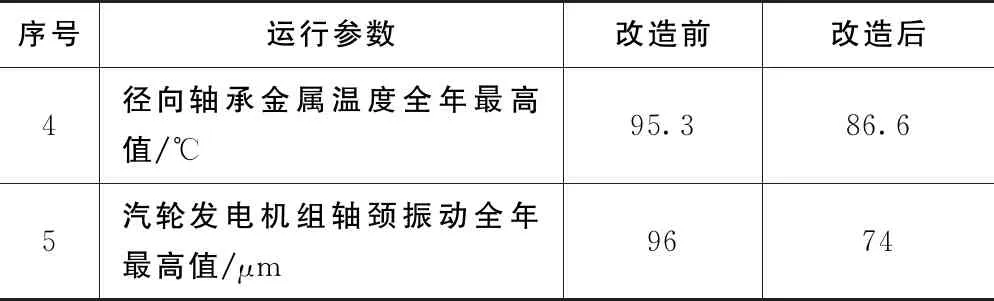
续表
通过此次300 MW级核电汽轮机的通流改造,基本解决了该机型的设计缺陷及长期运行积累的疑难问题。改造后的核电汽轮发电机组热力性能试验结果表明:机组在TMCR工况,修正至设计条件下发电机出线端电功率由320 MW提升为357 MW,汽轮机发电热效率由34.28 %提高到35.86 %,机组性能得到显著提升,满足各项性能指标保证要求[4]。
300 MW级核电汽轮机通流改造系国内首次实施,在核电汽轮机组通流改造相关的设备制造质量及安装质量控制方面积累了宝贵的工程经验,对国内其他核电机组开展运行许可证延续技术研究及汽轮机通流改造具有一定的示范意义。