异质零件3D打印技术
2021-08-23杨继全施建平唐文来
杨继全,李 娜,施建平,唐文来,张 钢
(南京师范大学电气与自动化工程学院,江苏 南京 210023)
自然界中的物体大多是由多种材料构成的非均质物体,即异质实体(heterogeneous objects, HEO),其材料组分在空间分布上相异。例如,骨骼、牙齿和竹子等就属于典型的异质实体,其特点是具有最高强度的物质分布在需要最高强度的区域,这是最优的物质结构形式,这种结构形式能降低结构破损的概率,使得生物体能更好地适应生存环境。
1 异质实体分类
目前,异质实体已成为多个学科共同的研究热点,按照功能和结构形式可将其分为人造型异质实体、自然型异质实体和变异型异质实体3类,如图1所示[1]。
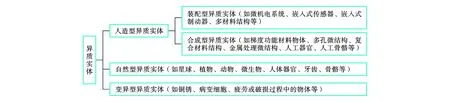
图1 异质实体分类
1)自然型异质实体。
自然型异质实体是指大自然中存在的各类含有多种材料、且结构形式和材料分布呈静态或呈连续有规律动态分布的非均质物体,如竹子。图2所示为竹子微结构,其从内层至外层,材料结构渐变,强度依次增强,致密度依次增加[2],这种材料分布渐变式结构有利于竹子保持质量轻的同时具有足够的弹性和强度。
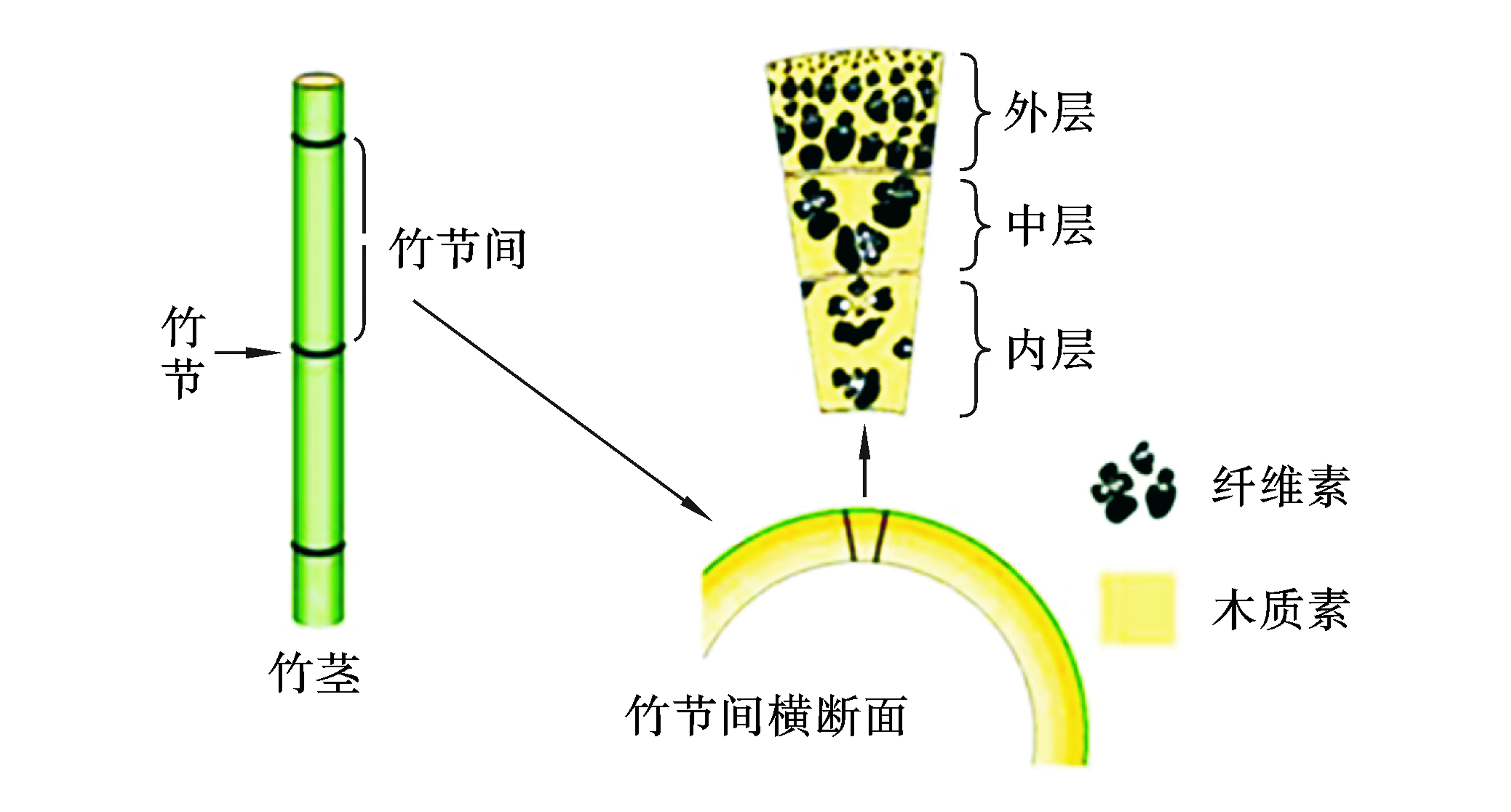
图2 竹子微结构
骨骼是另一种典型的自然型异质实体,其组织可看作一个矿化组织的骨骼系统,结构如图3所示。骨骼由骨间质和骨细胞构成,其中,骨间质由胶原蛋白纤维、磷酸钙、碳酸钙、镁离子、氟离子等组成,且磷酸钙和碳酸钙等骨盐又与血钙、磷含量密切相关,相互补充[3],不断更新;骨细胞可促进骨质溶解(称为骨细胞性溶骨),引起骨质疏松,发生骨折。由此可以看出,骨骼是一种多种材料非均匀分布,且组分不断变化的自然型异质实体。
2)人造型异质实体。
人造型异质实体是指按照特定功能成形的非均质物体,按照其成形过程可分为装配型异质实体和合成型异质实体。其中,装配型异质实体是指在人工或机械的辅助下,由多个不同材料零件组装而形成的非均质物体,如典型的微机电系统(micro electro-mechanical system,MEMS)包括微机械结构、微制动器、微传感器、微光学器件等,其材料组分包含多晶硅、陶瓷材料、高分子材料及金属等。这类机械装配型异质实体的特点是整个物体的各个组件由单一材料制作,然后再由人工或机械进行组装,形成具有一定功能的非均质物体,各组分的材料之间不发生耦合或渗透。
合成型异质实体是指在人工或机械的辅助下,通过化学反应、物理处理、基因工程或其他方法获得的具有多相材料的非均质物体。典型的人工合成型异质实体是梯度功能材料(functionally graded materials,FGM)。它是由日本新野正之、平井敏雄与渡边龙三于1986年首先提出,是指一类组成结构和性能在材料厚度或长度方向连续或准连续变化的非均质复合材料。合成型异质实体的特点是结构形式及材料分布均较稳定。
人造型异质实体是按照异质实体的功能,由人工干预而实现材料优化分布。有的文献把这种按零件的最佳使用功能要求来设计制造,由呈梯度变化的组织成分和一定规律分布的细结构材料与均质材料所组合构成的新型材料零件称为理想材料零件。
3)变异型异质实体。
变异型异质实体则是指违背自然界规律或人为意愿而形成的蠕变型(如铜锈、疲劳破损等)或剧变型(如细胞病变、零件断裂等)非均质物体,其成形过程较前两种异质实体复杂且大多无规律可循。
异质实体根据结构和材料形态变化,可分为静态型异质实体和动态型异质实体。静态型异质实体主要是指实体的材料分布呈梯度变化的异质零件[4],如图4所示。动态型异质实体是指零件结构分布和内部材料分布复杂,既有均质材料又有梯度功能材料,而且呈非规律变化,如图5所示。其中,材料1和材料2、材料3和材料4均为梯度分布,但材料3、材料4构成的梯度功能材料区域,以及材料5构成的均质材料区域与材料1、材料2构成的梯度功能材料区域却有明显的材料界面。
图4 静态型异质实体
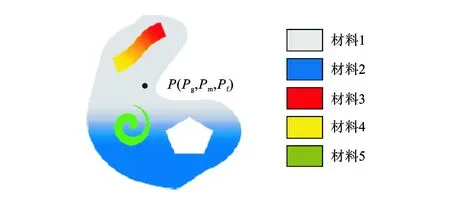
图5 动态型异质实体
对上述3种异质实体进行简要对比,其结构形式和材料分布形式见表1。
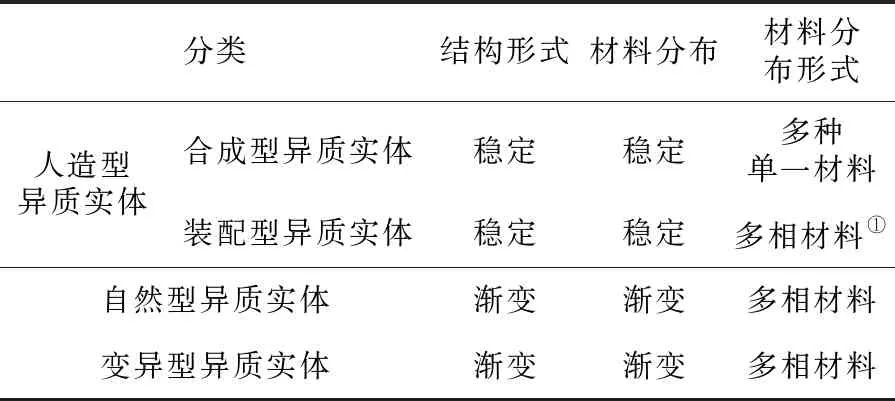
表1 3种异质实体简要比较
本文讨论异质实体的设计和制造,为了避免混乱,此处对几个名词进行区分和定义[5]:
1)异质实体,指由多种材料构成的非均质物理性结构。
2)异质结构,指多种材料非均匀分布且组分可不断变化的组织形式。
3)异质对象,指被研究的异质物体,可指异质型设计结构,也可指异质型物理性结构。
4)异质零件,指能满足特定需求或具有明确功能的多材料异质零件。
5)多材料异质零件,本文特指基于3D打印技术制作的多材料异质零件。所谓多材料异质零件是指按照零件的最佳使用功能要求来设计制造的零件,由多种材料构成的理想型、功能性零件。文中异质零件和多材料异质零件含义相同。
2 异质零件特点及应用
异质零件属于人造型异质实体,是指多种材料在零件内部连续或非连续分布的功能性零件,主要包括多材料零件、梯度功能材料零件和多相材料零件,也可以把前两者视为典型的多相材料零件。
目前,市场对产品的性能要求愈来愈高,由单相或均质材料构成的零件常常难以满足产品对零件的功能或性能需求,这使得对异质零件的研究成为机械、电子、光学、生物、材料等多个学科的研究热点之一[6]。
异质成形件可广泛应用于耐磨涂料、固体氧化物燃料电池、牙齿/骨骼移植、模具制造、温差电敏器件、调速轮、热障等领域。当前对异质零件的发展重点在异质成形件的建模、加工工艺和材料制备及性能调控等方面。
异质零件有很广阔的应用前景,通过高分子材料、低熔点合金材料、陶瓷等不同有机和无机物质的巧妙结合而制作出的异质零件,将可以广泛应用于航空航天工业、机械工程、生物医学工程等领域[7]。
1)分子材料异质零件。
分子材料异质零件可广泛应用于耐磨功能部件、人工器官、耐腐蚀材料的化工设备结构部件等,目前已在生物医药材料(如人体植入物)、功能压敏材料(如高分子梯度功能材料薄膜、无载体压敏胶膜)、阻尼材料(如沿材料厚度方向呈梯度变化、具有良好阻尼性能的阻尼涂层)等方面得到应用。
2)陶瓷-低熔点合金梯度功能材料零件。
采用含不同比例可热解材料(或其他方法可去除的其他辅助材料)的陶瓷粉末熔液(或溶液)制成预制件,加热去除可热解材料(或其他方法可去除的其他辅助材料)即可得到具有不同气孔密度的陶瓷材料中间件,对中间件进行烧结,然后熔渗低熔点合金得到最终零件。
3)具有不同气孔密度的零件。
采用含不同比例可热解材料(或其他方法可去除的其他辅助材料)的粉末熔液(或溶液)制成预制件,加热去除可热解材料(或其他方法可去除的其他辅助材料)即可得到具有不同气孔密度的中间件,进一步烧结得到最终零件。
4)梯度功能零件。
用多个喷头直接喷射液态材料、材料粉末的熔液或溶液成形金属-金属、聚合物-金属、聚合物-磁性粉末和聚合物-聚合物等梯度功能材料预制件,经相应的后处理工序后得到梯度功能零件。
由于异质零件相对于普通零件具有信息传递精度高、尺寸小、环境适应性好、质量轻等优点,因而也可用于制备微器件、一体化传感器、智能结构等。
3 异质零件成形技术及设备
异质零件成形制造的研究主要涉及3个方面:异质零件的成形机制、计算机辅助设计(computer aided design,CAD)和计算机辅助制造(computer aided manufacturing,CAM)。成形机制研究多种材料的成形特性和成形机理等基础性问题,CAD和CAM研究异质零件的建模、成形技术及成形工艺[8]等问题。
3.1 异质零件的模型设计
异质零件的CAD研究主要包括CAD建模方法、模型可视化和模型有限元分析(finite element analysis,FEA),当前对异质零件的CAD建模方法的研究最为集中,对后两者的研究较少。
由于传统的三维CAD几何模型只能反映零件的几何信息,不能反映异质零件的复杂材料信息,因此,异质零件CAD模型材料信息的表达问题成为了研究热点。Yang等[7]提出了基于B样条的建模方法;Kou等[8]提出了B-Rep的建模方法;Wang等[9]提出了利用热传导概念描述多连续相零件结构信息的建模方法;Patil等[10]提出采用R函数描述材料结构的建模方法,他们采用rm目标模型描述异质实体模型;Biswas等[11]提出了基于几何域的场建模方法;Wu等[12]提出了数据集的体积测定CAD建模方法;Zhou等[13]提出了多色距离场的建模方法;Wang等[14]研究了基于有限元的异质零件建模方法;Xu等[15]研究了等距离偏移FGM建模、异质零件建模。还有其他一些学者提出了动态建模理论模型、细胞单元建构模型等。
异质零件以材料与零件的一体化、集成化设计与制造为主要特点,但目前对于异质零件的CAD研究尚存在以下问题:当前以面图形学为基础的商用CAD系统只能利用数字化方法来描述零件的表面结构信息和单一材料信息,还难以描述零件的内部微结构信息和多材料信息(如非均质、梯度功能材料等);已有的诸多有关异质零件建模的方法大多只提出理论模型,或开发的异质零件建模软件相对独立,与目前通用的CAD/CAM/CAPP(computer aided process planning)等软件系统及3D打印设备的兼容性仍较差[16]。
3.2 异质零件的制造过程
异质零件的CAM方法主要分为两大类:传统制造方法和基于3D打印的成形方法。基于梯度功能材料的传统制造方法,主要有气相沉积法,包括化学气相沉积(CVD)法、物理气相沉积(PVD)法、物理化学气相沉积(PCVD)法;等离子喷涂(PS)法;自蔓延高温合成(SHS)法;粉末冶金(PM)法;激光熔覆(LMC)法;离心铸造法等。这些传统梯度功能材料零件的制造方法存在以下缺点:无法精确制造形状复杂的立体结构;梯度层与基体间的结合强度低、易开裂;材料分布无法精确控制等[17]。
而另一类基于3D打印的异质零件制造方法,由于采用离散-堆积原理使得几何结构和材料分布的同时成形成为可能,从而近年来在异质零件的成形方面居于重要地位。Yakovlev等[18]研究了具有梯度功能材料的三维物体的激光直接成形方法;Cho等[19]报道了基于麻省理工学院(MIT)提出的三维打印(3DP)工艺而开发的成形设备,该设备采用多个数字化打印喷头喷射成形材料来制作三维模型;Yang等[20]开发了基于SLS工艺的多材料粉末喷射设备,用来制造三维梯度功能材料零件;Bremnan等[21]开发了可以商业化的多材料叠层制造设备来加工电陶瓷件;Choi等[22-24]采用基于拓扑层次的路径规划研究了多材料叠层制造工艺;颜永年等[25-26]研究了多分支、多层结构血管支架和含有非均质多孔贯通结构的人工骨支架等具有梯度功能的生物工程组织的制作;崔志中等[27]研究了基于光固化快速成形(SLA)技术制造复杂形状的碳化硅陶瓷构件的成形工艺;余灯广等[28]采用3D打印技术对药物控释材料的制备工艺及系统进行了研究。
以上这些成形方法有的所适用的成形材料非常有限,有的成形精度较低,有的成形效率较低,应用于异质零件中的多种材料在空间范围内的精确受控成形上有一定局限性。虽然这些成形方法或系统尚不成熟或不完善,但均为异质零件的快速制造奠定了一定基础。
目前关于异质零件的CAD与CAM的研究普遍存在一个问题:建模方法、模型可视化、有限元方法与成形方法的研究相互孤立,尚未形成CAD/CAM一体化。
3.3 异质零件的成形技术及其成形设备
目前关于异质材料(尤其是梯度功能材料和多相复合材料)及其成形机理的理论研究明显落后于其CAD及CAM研究。孔凡荣等[29]研究了复合材料等离子直接熔积成形过程中的多相瞬态场;Okada等[30]运用真空离心法制备Al-Al3Ni梯度功能材料,并进行了数值与实验研究;Gao等[31]对沉积法制备梯度功能复合材料的凝固过程传递现象进行了数值模拟与实验考察;Qi[32]对激光熔覆Ni-Cr合金过程中溶质分布、温度场及熔池液相流动规律进行了数值分析和实验研究;Qin等[33]对异质材料的耦合场,尤其是温度场进行了理论研究;Cooper等[34]研究了利用激光直接熔覆成形方法制作Cu-Ni异质零件的成形机理。
但是对于异质零件在熔积成形过程中多相/多态物质共存,超常规条件下的微流体机理(如材料微滴的形成机理、固化或凝固机理、温度场以及熔积材质浓度场等)的数值研究、异质材料间相互作用机理与微成形机理等问题的研究还很薄弱。而这些问题的研究对于进一步理解和揭示异质零件在制造过程中产生的复杂物理现象和作用机理,提高异质材料制备及零件成形质量具有重要的理论和实际指导意义[35]。
多材料零件的成型目前主要包括物理化学气相沉积法、粉末冶金法、等离子喷涂法、离心铸造法、激光熔覆法、自蔓延高温合成法等,这类基于传统工艺的多材料零件的制造方法主要有以下不足:无法制造内部形状复杂的立体模型结构;多材料间的结合强度低;无法精确控制材料的分布等。3D打印技术凭借其具有材料和结构能同时成型的特点,将成为多材料异质零件成形的主流技术。目前,国内外对此开展了较为广泛和深入的研究,出现了一系列面向异质零件成形的3D打印工艺或技术[36]。
1)微滴喷射光固化技术。
微滴喷射光固化技术利用多孔微喷喷头喷射出光敏材料,并经光照后发生聚合反应,逐层堆积,最终制得三维模型。近年来,微滴喷射光固化技术越来越多地应用于多材料异质零件模型的快速成形,目前已经商业化的主要有Stratasys公司的Connex系列打印机和3D Systems公司的ProJet系列打印机。Stratasys Objet Connex500是目前世界上能完美实现大尺寸高精度多材料成形的3D打印机。该设备通过多种材料的数字化微滴喷射控制进行成分组合,可以实现数百种不同材料的成形,如质地较软的橡胶和具有较高强度的塑料,其典型的成形零件如图6所示。此外,国内外不少科研机构也在进行基于微滴喷射技术的多材料异质零件成形工艺研究,如麻省理工学院计算机科学与人工智能实验室的Sitthi-Amorn等开发的多材料成形设备MultiFab,以较低的制作成本实现了10多种材料的成形。

图6 Stratasys Objet Connex 500设备打印的多材料异质零件
2)粉末黏结成形技术。
粉末黏结成形技术利用打印喷头喷射出黏结剂,将粉末黏合在一起,逐层黏结,最终形成三维实体。利用多个喷嘴喷射不同颜色的黏结材料,可进行色彩丰富的多色彩零件打印,为医疗诊断、工程分析提供更加直观的模型。3D Systems公司开发的Z860 3D打印系统利用3DP技术,通过多组阵列喷头,喷射不同色彩的黏结剂,已实现全彩色的零件原型打印(图7)。从严格意义上来说,这种彩色3D打印技术还不属于多材料异质零件3D打印,但是该技术具有实现多材料异质零件3D打印的潜力。在药物生物材料开发的基础上,粉末黏结3D打印工艺可以用于制造含有多种药物、特殊药理成分分布的多功能药片,患者服药后各种药理成分在人体内可以可控地释放。
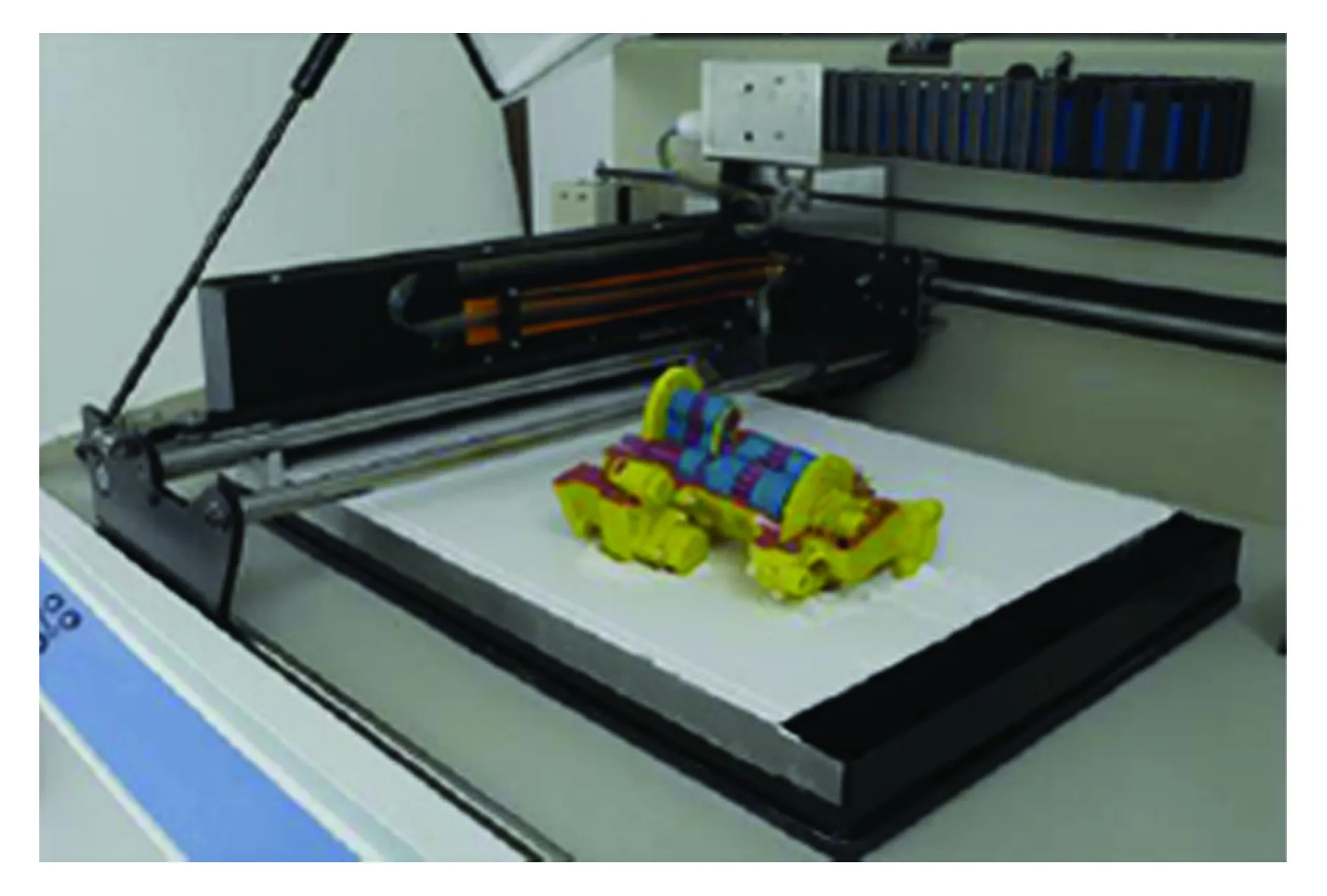
图7 3D Systems粉末黏结设备及多色彩模型
3)光固化成形技术。
光固化成形技术基于液体树脂受到光照时会发生光聚合反应的原理,逐层固化光敏树脂直至零件最终成形,代表工艺有立体光固化成形(stereo lithography appearance ,SLA)、数字光处理(digital light processing ,DLP)等技术。得克萨斯大学的 Wicker等利用SLA技术开发了一种多材料成形系统,该技术采用自动切换多个装有不同材料的旋转材料槽进行成形材料的供给,实现多材料异质零件的成形;荷兰屯特大学利用DLP技术开发出一种低成本的多材料快速成形系统——EXZEED DLP,基于特定聚合物的形状自记忆特性,利用光固化技术打印出4D可编程且具有自记忆功能的零件,如图8所示。
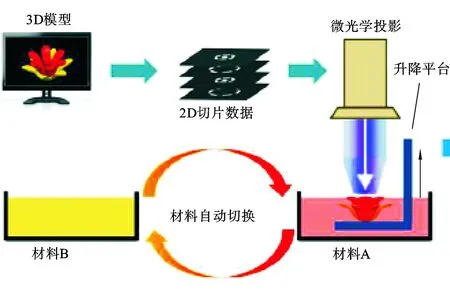
图8 材料自动切换光固化多材料成形系统示意
4)直接能量沉积成形技术。
直接能量沉积成形技术采用高功率能量源(如激光或电子束)对喷出的粉末或丝材进行热熔并定向沉积,一般主要用于金属零件的成形。可通过控制送粉器控制多种粉末材料的比例,实现多材料异质零件的打印成形。美国Sciaky公司的EBAM金属线材成形设备(图9),通过控制两种不同材质的金属丝材的送料比,实现多材料金属零件的熔融堆积成形打印。
图9 Sciaky公司的双材料EBAM金属成形设备
5)挤压成形技术。
挤压成形技术一般采用丝状成形材料,经加热后热熔挤压堆积到成形工作面上,实现零件的堆积成形。基于该技术开发的双喷头或混料喷头成形系统可以进行多材料或多颜色的3D模型一次成形,成本较低,成形材料一般仅限于非金属的塑料类材料。
6)其他新型成形技术。
Dimitri Kokkinis等利用一种电磁影响技术通过控制不同组分材料微小颗粒实现打印过程中材料组分的变化,最终实现多材料异质零件成形,并基于该工艺开发了一套多材料磁辅助3D成形系统。Jian Z等将微光固化技术与纤维沉积技术相结合,开发出一套多层片微结构多材料成形系统。粉床粉末烧结工艺一般采用激光束或电子束对粉床中的粉末材料进行照射,使粉末颗粒熔化并相互黏结。德国Regenfuss等基于粉末烧结技术开发的一个多材料成形系统,制造出了同时含有铜、银的梯度功能零件,该成形系统目前仅支持打印垂直方向上梯度变化的多材料金属功能零件。
可以看出,以上介绍的几类多材料3D打印成形技术是现有3D打印工艺技术的进一步组合和改进,使得新的成形系统能够实现多种材料的按需混合成形。可以预见,随着各类工艺技术的不断发展,新型多材料3D打印成形系统将不断涌现。
4 结束语
异质零件在诸多领域均有巨大应用前景,在生物医学工程、智能化装备、特殊功能性零件、工业制造等领域的应用已经出现了一些研究成果。本文介绍了异质零件研究集中的3个方面:模型设计CAD、制造工艺过程CAM和成型技术和设备。
异质零件由多种不同的材料按照其功能来构造,所涉及的材料有金属材料、非金属材料、智能材料、电子材料、生物材料等,当前常用的CAD设计软件均无法直接对其精确建模,因此众多研究学者在异质零件的建模方面倾注了大量心血,本文简要介绍了一些有创意的建模理论和方法。
异质零件制造工艺过程CAM方法主要分为两大类:传统制造方法和基于3D打印的成型方法,本文介绍了3D打印工艺的主要优势,虽然方法或系统尚不成熟、不完善,但为异质零件的快速制造奠定了一定基础。
最后,本文也简要介绍了光固化技术、粉末烧结技术、挤出成型技术、直接能量沉淀技术等3D打印方法制作异质零件的技术。3D打印中基于数字化微滴喷射技术制作异质零件具有成型精度高、成型材料范围广、成型效率高等优势。后续主要针对这种方法开展异质零件的成型机理、CAD和CAM等内容的研究。