矩形薄板折边机研制
2021-08-21上海船舶设备研究所上海200031
(上海船舶设备研究所,上海200031)
李普阳,李 骥,马 军
0 引言
目前常用的折边设备主要功能是将平板折边,新研制的折边机可以将矩形薄筒体圆周折边。将需要折边的矩形薄筒体放入折边机内腔,通过折边模具将矩形薄筒体4条直边及4个圆角折90°,再使用负角整形模具将回弹的薄板再次折弯,通过2次折弯可以保证折边前与折边后的角度呈垂直[1]。
1 矩形薄筒体折边前后的状态
矩形薄筒体成型后,矩形薄筒体外侧长边为L1,外侧短边为L2,外侧圆角为R,厚度约0.4 mm。根据后续制造工艺需要,筒体四周及圆角需要折边,折边宽度为L,折边后矩形薄筒体外侧长边为L1+2L,外侧短边为L2+2L,外侧圆角为R+L[2]。由于圆角位置材料被拉伸,外侧边缘材料向内侧流动,圆角折边后实际宽度小于L,直边段材料拉伸很少,理论宽度和实际宽度相差不大。矩形薄筒体折边前后的状态如图1和图2所示。

图1 折边前
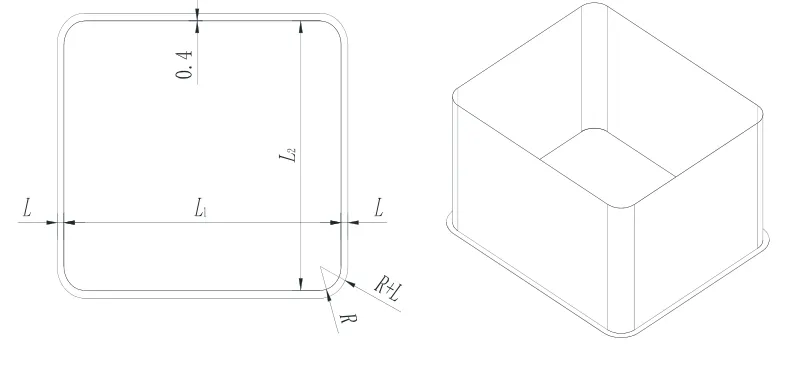
图2 折边后
2 折边机的工作原理
折边机主要由夹紧机构、折边机构、整形机构和机架组成,各模块之间循环动作,完成矩形薄筒体4条直边和4个圆角的折边[3]。见图3。

图3 折边机
折边机夹紧机构由4套相互独立的夹紧组件组成,夹紧油缸推动夹紧模具压紧矩形薄筒体,筒体内侧与内衬完全贴合,外侧与夹紧模具完全贴合,使用定位块准确定位筒体的折边高度,保证在折边时矩形薄筒体不发生滑动。见图4。
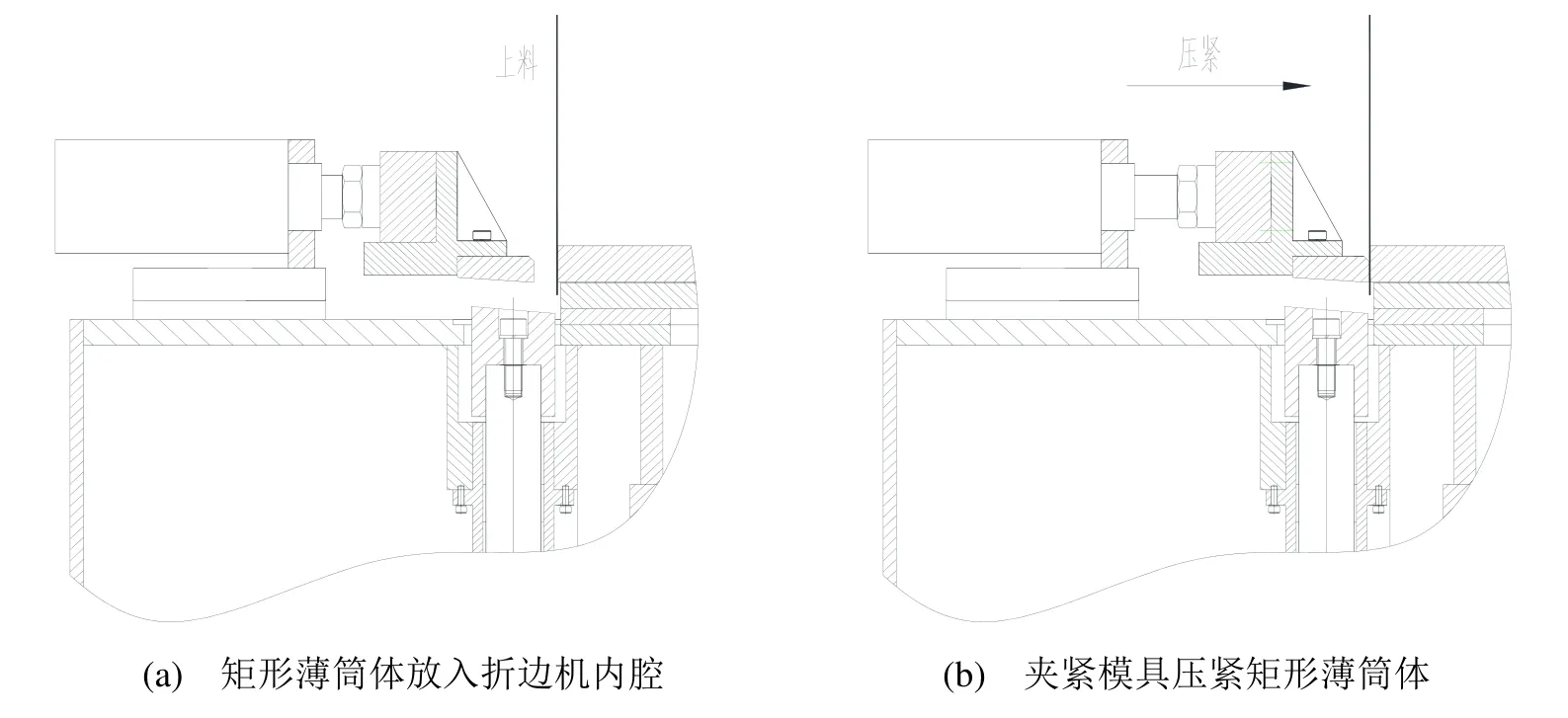
图4 夹紧机构
折边机构通过安装在中心轴下的下拉油缸,中心轴带动4面倾斜的模具向下滑动;4面倾斜模具依靠4个斜面,同时驱动4个直边段滑板联动将4个直边段折边,直边段滑板同步滑移间接驱动圆角滑板滑动,这样就完成一个中心轴直接驱动4个直边段和间接驱动4个圆角折边,将矩形薄筒体的4个直边段和4个圆角一次折边90°。矩形薄筒体完成折边后,油缸上顶,中心轴顶升4面倾斜的模具,通过收缩模将4块直边段折边模收回,4块直边段折边模间接驱动4块圆角折边模联动收回。见图5。

图5 折边机构
矩形薄筒体折边模收回后,折边后的矩形薄筒体会发生回弹。为了保证折边前与折边后薄板垂直,使用安装在整形机构上的负角模具二次整形,整形后矩形薄筒体再次回弹达到折边前后垂直的要求。筒体整形完成后,4套夹紧油缸缩回,矩形薄筒体可以脱模,见图6。
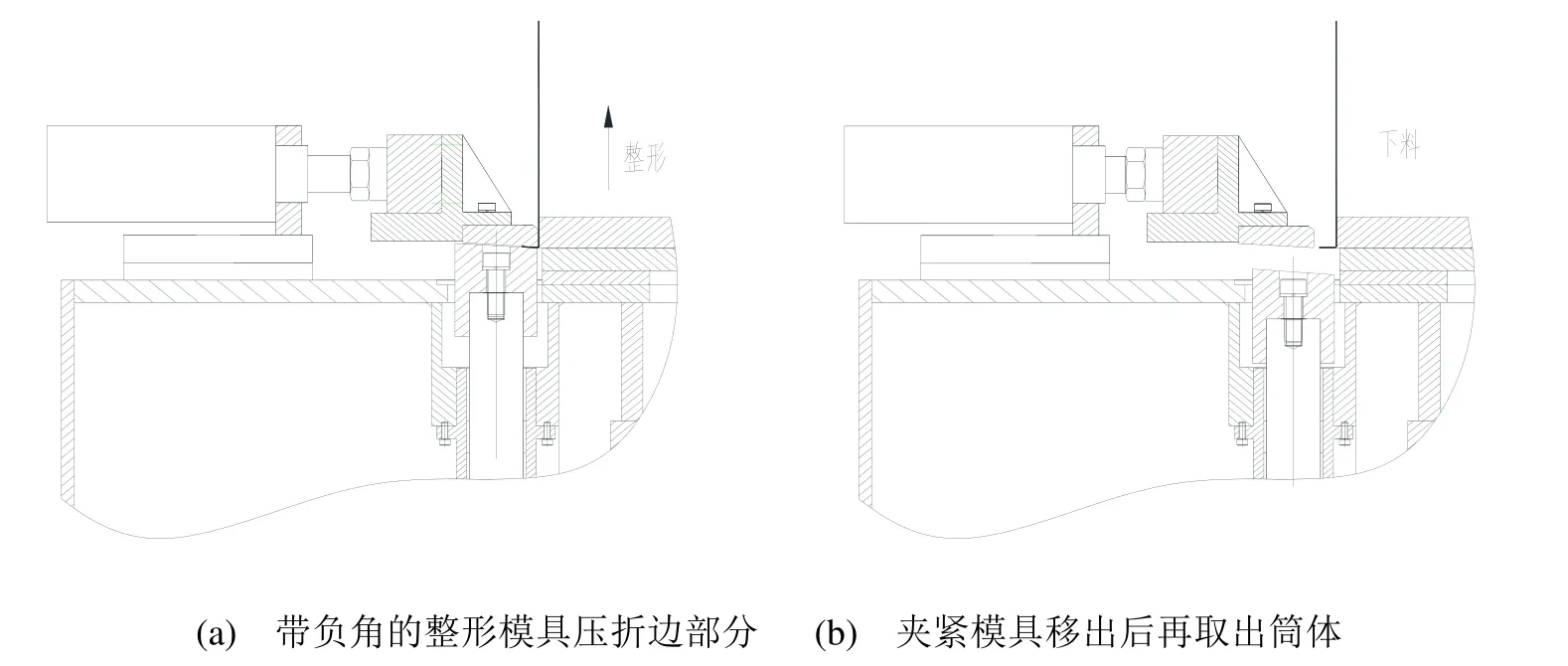
图6 整形机构
3 折边后的效果
折边后直边段平直,圆角位置外边缘伸长较多,内边缘伸长较少。随着折边宽度的增加,圆角外边缘按比例伸长,当伸长率大于材料允许的延伸率时,折边后圆角开裂;当伸长率小于材料允许的延伸率时,折边后圆角不开裂。由于圆角内外侧伸长量不等,圆角位置有轻微凹坑,通过合理控制折边模和夹紧模之间的间隙可减小凹坑[4]。矩形薄筒体折边后效果图见图7。

图7 矩形薄筒体折边后效果图
4 结论
通过改进折边机构,合理的匹配折边滑板圆角和矩形薄筒体圆角,有效的避免了圆角开裂和凹坑,使用自润滑铜板,可以使折边面无划痕。合理控制折边的宽度和薄筒体边缘光滑可保证圆角位置不开裂,通过二次整形可以很好地解决折边后的回弹,有效保证折边前后垂直。矩形薄筒体折边设备为筒体底部封板提供了一种新型的封底方式,与传统折边封底形式相比,提高了内部空间使用率。
