装配式混凝土结构生产运输协同调度
2021-08-20张恒熙李嘉浩
尹 静,孙 浩,张恒熙,李嘉浩
(北京建筑大学机电与车辆工程学院,北京 100044)
当前,以装配式为代表的新型建造模式是推动中国建筑业工业化、绿色化转型升级的重要途径,但其较高的建造成本严重制约着装配式建筑的发展,控制增量成本是推动装配式建造的关键。相较于现浇建筑,增量成本主要来源于预制混凝土(precast concrete,PC)构件差价(占比约74%),主要包括钢筋、混凝土、模板三大工序的制造成本、供应及安装的费用,其中物流费用占比约8%,发生在构件下线的储存、装载、运输、卸载、现场存放等各环节。PC构件的生产成本、存储成本、运输成本形成了装配式建筑成本的主要部分[1],装配式建筑增量成本产生的原因有调度与计划短缺、现场管理混乱[2],PC构件设计、生产、运输和安装脱节等[3]。装配式建造将构件生产和运输紧密相连,要降低成本准时交货,就必须实现两者的协同。所以,科学合理地制定预制构件的生产和运输调度计划、实现两者协同对于降低装配式建筑增量成本,大力推广装配式建造模式具有重要意义。
预制构件供应链调度近十年受到中外研究者的关注,已有成果集中于生产调度[4]和资源分配[5]、存储和库存管理[6]、运输调度[7]以及整体绩效。Wang等[8]对2007—2018年英文文献进行深度综述,统计出以上各主题发表论文数量比例分别为47%、11%、17%和25%,并提出施工阶段各参与方信息孤立,构件的生产和运输计划缺乏联动性,未来趋势是不同阶段的协调管理、动态扰动管理以及智能自适应预制供应链。Li等[9]考虑预制构件安装计划和工厂中各种生产约束,建立了以最小化总生产成本为目标的生产计划模型。常春光等[10]通过分析装配式建筑造价构成,指出PC生产成本对总造价有较大影响,并建立了基于差分算法的生产成本模型。王茹等[11]以准时交付为目标,重点考虑了模具和养护窑数量限制。Anvari等[12]首次将基于多目标遗传算法的搜索技术应用于装配式建筑项目制造-运输-装配(MtA)集成资源调度问题,将时间和成本降至最低,同时安全性最大化。Kong等[13]也将预制构件的生产-运输-装配看作一个整体,借鉴单个机器批量调度问题的角度,使用动态规划的方法寻找最大生产效率的解决方案。Wang等[14]考虑了模具制造、预制构件存储和运输对预制构件生产的影响,提出了改进的九过程生产调度模型。程月明等[15]进一步将构件生产过程分成生产前准备、生产流程和生产后交付3个过程,并分析养护窑数量有限时以自然养护作为替代的多目标优化模型。Xu等[16]首次强调了数据可用性及自动化在构件生产中的作用,建立了基于遗传算法和IFC目标分割的自动化优化框架。刘力[17]则从配送角度出发,基于构件配送频次高、周期短等特征,构建了适合PC构件的配送优化模型。
而中国学者对于PC构件生产和运输协同研究则相对较少,已有研究大多以生产为主体,将运输过程简化。因此,在对PC构件生产工艺特征分析的基础上考虑运输组批和运输时间约束,现建立以准时交付和总流程时间为目标的协同调度模型,采用改进的遗传算法对数学模型进行求解。通过安排生产排序与运输管理,合理调配资源,提高构件的准时交付。
1 问题描述
目前装配式建筑采用按项目驱动的定制化生产方式,具有严格的交货期限制,按标准层施工,追求不同构件的组合。同时考虑PC构件的生产工序特征和运输组批约束,以完善构件厂从接收订单开始到将订单运送到施工现场的整个环节。如图1所示,构件厂收到施工方的订单集合O={O1,O2,…,On},每个订单Oi={J1,J2,…,Jn}表示相同类型的构件且有一个产品需求量Ni,订单生产完成后按相同订单组批运输。每辆车从工厂出发,装载完各自订单后根据预先安排好的路径运输到施工现场。装配式预制构件多以流动模台工艺进行生产,其生产制造过程分为模具组装、安放钢筋预埋件、混凝土浇筑、养护、拆除模具、清理和修复6道工序。其生产制造过程可抽象为流水车间调度问题,加工顺序如图2所示,其中养护为并行工序,不同订单Oi的构件Jn允许混合生产。
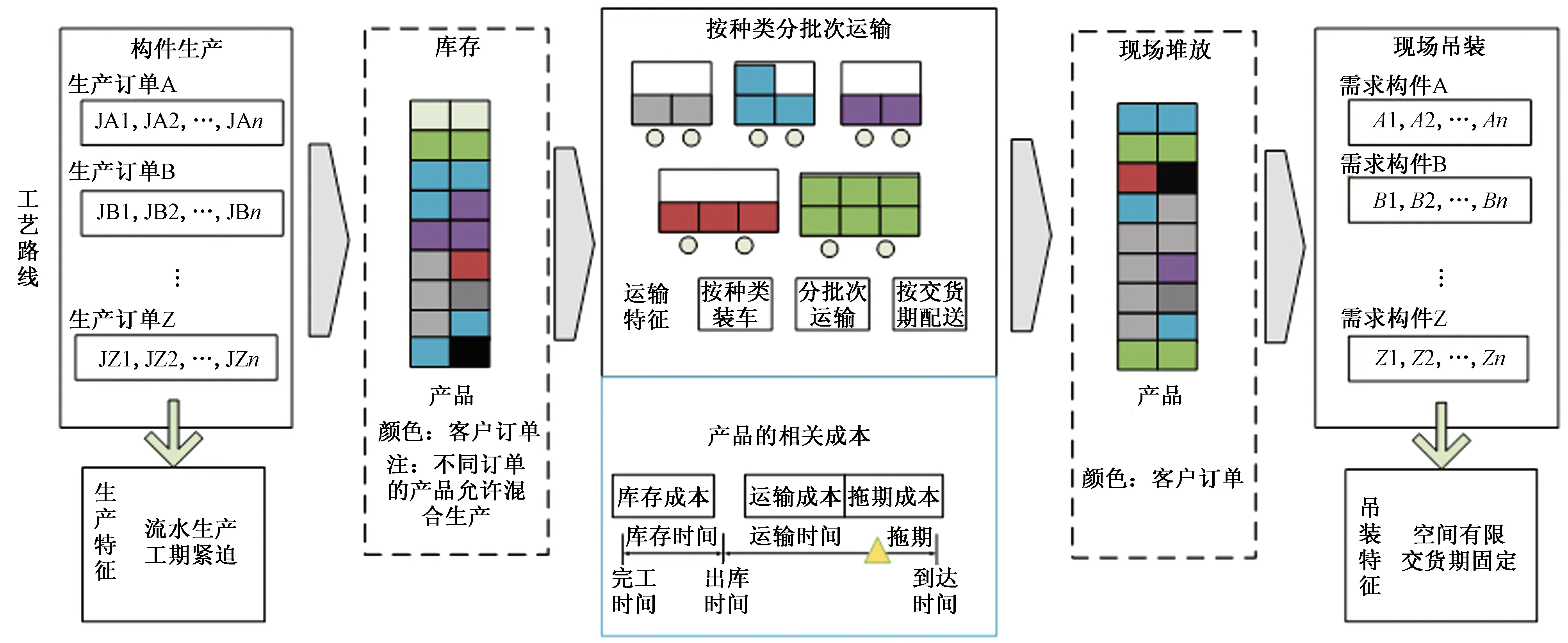
图1 PC构件生产运输过程示意图

图2 PC构件生产工序流程
此外,PC构件不同于一般货物,其体量大、尺寸不一,车辆可装载的每种构件十分有限,因此运输成本较高。为节省运输成本,使运输车辆油耗最少、费用最低,构件装车应追求满载。问题的假设如下:①同一设备同一时刻只能加工一个构件;②不同构件无优先级约束;③所有工序一旦开始不可中断,直到达到规定的处理时间;④单一构件厂对单一施工工地进行服务,构件运输车辆载重Q一致,数量充足;⑤构件不允许混装,即每辆车装载一种类型的构件;⑥运输车辆从构件厂到工地的运输时间已知,不受路况和其他突发因素的影响。
2 数学模型
根据问题描述,给定输入参数,建立以最小化准时交付和最大流程时间为目标的生产运输协同调度模型。
2.1 符号定义
i:需求构件编号(i=1,2,…,p),p为需求构件种类数量;
j:作业编号(j=1,2,…,n),n为作业数量;
M:工序编号(M=1,2,…,m),m为工序数量;
Pj,m:第j个构件在第m道工序的加工时间;
C(Jj,Mm):第j个构件在第m道工序的完工时间;
α:延迟交货的单位惩罚值;
Di:第i种构件的交货期;
ai:第i种构件的单件质量;
Ni:所需第i种构件的数量;
k:运输车次;
Q:车辆最大载重;
bi:每辆车可装载PC构件的数量(最大满载量);
Trik:第i种构件第k车次的运输开始时间;
Ts:车辆从构件厂运送构件到工地所需时间;
Zik:第i种构件的第k辆车到达工地的时间;
MTmakespan:最大流程时间;
φ:避免目标函数值过小而导致算法陷入局部最优的系数;
ω1、ω2:分配给f1(x)和f2(x)的权重;
f′1(x)、f′2(x):f1(x)和f2(x)单独计算时的最小值。
2.2 模型建立
f1(x)=MTmakespan=Max(Zik)
(1)
(2)
(3)
s.t.C(J1,M1)=P1,1
(4)
C(Jj,Mm)=Max[C(Jj-1,Mm),
C(Jj,Mm-1)]+Pj,m
j=1,2,…,n,m=1,2,…,6
(5)
C(Jj,M4)=C(Jj,M3)+Pj,4
(6)
(7)
式中:[]为向下取整函数。
(8)
Trik=Max(Ci,last,Di-Ts)
(9)
Zik=Trik+Ts
(10)
MTmakespan=Max(Zik)
(11)
式(1)表示最大流程时间;式(2)表示延迟交付惩罚成本;式(3)表示采用线性加权法求多目标函数的最小值;式(4)表示第一个构件在第一道工序的完工时间;式(5)表示第j个构件在第m(m≠4)道工序的完工时间;式(6)表示第j个构件在第4道工序的完工时间;式(7)表示运输车辆可载不同构件的最大数量;式(8)表示不同构件所需运输车次;式(9)和式(10)分别表示每车构件运输开始时间和到达工地时间;式(11)表示最大流程时间的计算公式。
3 算法设计
使用改进的遗传算法对调度模型进行求解,本节将设计PC构件的生产运输协同调度算法,根据问题特征设计编码解码方案和遗传算子。
3.1 染色体编码
假设有n个PC构件,每个PC构件由m个工序加工完成,每个构件在工序上的加工顺序都相同,每个调度方案都由一个染色体的字符串表示。每个染色体包含多个基因,其内容和位置表示PC构件的作业及其调度优先级。二进制编码在进化过程中容易产生非法后代,因此染色体采用实数编码。如图3所示,每条染色体长度为n,每个基因上方的大写字母表示该PC构件的种类。例如,一个由4种PC构件组成的包含10个构件的订单如图4所示,A、B、C、D 4种构件的数量分别为4、2、2、1,其中构件的种类是顺次标记的,J1、J2、J3、J4为A种构件,以此类推。

图3 生成染色体示意图
3.2 解码
步骤1由式(4)~式(6)计算所有构件的生产完工时间Cij。
步骤2按订单种类分别记录所有PC构件的生产完工时间{C1,1,C1,2,…,C1,j},{C2,1,C2,2,…,C2,j},…,{Ci,1,Ci,2,…,Ci,j}。
步骤3由式(7)计算每种构件最大满载量bi,按批装车。
如果Ni≥bi,以bi为批次记录各构件完工时间,剩余不足bi的为一车,记为
步骤4取各车次最后一个构件的完工时间Ci,j为该车次最终完工时间Ci,last,由式(9)和式(10)计算每车运输开始时间Trik和到达时间Zik。
步骤5由式(1)~式(3)计算目标函数值Z。
步骤6适应度fitness=1/Z,即惩罚值越小,其对应的调度方案越接近最优解。
3.3 选择
选择操作目的是选择具有更好的适应度值的个体,以在每一代产生新的后代。本研究采用轮盘赌,一个个体的适应度值与适应度总和的比例决定了其向下一代的概率,比例越大,被选中的机会越大。
3.4 遗传算子设计
传统的交叉和变异算子容易产生非法后代,李茂军等[18]为解决这一问题,提出了单亲遗传算法(partheno-genetic algorithm, PGA),王柏琳等[19]提出协同进化遗传算法(CCGA),采用基因重组算子来代替交叉算子。使用换位算子、移位算子和倒位算子进化群体,如图4所示,3种算子复杂度分别为O(1)、O(n)、O(n),整体复杂度为O(n)。为保持群体多样性,3种算子待交换的基因位置都是随机产生的。
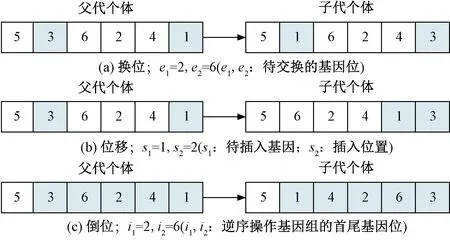
图4 单亲遗传算子示意图
4 算例分析
4.1 参数设定
通过对北京市某PC构件厂进行实地调研和专家访谈,选择该厂一批订单代入算法以验证算法有效性。调度模型的运输数据输入包括每种构件的单件重量、车辆最大载重、构件厂与工地距离等,运输数据如表1所示。模型的生产数据包括该批订单PC构件的种类及数量、每道工序的加工时间、每种构件的交货时间以及延迟交付的惩罚系数等,生产数据如表2所示。该工厂所使用的运输车辆载重为18 t,构件厂与施工工地距离为60 km,车辆运输速度(载货时)为60 km/h。
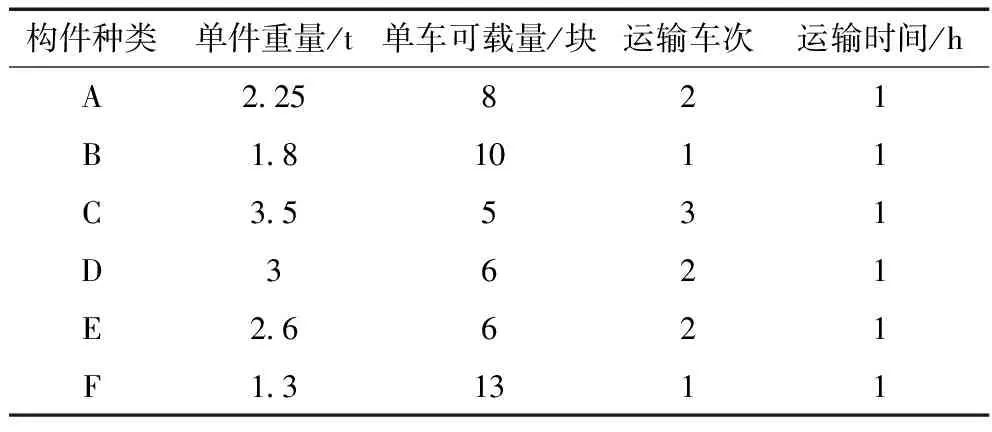
表1 运输组批参数
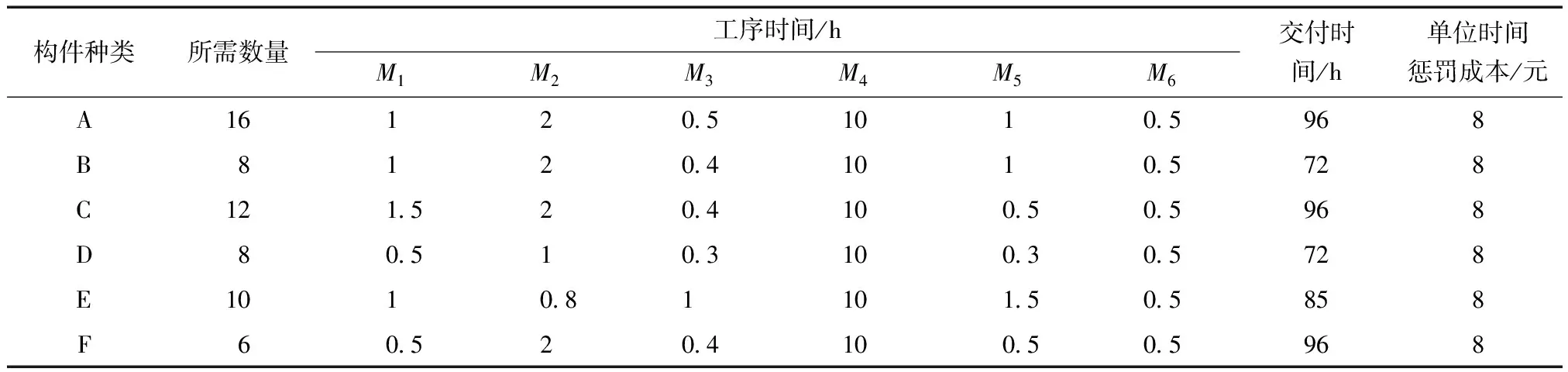
表2 生产工艺参数
在本研究中,目标函数系数φ设置为1 000,两个目标权重设置为ω1=0.3,ω2=0.7。算法参数根据以往研究经验和实际运行情况进行设定。经过实验测试,换位概率、移位概率和倒位概率分别设置为0.35、0.35、0.2,最大进化代数为500,初始种群大小为300。
4.2 结果与讨论
基于协同调度算法,将上述数据和参数输入到遗传算法程序中,得到近似最优解。实验算法采用MATLAB R2017b软件在中央处理器为Intel Core i5-4210U,1.7GHz和随机存取内存8 GB的计算机上进行仿真实验。仅考虑准时交付、仅考虑最大流程时间、综合考虑多目标的最优调度方案和对应最优值如表3所示,考虑多目标时对应的发车时间如表4所示。发车次序用大写字母和数字编号,其中大写字母表示构件种类,数字表示车辆次序,例如,E2表示装载E种构件的第2辆车。根据MATLAB内置计时工具,三种情况下系统运行时间分别32.758、30.549、34.406 s,能比较好地满足相应使用需求。考虑多目标时的算法收敛曲线如图5所示,收敛效果较好,证明了该算法的有效性。
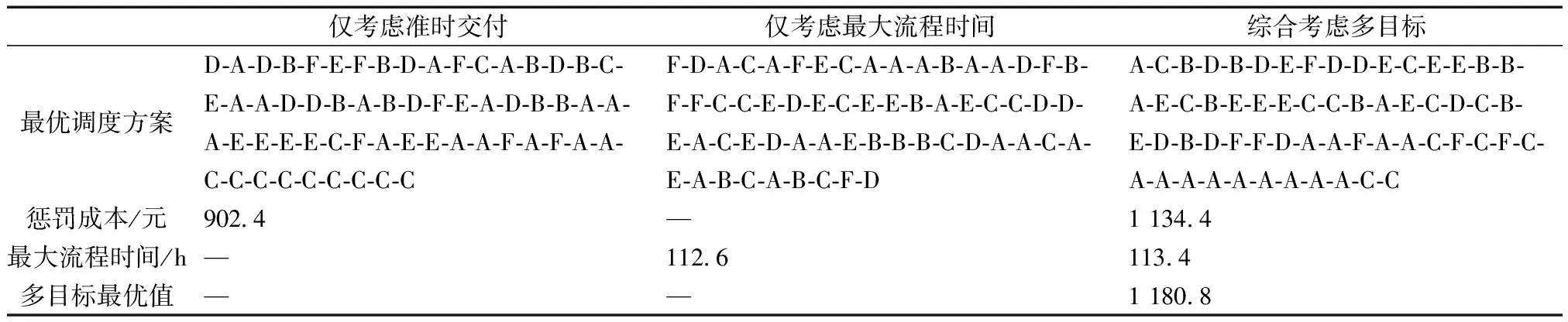
表3 三种情况下的调度方案与目标值

表4 考虑多目标时对应的发车时间
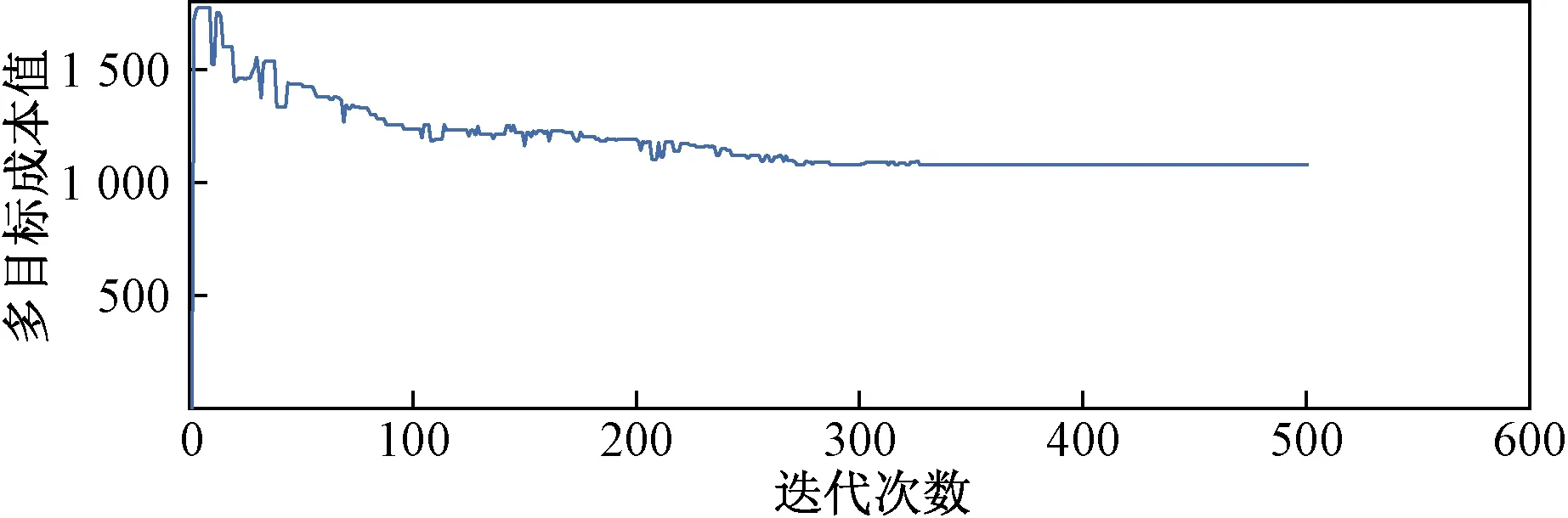
图5 考虑多目标收敛图
可以看出,综合考虑两个目标时,惩罚成本和最大流程时间均有所增加,所以决策者需要谨慎考虑两个目标的重要性以及考虑多目标时的构件排序和发车时间。
5 结论
从集成PC构件供应链的角度将生产调度和运输管理结合起来,建立了生产运输协同调度模型。分析了生产的工序特征和不同构件的组批装车特点,并以最小化准时交付成本和最大流程时间两个目标为优化准则,使用改进的单亲遗传算法对该问题进行求解。有利于科学排产和运输管理,最大程度缩减工期和促进准时交付,对大批量多种类PC构件的生产排序与运输次序给企业决策者以一定参考,避免一味凭经验混乱的调度安排。提高了企业的生产与运输效率,为降低装配式建筑的增量成本提供了一种新的思路。
