海工八角形桩腿选区电磁感应模块式精确焊前预热方法的研究
2021-08-20赖柏豪宋健张永康
赖柏豪 宋健 张永康


摘要:桩腿是自升自航式风电安装船重要承载结构。在焊接预热过程中,海工八边形桩腿由于其结构的复杂性容易产生冷却速率不一致,从而导致焊接变形现象。提出八角形桩腿选区电磁感应焊前精确预热技术,并基于电磁-热耦合仿真方法研究模拟了恒电流、线性电流、优化线性电流3种不同的感应电流加载方式对温度场的影响。结果表明:不同的电流加载方式下,围板和导向板正反面温度场均不同。在导向板基底电流为165 A ,围板基底电流为92 A ,電流加载频率为10 kHz时,通过优化线性电流加载幅度,加热22 min时,在焊缝两侧75 mm范围内,正面温度为154.8~181℃,反面温度为150~180.6℃,围板在焊缝两侧100mm的范围内,正面温度为112.4~150.6℃,反面温度为106.2~151.2℃,桩腿围板和导向板正反两面温度均满足精确选区预热的温度场要求且较为均匀。该研究对后续八边形桩腿焊接制造工艺具有重要的理论指导价值。
关键词:自航自升风电安装船;八角形桩腿;电磁感应;选区预热;线性加载
中图分类号:TH133.33+1文献标志码:A
文章编号:1009-9492(2021)11-0037-07开放科学(资源服务)标识码(OSID):
Study on Precision Area Preheating Method before Welding of Electromagnetic Induction Module in the Marine Octagonal Pile Leg
Lai Bohao,Song Jian ,Zhang Yongkang
(School of Electromechanical Engineering, Guangdong University of Technology, Guangzhou 510006, China)
Abstract: Pile leg is an important bearing structure of a self-raised self-propelled wind power installation ship. In the process of welding preheating, the inconsistency of cooling rate due to the complexity of its structure, which leads to welding deformation. The exact preheating technology for electromagnetic induction welding was presented, and the influence of three different induction current loading modes of constant current and optimized linear current on the temperature field were studied based on the electromagnetic-thermal coupling simulation method. The results show that under the current loading modes, the plate and guide fields are different. When the guide plate base current of 165 A, boarding plate base current of is 92 A, current loading frequency of 10 kHz, by optimizing the linear current loading range and heating 22 min, the front temperature is 154.8~181℃ , the reverse temperature is 150~180.6℃ , 100 mm on both sides of the weld, the front temperature is 112.4~150.6℃ , the reverse temperature is 106.2~151.2℃ , leg circumference and guide plate meet the temperature field requirements of accurate constituency preheating and relatively uniform. The study has an important theoretical guiding value for the subsequent manufacturing process of octagonal pile leg welding.
Key words: self-propelled wind power installation ship; octagonal pile leg; electromagnetic induction; constituency preheating; linear loading
0 引言
气候的变化正日益成为全人类共同面对的挑战。2020年9月22日,习近平主席在第七十五届联合国大会一般性辩论上宣布,中国将提高国家自主贡献力度,采取更加有力的政策和措施,力争2030年前二氧化碳排放达到峰值,努力争取2060年前实现碳中和[1]。海上风电是一种清洁的能源。近年来在我国迅速发展,2020年,我国海上风电新增并网装机306万 kW ,累计并网规模达 899万 kW[2],海上风电的迅速发展进一步扩大了大型海上风电安装平台(船)的市场需求。制造出高稳高效的海上风电安装平台是助力我国实现“碳达峰”“碳中和”的重要途经。
桩腿是自升自航式海上风电安装船的重要结构,保障了风电安装船在风大浪急的复杂海洋条件中有一个平稳的安装环境,其自身承受着及其复杂的环境载荷。由于桩腿是由多段腿节拼焊而成的,桩腿分段焊接质量直接决定了桩腿的强度和变形,从而影响了定位销孔的圆度、同轴度、直线度与位置精度,进而直接影响平台上下运动的平稳性,尤其是多条腿上下运动的同步控制,错误安装甚至导致整体平台报废[3]。桩腿使用高强钢制造,通常分为圆筒桩腿和八角形桩腿。八角形桩腿结构复杂,焊接工艺繁琐,冷裂纹、焊缝角变形是焊接的常见缺陷。焊前预热是一种消除冷裂纹和焊接变形的有效方法,还可以降低焊缝处的残余应力[4]。目前,生产现场里常用的焊前预热方式是电阻式加热,在圆筒形桩腿的焊接工艺中已经有着较为成熟的应用[5]。郇学东等[6]对由100 mm的E690钢材卷制的圆柱形桩腿的打底焊接过程进行了数值模拟,发现选取150℃作为焊接预热及保温温度时,焊接残余应力及焊接径向变形均最小。
感应预热是一种新型的焊前预热方法,凭借其节能、清洁、效率高的优点,越来越受到重视。近年来,国内外学者对感应预热工艺过程作了一定的研究。汪斌等[7]对海工高强钢焊前电阻式预热和感应预热两种方法进行了对比,发现在同等工况下,感应预热能耗降低60%,加热效率提升40%,并且温度场更加均匀,布线更加方便。高强钢焊件体积巨大,结构复杂,在生产现场外难以进行感应预热的实物试验,因此数值有限元分析是验证和优化感应预热工艺效果的有效手段。颜跃文[8]对高强钢感应预热进行实验,设计了一套平板船舶用钢焊前感应预热的设备,并使用数值模拟方法对电流、頻率、线圈形式等工艺参数进行了优化。李静[9]对厚壁圆筒件的焊前预热建立了更为完善的数值模型,发现感应预热可以有效降低焊缝的残余应力,优化了坡口形式和加热方式对温度场的影响。
通常情况下,感应预热的温度范围是根据生产现场的经验总结得来的,并使用同一套加热参数进行预热。然而,八角形桩腿这一类海工结构件形状复杂,是由两种不同厚度的板拼装而成的,在使用同一套预热参数时,厚板过冷或薄板过热,温度场不均匀,这导致了各焊缝间冷却速度不一样,这不仅降低了减少冷裂纹的效果,并可能产生更为严重的焊接变形。因此,需要根据桩腿的结构分区域精确地制订预热温度和层间温度。
本文将以自升自航式风电安装船的八边形桩腿作为研究对象,根据焊接标准 CR ISO/TR 15608、 EN? ISO-13916,分区域计算适合的预热温度,提出海工八边形桩腿精确感应预热的工艺标准。依据桩腿结构和板厚设计差异化的感应线圈形式和加热参数,并使用 COMSOL软件建立八边形桩腿感应预热的电磁-热耦合仿真模型,求出预热温度场,对设计的工艺参数进行验证和进一步优化。
1 八边形桩腿选取精确感应预热工艺标准
1.1 八边形桩腿结构
第三代风电安装船“MPI DISCOVER”号上设置有6根八边形桩腿,如图1所示。八边形桩腿总长71 m ,由8个腿节拼焊而成,腿节结构如图2所示。每个腿节有一个八边形的定位平台,围板和导向板对称分布地围在定位平台的八个边上,围板和相邻的导向板之间的角度为45°。在每个围板下还附有4条加强肋。在相邻腿节之间拼焊是指对应位置的围板和导向板进行对焊。导向板厚100 mm ,使用的钢材为 E690。围板厚35 mm ,使用的钢材为 E420。E690[2]与 E420[10]两种钢材的主要化学成分如表1所示。
1.2 最低预热温度的确定
高强钢的最低预热温度一般由以下几个因素的影响:焊缝区域氢含量、母材碳当量、母材厚度和热输入量。焊缝区域氢含量的主要来源是受潮后所带的水分,在焊接现场应保证焊条焊剂烘干、保温,焊条筒保证预热和通电,随取随用,并且应彻底清理坡口,去除油、水、锈,尽量避免氢元素的侵入;母材的淬透倾向通常使用碳当量来表示,碳当量越高,产生冷裂纹的倾向越大;母材的厚度影响冷却速度、热影响区的淬透程度,进而影响了焊缝内氢含量和残余应力大小。热输入量影响焊接热循环,但一般不采用增加线能量的方式来降低冷却速度,因为这将可能造成过热区晶粒粗大,接头韧性下降,降低其抗裂性能。但热输入过小,冷却速度加快,会增加淬硬冷裂倾向。
根据欧洲焊接规范 EN 1011-2[11]与生产现场实际焊接工艺参数,得到了八边形桩腿的选区精确焊前预热的最低预热温度和层间温度如表2所示。
预热温度和层间温度的测量方法依据 ISO-13916[12]规定的方法,如图3所示,使用手持非接触式激光测温笔在焊缝两侧 A 范围内进行测温,其中, E690板厚为100 mm,A=75 mm ,E420板厚为35 mm,A=50 mm。
2 八角形桩腿选区电磁感应精确预热模块温度场数值模拟
2.1 物理模型的建立
考虑到焊前感应预热的温度场集中在焊缝区域附近,且温度场在各板具有对称性,为了提高计算效率,对模型进行了如下处理:截取焊缝两侧860 mm的腿节区域;一个腿节只建立两块围板和一块导向板的模型;围板的温度场只求取一半,其余部分通过软件对称功能获得。围板的焊缝是单 V 型多层多道焊缝,坡口朝向内径,在围板外表面的焊缝根部区域布置感应线圈模块,在外表面和线圈模块之间贴敷一层10 mm 厚的保温棉。考虑到导向板是关键结构,且板厚为100 mm ,为保证焊接质量,使用双 V 型焊缝。在导向板外表面设置感应线圈模块。导向板线圈模块的内圈长度大于导向板的焊缝长度,保证了焊工在正反两面均可以顺利施焊。导向板的焊缝区域外露面积比围板多,与空气对流散热,蓄热条件相对较差,因此在导向板的正反两面的焊缝两侧外露区域均需要贴敷10 mm厚的保温棉。整体建模效果如图4所示。
导向板线圈和围板线圈使用模块化方式建模,其详细的几何参数如表3和图5所示。
2.2 数学模型
2.2.1 电磁场
电磁场的数学模型满足 MAXWELL 方程组,其物理含义:交变的电流产生感应磁场;感应磁场产生感应电流;电场是带电荷源的有源场,磁场的磁力线是闭合的,是无源场。
式(1) ~ (4) 中:基本计算物理量为矢量A 磁矢势;磁感应强度 B 为磁矢势的旋度,T。且磁场强度 H= B/μ,A/m ,其中μ代表磁导率,H/m;H再取旋度为电流密度 J ,A/m3;电流密度 J 分成感应电场导致的感应电流密度σE 和位移电流 jωD ; D 为位移电场,C/m2;σ代表电导率,S/m;ω为电流角频率,ω=2πf;f为电流频率,Hz ;E 为电场强度,N/C。
由于基本变量A 磁矢势在方程里面无初始约束的情况下无唯一解,任意的A′=A+?φ,?A′=?A ,需要利用磁矢势规度修复令散度为0,使得
?·A =0(5)
2.2.2 热场
在感应加热的过程中,涡流效应产生焦耳热。由于桩腿整体结构的不均匀性,整体温度场会产生温度梯度,高温热量朝低温区域传导,遵守傅里叶定律;温度升高的桩腿、线圈和保温棉与室温环境的空气形成温差,产生热量交换,遵守热对流定律;同时,温度升高的区域成为一个新热源,向低温区域辐射热量,遵守热辐射定律。
热传导模型为:
式中: T 为温度, K;ρ为密度,kg/m3; Cp 为恒压热容, J/( kg ·K );矢量场 u 为有流体存在时的流速场,预热在无风静止室内环境进行,不考虑流体项故 u=0;q 为热量矢量场,可理解为热流,J;k 为热导率,W/( m ·K )。
模型考虑换热和辐射,换热模型为:
定义物体表面热量的换热法向流量为参考温度差的正比。q0为对流热通量,J;h 为传热系数,W/( m2·K ),根据工程经验,取桩腿工件与空气的传热系数 h1=5 W/( m2·K ),保温棉与空气的传热系数 h2=4 W/( m2·K ),线圈模块与空气的传热系数为 h3=8 W/( m2·K ); Text 为外部环境温度,K ;预热环境为室温,取 Text=293.15K。
热辐射模型为:
定义辐射热量法向流量为辐射率和斯特藩玻尔兹曼(辐射规律常数)和温度四方差的乘积。其中,ε为辐射率,σ为辐射规律常数,取值为5.67 W/m2K4。
为降低计算量在模型对称面利用对称边界,设:
定义法向热量为0,即两边对称等温,不存在热扩散。
2.2.3 耦合场
在多物理场电磁场和热场的耦合中,频域—瞬态的耦合方程组为:
式中:ρ为密度,kg/m3; Cp 为恒压热容,J/kg℃; k 为热传导系数,W/(m ·℃); T 为时间, s ;u=u( t ,x ,y ,z ),为时间变数 t 与空间变数(x ,y ,z )的函数。Qe为电磁热损耗;Qrh为电损耗的热量;Qml为磁场损耗的热量,J。
2.3 材料属性
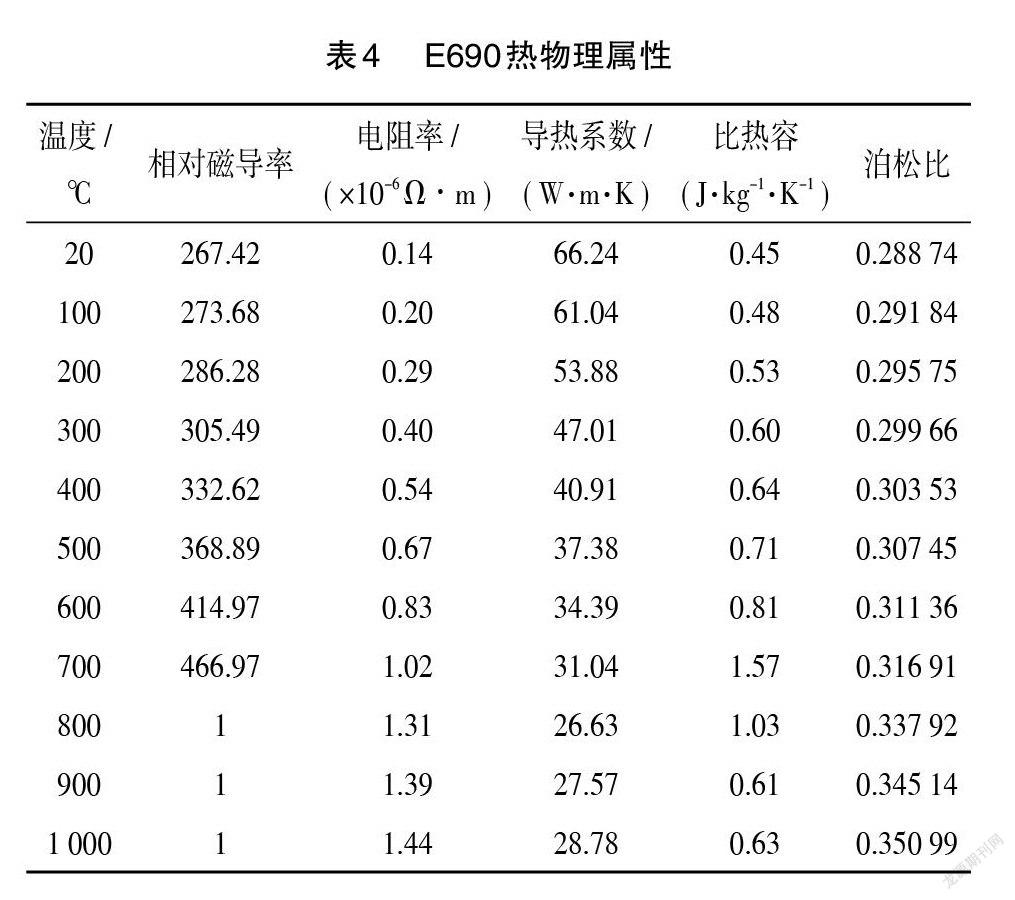
E690、E420钢板的相对磁导率、电阻率、导热系数和比热容是和溫度相关的函数,根据两种金属的已知化学成分使用JMatPro计算得出,如表4~5所示。保温棉选材为硅酸铝纤维,导热率设置为0.03 W/( m ·K )。空气的相对磁导率设置为1。感应线圈选材为铜线,相对磁导率为1,电阻率为0.0172Ω? m 。
2.4 网格划分与边界条件
当导体中通入交变电流时,电流在导体中的分布是不均匀的,在导体外表面电流分布密集,电流密度大,在导体内部电流密度小,导体中的电流密度由表面向中心呈现幂指数规律逐渐递减的现象,这种效应叫做集肤效应也称趋肤效应[8]。在感应加热过程中在电流透入深度内产生的能量用于金属加热,导体内层金属的加热是通过热传导完成的。因此在集肤深度附近应加密网格。在线圈一侧的金属表面设置边界层,边界层数为3,边界层拉伸因子为1.8。
线圈、桩腿、保温棉设为四面体类型网格,加热线圈模块设为扫掠网格,为模拟生产现场的空气环境,构建7 m×7 m×2 m的长方体空气域,空气域网格类型为四面体。网格的大小限制在0.01~0.6 mm范围内,最大单元增长率设为1.5,曲率因子设为0.6,狭窄区域分辨率设为0.5。划分完网格后一共产生32040个网格节点,179847个单元,最小单元质量为0.01362,平均单元质量为0.5918。网格划分效果如图6所示。
3 结果与讨论
电流的加载方式对于温度场的均匀性有着重要的影响。恒电流大小加载控制方式简单,但可能会导致局部过热而无法达到整体温度场的要求。电流线性加载或间断加载的方法可以使局部过热的地方充分散热,以控制整体温度场,达到选区精确预热的目的。
3.1 恒电流加载
八边形桩腿的结构均属于厚板件,属于中频感应加热,选择电流的频率为10 kHz 。导向板和围板的厚度不一致,选取较厚的导向板预热电流为165 A ,较薄的围板的预热温度为92 A 。加热时间根据模拟得到的温度场进行实时调整,由表1对导向板和围板的精确预热温度和层间温度的标准进行对比后发现,导向板对温度场的均匀性要求更高,因此,以导向板的温度场的一面或两面达到规定温度场的加热时间为准。厚板对温度恒电流加载,匝数为13匝,求取温度场,对参数有效性进行验证。
使用恒电流加载时,导向板正面在加热1.4 min时接近达标。求得此时导向板正反面温度场、围板正反面温度场如图7所示。由图7(a) ~ (b),导向板正面焊缝两侧75 mm处的温度场的范围为147.3~176.2℃,在板的横轴零点处±400 mm范围内温度高且分布均匀,而在板的边缘与导向板连接的位置出现温度的低值,在坐标(0.6,0.1)处温度为147.3℃,此位置位于焊缝两侧75 mm范围内,温度不达标。导向板反面的温度场分布规律与正面相似,焊缝两侧75 mm 处温度范围143.7~176.1℃,同样在板的边缘与导向板连接的位置出现温度的低值。这是由于在该位置,导向板通过焊接与围板连接,热量通过热传导的方式由导向板传向围板。由图7(c) ~ (d),在围板正面焊缝两侧100 mm处的温度场范围为142.5~184.5℃,反面温度场125.9~152.7℃,正反两面温度均无法达标。从纵向坐标来看,由于在围板使用单 V 型焊缝,正面为坡口根部,空间狭窄且正面贴敷保温棉,散热条件差,容易造成热量集中,因此正面温度较高。围板反面为单 V 型坡口的顶部,与空气接触形成热对流,且有两根加强肋板与之连接形成热传导,散热条件好,因此温度较低。从横向坐标来看,围板正反两面与导向板连接处的区域温度较高,远离连接处的中间区域温度相对较低。
3.2 线性电流加载
恒电流加载时,关键部件导向板在仅加热1.4 min时即可接近要求的温度场,可见感应预热的效率之高。然而短时间内的高功率加热容易导致局部过热,并且散热条件也由于时间过短存在局限。可以考虑使用线性加载的电流,缓慢提升加热功率,延长加热时间,以获得更好的散热条件。线性电流加载的设置如下:导向板基底电流为165 A ,围板基底电流为92 A ,导向板加载的实时电流为165×pw1(t) A ,围板加载的实时电流为92×pw1(t) A ,pw1(t)函数图线如图8所示。在加热时间为13.6 min 时,导向板正反两面的温度场均已达标。故求取 t=13.6 min时的温度场进行分析。
由图9可知,线性电流加载方式下导向板与围板的温度场规律与恒电流加载时类似。由图9(a) ~ (b)所示,在与围板连接的区域存在低温区域。焊缝两侧75 mm 范围内的正面温度为151.5~176.6℃,反面温度为149.4~177.9℃。由此可见,使用线性电流加载的方法有效。然而,有图9(c) ~ (d)所示,围板在焊缝两侧100 mm 范围内的正面温度为122.5~177.6℃,反面温度为111.4~145.7℃,在围板正面的焊缝坡口根部存在177.6℃的高温点,薄板正面的温度场无法达标。
3.3 优化线性电流的加载
线性电流的加载方式使桩腿结构内部的热传导、与外部环境空气的热对流更加充分,因此热量分布更加均匀,对工件的整体温度场有明显改善作用,但在局部区域仍然存在不达标的高温点。逐步降低电流值可以达到最佳的散热效果,使温度场更加均匀,但该方法会整体使温度场偏低。考虑到在进行焊前预热后还要使用加热模块对桩腿整体进行消氢处理,消氢温度范围为200~250℃。因此在感应预热的过程中,过程温度达到200℃是合理的。使用线性加载的方式增加电流,当工件到达温度峰值后再使用线性加载的方式减小电流,并至此之后维持一个恒电流,保持加热与散热的平衡,保证温度场基本稳定,既有利于感应预热温度场的达标,也为焊后消氢工艺提供一个良好的起步温度平台。线性电流加载优化后的设置如下:导向板基底电流为165 A ,围板基底电流为92 A ,导向板加载的实时电流为165×pw2(t) A ,围板加载的实时电流为92×pw2(t) A, pw2(t)函数图线如图10所示,求取加热时间 t=22 min 时的温度场进行分析。
由图11(a) ~ (b),优化线性电流加载得到的导向板温度场分布规律与恒电流加载、线性电流加载时类似,在焊缝两侧75 mm 范围内,正面温度为154.8~181℃,反面温度为150~180.6℃,正反两面温度场均达标,并且在与围板连接的低温区域温度为150~161.7℃,与线性电流加载工况相比,温度有所提高,整体温度场的均匀性有所改善。如图11所示,围板在焊缝两侧100 mm的范围内,正面温度为112.4~150.6℃,反面温度为106.2~151.2℃,正反两面温度均达标。在围板焊缝坡口根部的热量集中现象缓解,最高温度降至151.2℃,温度场沿焊缝两侧的分布均匀性比前两种工况更佳。综合图11,导向板和围板正反两面焊缝两面温度场均已达到表1规定的最低预热温度和层间温度,对八边形桩腿复杂结构进行精确的选区焊前预热的工艺目标已经达成。
4 结束语
本文研究制订了八角形桩腿焊前预热的最低预热温度和层间温度,设计了一种选区电磁感应焊前精确预热模块,使用 COMSOL建立了八角形桩腿和预热模块的电磁-热耦合数值模型。研究模拟了恒电流、线性电流、优化线性电流3种不同的感应电流加载方式对温度场的影响。优化的线性电流加载方式是先线性增加电流值,达到峰值后线性减小电流值,该加载方法得到的温度场满足精确选区预热的温度场要求,并且较均匀,对实际生产工艺参数的调整有良好的借鉴意义。
参考文献:
[1]胡鞍钢.中国实现2030年前碳达峰目标及主要途径[J].北京工业大学学报(社会科学版),2021,21(3):1-15.
[2] Renewable UK. Information on offshore wind power projects[R]. London: British Wind Energy Association, 2020.
[3]張永康,吴建新,吴凤民.高稳高效海上风电安装平台关键制造技术研究[J].电加工与模具,2021(1):1-6.
[4]吴宇新.自升式平台桩腿焊接变形和应力控制技术研究[J].船舶工程,2016,38(10):26-31.
[5]蒋家坤.风电安装船桩腿焊接及安装控制技术[J].江苏科技信息,2013(13):49-51.
[6]郇学东,孙桂芳,卢轶,等.风电安装船圆柱形桩腿打底焊接过程的数值模拟[J].中国海洋平台,2017,32(5):89-93.
[7]汪彬,程显平, 吕增,等.电阻加热和感应加热在海洋工程钢结构焊接中的应用对比[J].金属加工(热加工),2018(4):60-63.
[8]颜跃文.船舶高强钢焊接电磁感应加热工艺方法研究[D].镇江:江苏科技大学,2017.
[9]李静.厚壁件埋弧焊中频感应加热焊后热处理的多场耦合数值模拟[D].青岛:青岛科技大学,2017.
[10]田苗, 高明.高强度船板 NVD(E)420钢板的研制开发[J].宽厚板,2010,16(4):13-17.
[11] EN 1011-1-1998, Recommendations for Welding of Metallic? Materials[S]. London: British Standards Institution, 1998.
[12] Vernier: IOS copyright office. Welding-Guideline for a Metallic Material Grouping System: ISO/TR 15608-2007[S].2007.
作者简介:
赖柏豪(1995-),男,广东佛山人,硕士研究生,研究领域为大型海工装备制造,已发表论文2篇。
张永康(1963-),男,博士生导师,教授,研究领域为大型海工装备制造、激光先进制造与检测技术等,已发表论文227篇。
(编辑:刁少华)
