大规格非金属嵌件自锁螺母技术研究
2021-08-19姜贵林付建建李锦花毛宏图
姜贵林,付建建,李锦花,毛宏图
(1. 中国航发沈阳发动机研究所,沈阳 110015;2. 中国航空发动机集团航空发动机动力传输重点实验室,沈阳 110015;3. 河南航天精工制造有限公司,河南 信阳 464000)
0 引言
传动系统为航空发动机重要组成部分,传动部件的可靠安装对系统的稳定性至关重要[1-3]。自锁螺母在航空发动机领域中广泛应用,但多为M12以下小规格尺寸,对于尺寸较大的齿轮轴而言,其轴端锁紧通常采用压紧螺母与杯形锁圈相结合的结构形式,该结构存在弊端如下[4]:锁圈冲锁过程易产生缺陷,工作中扩展为裂纹甚至碎裂;锁圈为消耗件,分解过程需更换新件,增加材料消耗;齿轮轴上需设置防转槽以固定锁圈防转爪,削弱轴的强度;锁圈防转爪嵌入轴承内圈,影响轴承的预紧力及工作可靠性。
针对轴端锁紧结构,国内外学者开展了大量研究,并取得一定成果。黄南等[5]提出了影响航空自锁螺母锁紧效果的相关因素,并通过试验,得到了自锁螺母性能提升的优化手段;王自勤等[6]对自锁螺母收口工艺进行了分析,提出了影响收口质量的相关因素;Goodier等[7]通过试验的方法,验证了轴向动态载荷对螺纹连接松动的影响,揭示了影响螺纹松动的重要因素。
本文针对航空发动机常用轴端锁紧形式的结构弊端,首次提出一种大尺寸规格且具有自锁功能的非金属嵌件自锁螺母装置,通过试验验证,该装置可以满足发动机的使用要求,同时提高了发动机传动系统工作的可靠性与稳定性。
1 结构分析
航空发动机传动系统常用的轴端锁紧结构为图1所示的压紧螺母与杯形锁圈相结合的形式,该结构在应用中多次出现锁紧功能失效的情况。

图1 压紧螺母与杯形锁圈锁紧结构示意图
为提高锁紧性能可靠性,本文提出大规格非金属嵌件自锁螺母结构,结构主体为金属螺母体,非金属锁紧圈嵌入到金属螺母体内,金属螺母体通过内螺纹与齿轮轴连接,利用端面压紧轴承,齿轮轴外螺纹在装配过程中嵌入到非金属锁紧圈实体保证自锁螺母工作程中的自锁防松。新结构的组件与装配形式如图2~图3所示。
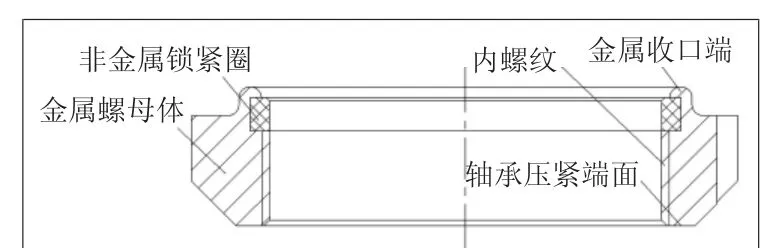
图2 非金属嵌件自锁螺母组件图
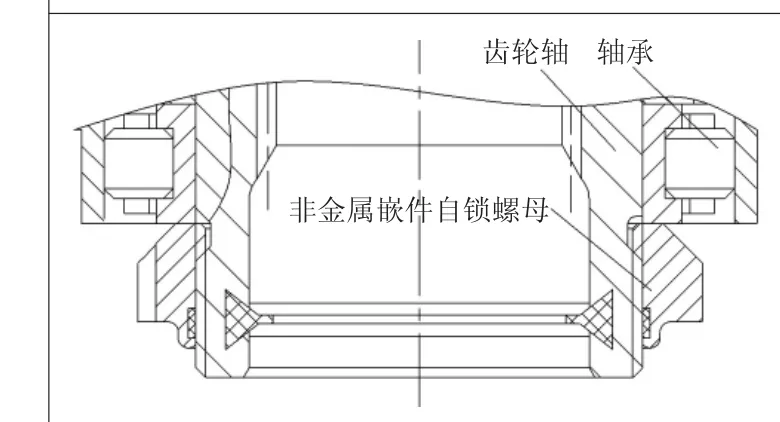
图3 非金属嵌件自锁螺母装配图
非金属嵌件自锁螺母结构设计需注意以下因素[8-9]:非金属锁紧圈材料需具有高强度、耐高温性能;非金属锁紧圈与金属螺母体需过盈装配,保证两者紧密结合;非金属锁紧圈的内径值选取应保证齿轮轴外螺纹齿牙能够嵌入锁紧圈基体内并存在一定的防松摩擦力矩;组件的收口结构要设计合理,避免收口过程出现裂纹[10-11]。
非金属嵌件自锁螺母装配过程中通过一定的安装力矩对轴承进行压紧,齿轮轴的外螺纹嵌入到非金属锁紧圈材料基体内,两者之间存在一定的摩擦力防止产生相对运动,从而保证自锁螺母在工作过程中不出现相对转动而导致松动。2 理论计算
2.1 强度计算
根据某型航空发动机齿轮轴的实际结构尺寸与工况参数要求,非金属嵌件自锁螺母的内螺纹规格设置为M45×1.5,最大承载轴向力要求为Fmax=60 kN,最大转速要求为Nmax=20000 r/min。
螺纹应力截面积计算公式为

式中:d2为螺纹中径;d3为螺纹的计算直径,d3=d1-H/6;d1为螺纹小径;H为螺纹原始三角形高度。
根据GB/T196-2003,确定螺纹相关参数如表1所示。

表1 螺纹参数表
根据非金属嵌件自锁螺母最大轴向力要求,其螺纹所受的最大应力为
非金属嵌件自锁螺母的金属螺母体设计硬度值为29~35 HRC,换算后产品对应的最低强度为911 N/mm2,通过上述计算分析,产品强度满足轴向力要求,且强度裕度充足,可靠性高。工作过程中所受离心力为

式中:M为产品质量,0.06 kg;ω为产品角速度;Rmax为产品最大回转半径,28 mm。
非金属嵌件自锁螺母角速度按最大转速要求20 000 r/min折算,经计算,产品在工作过程中产生的离心力F=0.06×20932×0.028=7.36 kN,离心力远小于产品设计强度要求,因此产品在最大转速状态下,离心力强度储备充足。
2.2 安装力矩计算
螺母装配过程摩擦力矩与压靠轴承端面后的叠加力矩最大设计值分别为80、270 N·m,即最大拧紧力矩为350 N·m。在最大拧紧力矩状态下,非金属嵌件自锁螺母所承受的轴向力为

式中:T为最大安装力矩;K为转矩系数,K=0.15~0.25;D为螺纹规格。
经计算,非金属嵌件自锁螺母在最大拧紧力矩下承受的轴向力F=350÷(0.15×45)=51 kN,满足60 kN的最大轴向力设计要求。
2.3 摩擦力矩计算
为保证防松功能,螺母装配过程的摩擦力矩需保证螺母不会反向松脱[12-13],因此需进行最小摩擦力矩计算。
螺母工作过程突然减速时,螺母受力最大,最容易松脱,该状态下,螺母的自锁力矩需要抵抗的三个反向力矩分别为:抵抗系统减速度螺母自身因惯性产生的反向力所需力矩W1;抵抗轴承的反向摩擦力所需力矩W2;抵抗高频振动所需的力矩W3。因此螺母的最小转矩Wmin为
式中:m1为非金属嵌件自锁螺母质量,0.06 kg;m2为齿轮轴部件质量,1.8 kg;R为转矩理论计算用平均半径,0.025 m;a为最大转速变化率,1200 r/min;H为齿轮轴与轴承的最大间隙,0.06 mm;μ为轴承的摩擦因数,0.015;F为工作时轴向力,2800 N;f为最大螺母转频,333 Hz。
经计算,非金属嵌件自锁螺母工作过程最小摩擦力矩为Wmin=0.0046+1.05+6.19=7.2446 N·m,该值可作为自锁螺母摩擦力矩的设计依据。
2.4 过盈量计算
螺母组件装配过程中,锁紧圈外径与螺母体内径为过盈装配,工作状态由于温度升高,零件尺寸变化,在材料选取过程中需保证非金属锁紧圈的线胀系数大于金属螺母体的线胀系数,从而保证温度升高后两者配合紧度不会降低。非金属锁紧圈与金属螺母体在工作温度下的过盈量为

式中:h1为锁紧圈与螺母体室温过盈量;D为锁紧圈与螺母体配合直径名义值;α1为锁紧圈线胀系数;α2为螺母体线胀系数;ΔT为工作温升。
根据非金属嵌件自锁螺母的结构尺寸设计值及工作温度变化,即可获得锁紧圈与螺母体过盈量的变换情况,在结构设计过程中需确保其始终保持在合理范围内从而保证产品性能的稳定性。
3 试验验证
3.1 轴向载荷试验
为保证非金属嵌件自锁螺母最大承载轴向力60 kN的要求,开展轴向载荷试验。试验过程中,在室温与工作温度条件下, 通过试验设备分别对试验件进行轴向载荷加载,加载后对试验件进行检查,没有出现结构破坏、裂纹和永久变形的情况,产品结构强度满足轴载要求。试验设备与试验后试验件外观如图4~图5所示。

图4 轴载试验设备

图5 轴载试验后试验件外观
3.2 室温锁紧试验
根据设计要求,自锁螺母装配过程中的摩擦力矩应保证在7.2446~80.0000 N·m之间。选取三件试验件进行室温锁紧试验,共进行15次循环,程序为“旋入→拧紧→旋出”。试验过程中,测得试验件的旋转摩擦力矩如表2所示,摩擦力矩变化趋势如图6所示。
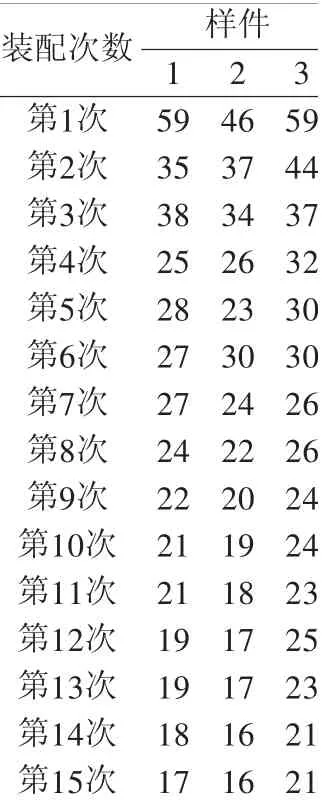
表2 室温锁紧摩擦力矩结果 N·m
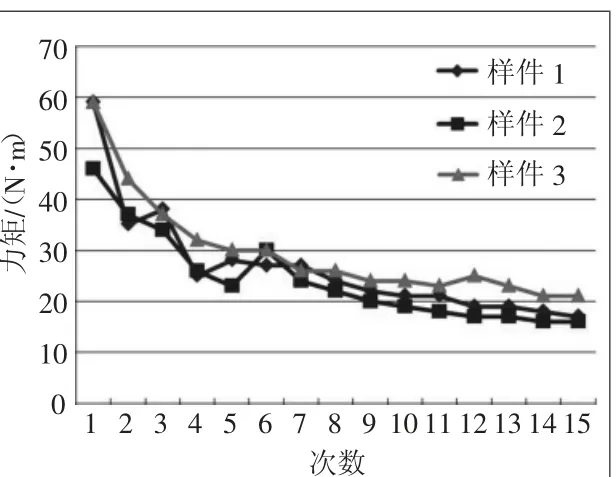
图6 摩擦力矩曲线
试验后,对试验件进行检查,未出现可能降低使用功能的现象,试验件螺纹完整。从图6中的变化趋势可以看出,试验件的装配摩擦力矩值随着装配次数的增加而平缓降低,但经过15次装配后,仍满足摩擦力矩设计值要求。
3.3 高温锁紧试验
选取三件试验件开展高温锁紧试验,共进行10次循环,循环程序为“旋入→拧紧→加热→恢复至室温→旋出”。试验过程中,测得试验件的旋转摩擦力矩如表3所示,摩擦力矩变化趋势如图7所示。
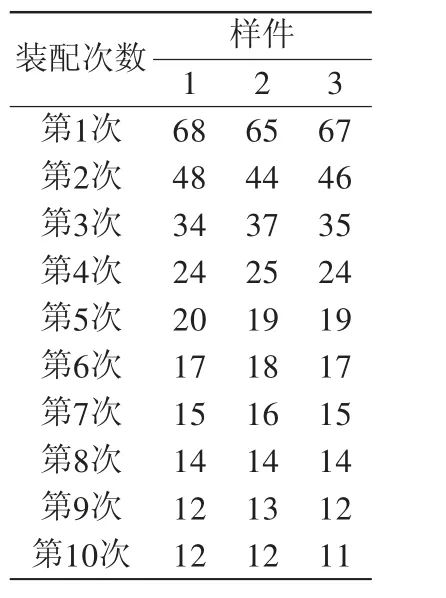
表3 高温锁紧摩擦力矩结果 N·m
试验后,对试验件进行检查,未出现可能降低使用功能的现象,试验件螺纹完整。从图7变化趋势可以看出,试验件的装配摩擦力矩值随着装配次数的增加而平缓降低,但经过10次装配后,仍满足摩擦力矩设计值要求。

图7 摩擦力矩曲线
3.4 振动试验
为验证产品的抗振性能,对试验件进行频率为30 Hz,振动次数30 000次的正弦波振动试验,振动试验设备如图8所示。

图8 电动振动试验台图
试验后对试验件进行检查,未出现结构破坏、裂纹、锁紧元件松动、螺纹破坏或锁紧性能消失等现象,说明试验件满足发动机传动系统的振动环境要求。
3.5 滑油介质影响试验
非嵌件自锁螺母在工作过程中会接触滑油,为验证其抗滑油腐蚀能力,开展滑油介质影响试验。将试验件拧入工艺螺栓后完全浸入到航空润滑油中如图9所示,并将滑油温度调整为工作温度,保持168 h。

图9 滑油浸入试验
试验后检查试验件,未出现可能降低使用功能的现象,如剥皮、结构破坏、裂纹、断裂、锁紧元件松动、螺纹破坏、锁紧性能消失和严重永久变形等,说明试验件满足发动机传动系统的滑油环境要求。
3.6 发动机持久试验考核
为考核非金属嵌件自锁螺母装机使用的稳定性与可靠性,选取3件试验件在某型发动机上共进行了1000 h的持久试车验证,试车后对试验件进行检查,外观如图10所示,检查结果未见异常。说明试验件在发动机实际工况条件下满足使用要求。

图10 持久试车后试验件外观
4 结语
本文对发动机传动系统轴端锁紧结构开展了技术研究,为解决杯形锁圈与压紧螺母锁紧形式的结构弊端,提出了大尺寸规格的非金属嵌件自锁螺母锁紧结构装置。针对该装置进行了结构设计、理论计算与试验验证,部件与整机试验结果证实了该结构装置应用的可行性。本文提出的大规格非金属嵌件自锁螺母现已作为批产产品在航空发动机传动系统上进行了应用,效果良好。
