生物快速检测及加工技术在大豆精炼过程中的应用
2021-08-19于坤弘李子越董天玉罗淑年江连洲于殿宇王立琦
于坤弘,李子越,董天玉,罗淑年,3,江连洲,于殿宇,王立琦
1.九三粮油工业集团有限公司 (哈尔滨 150010) 2.东北农业大学食品学院 (哈尔滨 150030) 3.哈尔滨商业大学 (哈尔滨 150028)
由于黑龙江地区气候及土壤等条件的影响,大豆中青豆的含量较多,并且青豆中的磷脂含量较高,尤其是非水化磷脂,所以在精炼过程需要对磷脂含量进行控制。传统水化脱胶工艺只能够脱除水化磷脂,酸法脱胶和特殊脱胶虽然可以脱除部分非水化磷脂,但是应用于非水化磷脂含量高的大豆油时效果不是很理想,不能够满足后续精炼工艺的要求,且能量消耗较大,中性油损失多,而酶法脱胶是利用磷脂酶将非水化磷脂水解为溶血性磷脂,再采用水化方法脱除,该工艺因其高效性和环保性而受到越来越多的重视[1-2]。
磷脂酶主要有磷脂酶A1、磷脂酶A2、磷脂酶B、磷脂酶C和磷脂酶D。在酶法脱胶过程中通常使用的是A型和C型磷脂酶[3]。磷脂酶A1能够特异性酶解磷脂中Sn-1位上酰基[4]。水解产物溶血磷脂相较于一般磷脂具有更好的亲水性,在油脂水化过程中可以快速的吸水膨胀,从而使非水化磷脂从油脂中脱除。
然而,在使用酶脱胶技术过程中发现,磷脂酶的纯度以及酶解终点难以判断,使油脂酸价升高,酶解效率低,因此在油脂精炼过程中需要不断检测和调控大豆油中的磷脂含量。传统的检测方法是在实验室进行化学分析,检测速度较慢、成本较高、易受到人为和实验环境的影响、易污染环境,更不利于在线检测和调控[5]。
电化学分析技术由于具有快速检测、结果准确和易于实现在线检测等优点[6-7],近年来在食品安全领域得到广泛应用。Yang等[8]成功的将胆碱氧化酶(ChOx)和辣根过氧化物酶(HRP)固定在碳糊电极上用于人血清样品中PC的检测,Li等[9]使用聚吡咯修饰电化学传感器电极来测定游离脂肪酸的含量,与传统滴定法相比,线性电位伏安法无需预处理,且灵敏度和准确度更高;王丽然等[10]以壳聚糖为固定材料制备了HRP传感器,用于测定植物油过氧化值,研究表明,传感器法在灵敏度和准确度优于国标碘量法。
本项目为在油脂加工生产过程中达到对磷脂含量的快速检测和实施调控,采用丝网印刷电极(SPE),用交联剂将HRP和ChOx依次交联到修饰SPE表面,制备双酶SPE。并将所制备的双酶SPE用于生物精炼大豆毛油中磷脂含量的检测,从而判断生物精炼反应的进程,以保证生物酶的适度精炼,减少化学试剂的使用,提高了大豆油脂产品的安全性。
1 材料与方法
1.1 材料
一级大豆油,九三粮油工业集团有限公司;磷脂酶D(168 U/mg)、胆碱氧化酶(18 U/mg)、辣根过氧化物酶(265 U/mg)、磷脂酰胆碱(99%),上海源叶生物有限公司;壳聚糖,分析纯,郑州东达化工产品有限公司;戊二醛(0.5 wt%),生物试剂,上海五联化工厂;硫堇,分析纯,国药集团化学试剂有限公司;丝网印刷电极(丝网印刷电极为工作电极,饱和甘汞电极为参比电极,铂电极为辅助电极),EI3002,南京中科电极有限公司;磷脂酶A1(PLA1),诺维信(中国)生物技术有限公司,酶活性8 420 U/mL;Triton-X100,上海西唐生物科技有限公司。
1.2 仪器与设备
电化学工作站,CHI660D型,上海辰华仪器公司;高效液相色谱仪,Waters1525型,美国waters公司;Φ 1 300 mm × 1 500 mm酸反应罐;3个Φ 2 000 × 2 500 mm酶反应罐;PX70型自清式离心机,进油量3 500 kg/h,转数7 000 r/min;脱臭塔200 t/d。
1.3 样品处理
以大豆粉末磷脂、磷脂酶D及1%Triton-X100作为乳化剂,加入一定量至一级大豆油中,制备磷脂含量不同的混合大豆油样品,用于验证双酶SPE对卵磷脂(PC)的电响应性和含量测定的准确性。
利用制备的双酶SPE和高效液相色谱对制备的大豆毛油卵磷脂含量以及生产车间中脱胶油进行检测。大豆毛油经浸出车间水化脱胶后,磷脂含量为5 460 mg/L,酸值(KOH)为2.8 mg/g,过氧化值4.7 mmol/kg,水分及挥发物0.97%。
1.4 双酶SPE的制备
取浓度为4 U的辣根过氧化物酶(HRP)溶液6 μL滴涂到壳聚糖修饰过的SPE表面,滴加5 μL戊二醛于电极表面,37 ℃下交联30 min,然后用PBS缓冲液清洗电极表面。再取3 μL壳聚糖/乙酸溶液滴于HRP电极表面,静止干燥。再在SPE上滴加10 μL浓度为3 U的胆碱氧化酶(ChOx),待表面成薄膜状时滴加5 μL戊二醛于电极表面,37 ℃下交联30 min,得到双酶SPE。其反应机理如下所示:



1.5 测定方法
水分及挥发物含量的测定,参照GB/T 5528—2008;不溶性杂质含量的测定,参照GB/T 15688—1985;酸值的含量,参照GB/T 5530—2005;过氧化值含量的测定,参照GB/T 5538—2005测定;三氯丙醇酯含量的测定,参照AOCS Cd 29a-13,并测定油脂中反式脂肪酸的含量[11]。
2 结果与讨论
2.1 磷脂循环伏安曲线
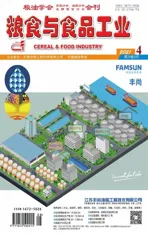
在电位扫描范围为-0.6~0.8 V,扫描速度为0.01 V/s的条件下,通过循环伏安法扫描,得到磷脂浓度不同的大豆油样品的循环伏安曲线,如图1所示。
图1 不同浓度磷脂的循环伏安曲线
在反应过程中,PC经PLD酶解后获得胆碱,胆碱在ChOx催化作用下生成H2O2,H2O2再被固定的HRP还原,进而氧化态的HRP与溶液中电子媒介体硫堇之间发生电子转移,最终TH+在电极表面得到电子被还原,从而产生了还原电流,实现了双酶SPE对PC的电化学响应。
2.2 双酶SPE检测大豆毛油中PC的含量
利用双酶SPE检测所制备的磷脂含量不同的混合大豆油样品,在电压-0.5~0.5 V范围内,对采集的原始电化学数据分别利用Savitzky-Golay平滑滤波和db N系列小波进行去噪处理,然后再分别利用还原峰电流与磷脂含量直线拟合、主成分回归、偏最小二乘回归和支持向量机回归4 种方法建立校正回归模型。采用方波伏安法(SWV)和HPLC检测大豆毛油中PC含量、RSD及加标回收结果见表1。

表1 检测大豆毛油中PC含量的检测结果
由表1可见,所制备的磷脂含量不同的混合大豆油样品中PC的含量分布较合理,具有一定梯度。对双酶SPE进行方波伏安扫描,测定大豆毛油中PC的含量,获得各组分的加标回收率在96.71%~106.19%之间,都控制在90%~110%范围内,相对标准偏差都小于5%,说明采用SWV测定大豆毛油中PC含量的可行性高。在油脂脱胶车间现场检测大豆毛油中磷脂含量,在电压-0.5~0.5 V范围内,用SWV和HPLC检测大豆毛油中磷脂含量、RSD及加标回收结果见表2。

表2 检测大豆毛油中磷脂含量的检测结果
由表2可以看出,对双酶SPE进行方波伏安扫描,测定大豆毛油中磷脂的含量,获得各组分的加标回收率在96.42%~106.30%之间,都控制在90%~110%范围内,相对标准偏差都小于5%,说明采用SWV测定大豆毛油中磷脂含量的可行性高,可以满足实际检测要求。
2.3 大豆毛油生物脱胶效果
将油脂加热至55 ℃,通过定量泵向纯水化脱胶后的大豆毛油中加入45%的柠檬酸溶液,经高速混合后,加入磷脂量的3%热软水经静态混合后,加入 NaOH 溶液及30 mg/kg 油的PLA1,经高速混合后将油泵入酶反应罐搅拌反应2.5~3.0 h,经离心分离得到酶法脱胶油,利用电化学生物传感器,对样品的磷脂含量进行快速检测,当磷脂含量低于500 mg/L后,进入下一工序。经脱酸、脱色、脱臭等得到精炼后大豆油其质量如表3所示。

表3 精炼大豆油主要指标
从表3中可以看出,大豆油中TFAs为0.23%,缩水甘油酯97 μg/kg,三氯丙醇酯甾醇213 mg/kg,符合一级大豆油标准,说明生物精炼及适度加工减少了化学精炼过程中的化学试剂使用量,生物精炼提高油脂精炼率,电化学生物传感器可瞬时检测大豆毛油中的残磷量,保证产品的质量。
3 结论
将胆碱氧化酶(ChOx)和辣根过氧化物酶(HRP)固定在丝网印刷电极上,开发出电化学生物传感器,可瞬时检测大豆毛油中的残磷量,采用双酶SPE检测大豆毛油中PC、磷脂的含量,相关性较好,电化学生物传感器替代实验室检测残磷量的方法,实时控制酶反应终点,避免了生物酶的过度酶解,减少了化学试剂的使用量,避免了磷脂高温热聚变反应。经后续适度加工后,大豆油质量达到一级大豆油的标准,提高了产品的核心技术含量,符合我省深度开发“原字号”延伸传统优势产业链条的要求。