基于CGA-RBF的刀具寿命预测方法研究
2021-08-19丁传东王丽婧
丁传东,王丽婧,李 腾
(齐齐哈尔大学,黑龙江 齐齐哈尔 161006)
0 引言
精密及超精密数控机床,是一种高效率、高精度、高自动化的加工设备,在使用过程中存在较多因素影响其精密加工性能。而刀具作为制造加工过程中的关键组件,其寿命只有50%~80%被合理利用。因此,掌握刀具的使用寿命情况对提高机床加工精度及生产效率至关重要[1,2]。
王国锋等[3]针对刀具剩余使用寿命预测问题,将深度学习与混合趋势粒子滤波相结合,并应用于刀具剩余使用寿命预测,该方法具有较高的实时性与预测精度。李浩平等[4]针对刀具寿命预测中存在的较多影响预测精度的问题,运用自适应遗传算法来优化网络的光滑因子,利用广义回归神经网络构建刀具寿命预测模型,验证表明该方法具有不错的预测效果。曾晓雪等[5]将混沌理论引入到PSO-BP神经网络算法中,构造一种基于混沌粒子群算法优化BP神经网络的刀具寿命预测模型。Wang P等[6]提出了一种贝叶斯方法,将加工过程中测量到的振动数据与刀具磨损状态相结合,对刀具的磨损情况进行预测。
本文针对刀具寿命预测方法展开研究,构建了基于混沌遗传算法优化的RBF(Radial Basis Function,RBF)神经网络刀具寿命预测模型。提高了RBF神经网络的泛化性能,能够迅速将刀具寿命曲线收敛于实际值,从而提高了刀具寿命预测的效果。
1 基于CGA-RBF网络结构
在构建刀具寿命预测模型时,将刀具直径、铣削深度、切削速度、切削宽度、每齿进给量、刀齿数6个影响指标作为寿命预测模型的输入层[7]。选取刀具寿命为模型的输出层。其网络结构如图1所示。
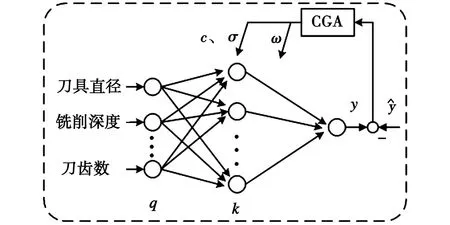
图1 CGA-RBF神经网络结构图
每个个体的编码分别对应RBF神经网络中的参数包括:高斯函数的中心c、基宽向量σ、隐含层到输出层的网络权值ω。参数c、σ及ω通过混沌遗传优化算法进行组合寻优确定,从而使目标函数达到最优化。将寻优的网络参数看作为一个个体,个体表示为
x=(c,σ,ω)
(1)
每个个体中的参数分别表示为
c=(c1,c2,…,ck)
σ=(σ1,c2,…,ck)
ω=(ω1,ω2,…,ωk)
(2)
式中,k为网络隐含层节点数。
2 混沌遗传算法
本文将混沌映射引入到遗传算法中弥补其存在的收敛速度慢和全局搜索能力不强的问题,提高了算法的综合性能。
2.1 遗传算法
2.1.1 种群编码及其初始化
采用实数编码并使用混沌映射产生初始种群,初始种群规模N,终止进化代数T,交叉概率Pc,变异概率Pm。
2.1.2 适应度函数
本文将遗传算法应用于RBF神经网络的训练,以提高神经网络的泛化性能为目的,将实际输出与理想输出的均方误差作为目标函数进行计算。适应度函数为目标函数的倒数。
取目标函数J与适应度函数f为
(3)
(4)

2.1.3 遗传操作
(1)选择。釆用比例选择算子,即常用的轮盘赌法按公式来选择优良个体。
(2)交叉。交叉算子就是将两个父代个体中的部分基因通过替换加以重新组合而产生新的个体。
(3)变异。变异就是当代物种个体中的部分个体由于其部分结构发生变异而产生新个体的过程。
2.2 混沌优化算法
选用Logic混沌映射随机数生成器,其递推公式为
zn+1=μzn(1-zn)(n=0,1…)
(5)
式中,zn是混沌变量的初始值;μ为控制参量,当μ=4时,生成的混沌变量zn+1序列处于全混沌状态。
2.2.1 迭代产生混沌变量

(6)
式中,c,d是映射常数。
2.2.2 第一阶段的搜索



2.2.3 第二阶段的细搜索

2.3 混沌遗传算法优化步骤
Step1:利用迭代产生混沌变量产生一组初始个体构成初始种群,并评价每一个个体的适应度;
Step2:判断算法收敛条件是否满足,若满足则输出搜索结果,否则,则行以下步骤;
Step3:根据适应度大小,采用轮盘赌法的方式对种群进行选择操作;
Step4:按照交叉概率Pc执行交叉操作;

Step6:返回Step2,直到满足收敛条件,输出满意解。
3 刀具寿命预测模型性能验证
利用Matlab软件建立基于CGA-RBF、GA-RBF及RBF网络的预测模型。并对三种算法预测的准确性进行对比分析,参数设置如下。
CGA:初始种群规模Qmax=50,终止进化代数T=100,交叉概率Pc=0.6%,变异概率Pm=0.05%。
RBF神经网络结构:输入层q=6,隐含层k由减聚类算法确定,输出层仅有一个神经元节点。
性能验证样本所用的刀具材料为MCKNL75°复合式外圆车刀,采用45号钢的工件材料;加工方式为车外圆;加工要求为粗车。以数控车间车刀刀具实际寿命数据为样本,选取40组数据进行神经网络训练和网络性能验证使用。
训练完成后,用验证数据集对模型的预测精度进行检验,基于CGA-RBF、GA-RBF及RBF网络的预测模型的刀具寿命预测结果如图2所示。

图2 刀具寿命预测结果
为更好地反映出三种预测模型性能的实际情况,选用绝对误差的平均值MAE及平均绝对百分比误差MAPE作为预测性能的评价指标,MAE、MAPE的计算公式为
(7)
(8)
由刀具寿命预测结果对CGA-RBF、GA-RBF及RBF网络的预测模型性能进行比较,如表2。

表2 三种预测模型性能比较
从表中的数据可知,CGA-RBF模型预测结果的MAE较RBF模型减小了51.0%,较PSO-RBF模型减小了30.5%,并且MAPE也分别减小了47.8%和26.7%。比较分析结果表明本文所提出的采用的CGA算法的RBF网络,能更好地拟合真实的刀具寿命曲线,在刀具寿命预测上能达到更好的预测精度。
4 结论
本文以机床主要部件之一的刀具为研究对象,提出了一种将CGA与RBF神经网络相结合的刀具寿命预测模型,并进行性能验证。验证结果表明该预测模型具有较高的预测精度。从而能够提高刀具的利用率,减少刀具的额外损耗,节省数控加工的成本。