一种三重刺网合成设备的设计与应用
2021-08-17朱金达高思齐牛虎利崔洪斌刘庆磊
朱金达 高思齐 牛虎利 崔洪斌 刘庆磊
(河北科技大学,河北石家庄,050018)
近30年来,黄海渤海地区的皮皮虾和梭子蟹等经济甲壳类动物因其具有较好的商业品质和较高的市场价格,被渔民们争相捕捞。三重刺网对甲壳类动物具有较强的捕捞能力,且捕捞作业成本低,捕捞技术要求简单,对渔船装备的要求也比较低,因此被中小渔船广泛采用。由于频繁地捕捞作业和甲壳类动物易使渔网缠绕,渔网的完整性容易被破坏,导致渔民对渔网的需求量剧增[1⁃4]。
目前三重刺网的合网制作仍然是依靠手工操作来完成,人工合网效率低、劳动强度大并且生产成本高。为了提高三重刺网生产效率,实现自动化生产,本研究设计了一种三重刺网合成设备,代替人工完成合网操作,从而提高生产效率,降低生产成本,满足生产需求。
1 三重刺网合成设备的总体方案设计
1.1 三重刺网合网工艺
经调研发现,渔民使用的三重刺网主要是由单层渔网合成,渔网参数示意图如图1所示,渔网原料参数如下。

图1 渔网参数示意图
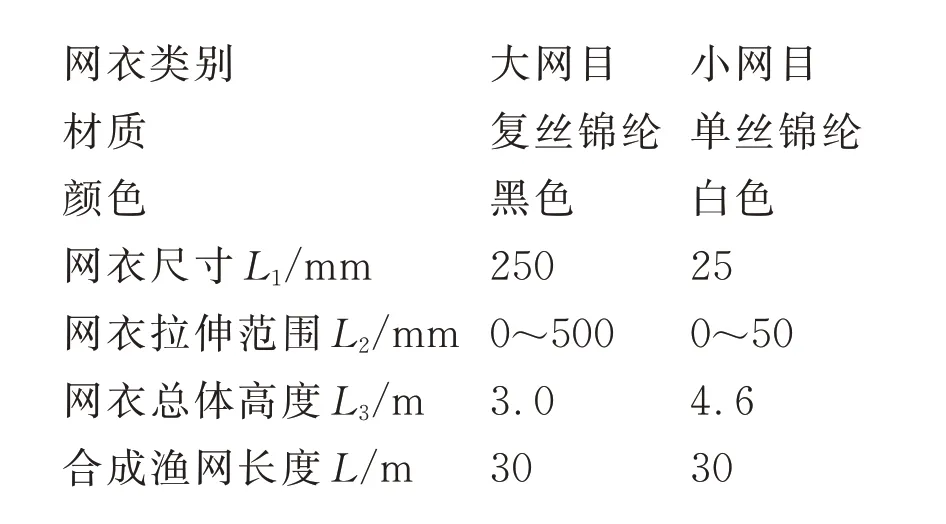
网衣类别材质颜色网衣尺寸L1/mm网衣拉伸范围L2/mm网衣总体高度L3/m合成渔网长度L/m大网目复丝锦纶黑色2500~5003.030小网目单丝锦纶白色250~504.630
三重刺网的合网工艺要求如图2所示。其中,杆1、杆2、杆3为储料杆,杆4为汇总杆。首先将两条大网目网衣的上纲网眼分别穿在杆1和杆3上,将小网目网衣的上纲网眼穿在杆2上。按照合网要求比例1∶18进行合网任务(即1个大网目网衣网眼对应18个小网目网衣网眼),分别取杆1和杆3上的一个大网目网衣网眼挂在杆4上,然后取18个杆2上的小网目网衣网眼挂在杆4上,循环执行此动作直至大、小网目网衣均从杆1、杆2、杆3上挂在杆4上,完成三重刺网合网工作。
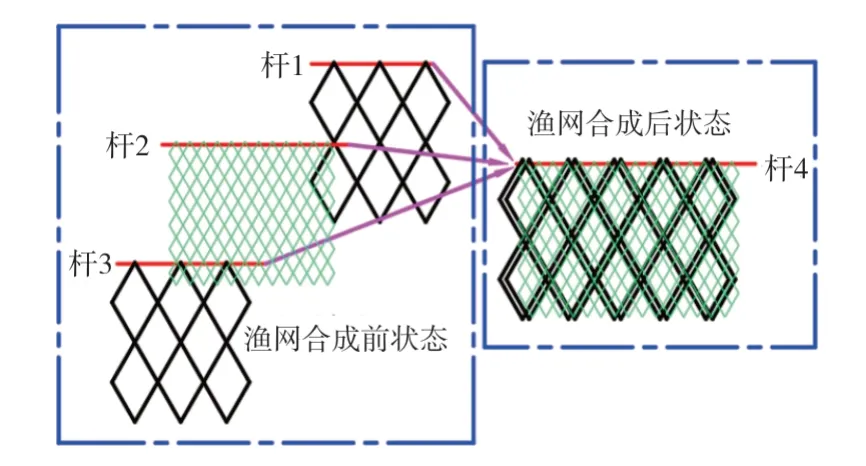
图2 三重刺网合网方式示意图
1.2 三重刺网合成设备方案设计
三重刺网合成设备采用双工位对称布局与首尾同时加工的方式进行三重刺网的合成,总体布局如图3所示。主要合网流程为人工将渔网挂在储料杆上,再经过渔网合成输送钩将三条单网分别定量运送到汇总杆上,最终将已经合成的渔网取下,并把等待加工的渔网挂好整理好,完成一次工作循环。

图3 总体布局
双工位与首尾同时加工的方案采用双工位人员辅助工作与机器合成工作分离执行的方式,优点在于双工位设计避免人机工作互相干扰,且充分利用了劳动者的时间,对称布局同时进行渔网上下纲合成,提高合网效率,且使合成任务衔接紧密。
双工位加工布局如图4所示。机器在工位2进行合网工作时,工人将工位1上已经合成的渔网取下,并把等待加工的渔网挂好整理好,当机器将工位2上的渔网合好后自动换位,再去已经做好准备工作的工位1,以此类推反复进行三重刺网的合成工作。

图4 双工位加工布局
三重刺网拥有上下纲,需要将渔网的上下两部分都进行合网任务,由于渔网在合成过程中中间部分不需要其他的操作,所以采用对称布置,如图5所示。
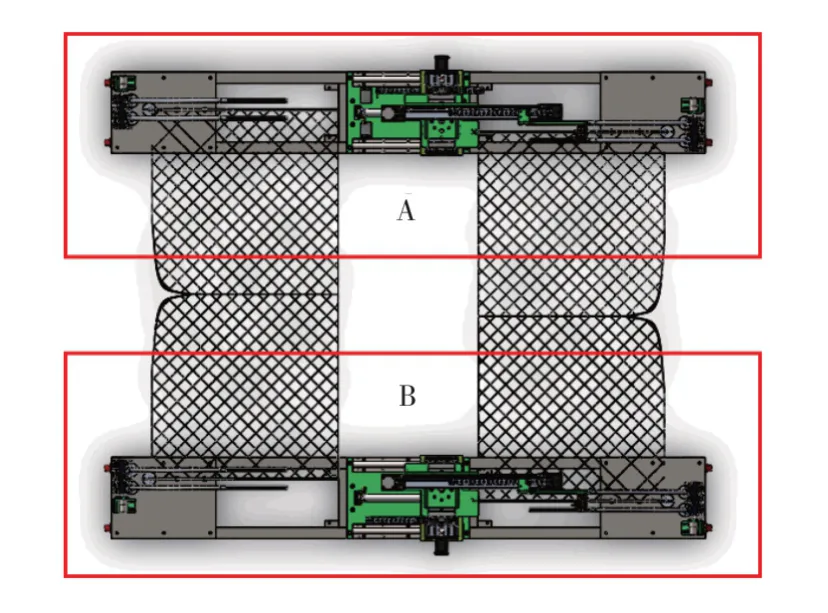
图5 首尾同时加工布局
将两个相同的渔网合成装置相隔1 m对称放置,如A区域和B区域,既能保证渔网处于松弛状态,也能预留出足够的工人操作空间,同时也减小机器所占空间,提高机器合网效率。
1.3 合网运动工作原理
合网运动工作原理如图6所示。人工将渔网挂在储料杆上并将渔网一端挂在储料杆右侧的凸起上,渔网合成输送钩沿着轨迹a→b→c→d→e→f→g→h运动,在此过程中,完成渔网状态从最初在储料杆上均匀散布到最后定量运送到合网杆上。a过程让输送钩进入凹槽,然后b过程直线运动将散布渔网推至凸起处让渔网进入输送钩凹槽,c过程将渔网抬起,d过程跨越凸起和汇总杆,在此过程开始时输送钩张开,让渔网网眼可以套在汇总杆上,e过程和f过程输送钩下降并后移,依靠汇总杆上的凹槽和输送钩的闭合使渔网退出输送钩,g和h过程为复位过程,返回下一次动作起始点,这一系列动作的执行可以完成渔网在3个储料杆与汇总杆之间的交接。

图6 渔网合成原理图
2 试验数据分析及工艺参数确定
2.1 储料杆工艺参数确定
由于渔网属于柔性材料,易缠绕,在进行合网工作之前首先需要把渔网均匀散布在储料杆上,以便进行渔网网目数目的确定进而保证合网质量,机器通过传感器实现渔网散布的功能比较麻烦,因此本设计选择从储料杆的整体状态、截面形状、表面光洁度、弧度着手解决问题,尽量让渔网在储料杆上通过机械结构完成均匀散布。
通过对渔网储料杆的整体形状对比,发现在水平、竖直以及弧度杆这3种整体形状中,弧度杆最符合设计要求,设计的弧度杆如图7所示。
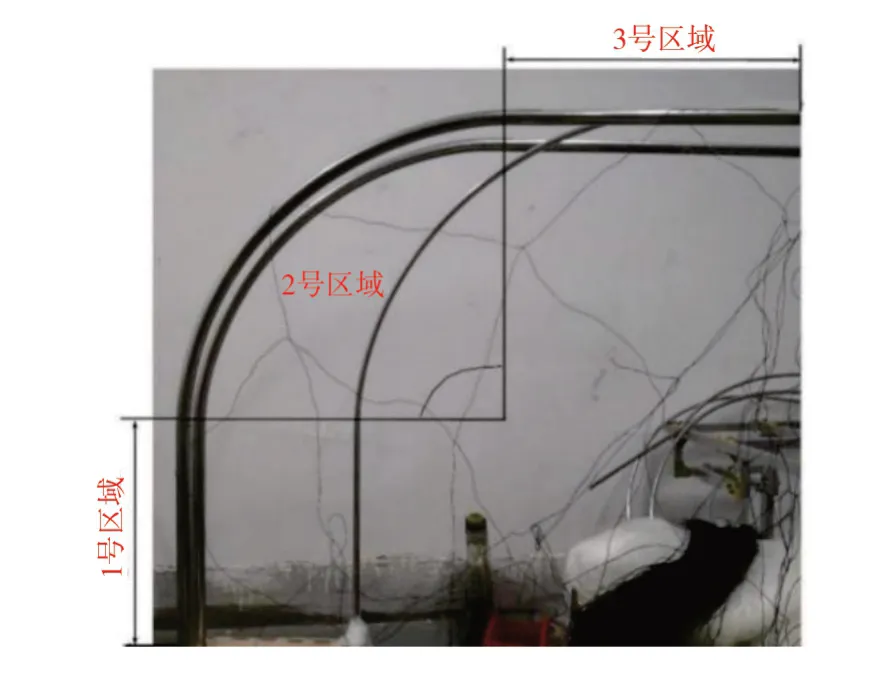
图7 弧度储料杆上的渔网状态
利用弧度杆的竖直杆段(1号区域)进行渔网散布,渔网滑过弧度杆段(2号区域)赋予其一定的张紧力,使渔网在水平杆段(3号区域)时散布更加均匀且网目张开大小均匀,有利于渔网网目的确定,并且增加了输送钩的下钩空间,有利于三重刺网合网工作的顺利进行。并且弧度杆进行渔网散布,机构整体高度降低,可操作空间增加,有利于机械设备的调整及工人上下网等辅助工作的开展。
试验发现影响渔网储料杆均匀散网功能的因素还有杆的截面形状、截面尺寸、弧度半径、材料表面光洁度等。因此通过使用不同的材料、不同折弯半径进行测试获得试验数据,见表1。
表1 不同渔网储料杆材料、截面形状等试验效果对比
通过数据和试验效果综合分析,两种储料杆都应使用材料为8镍18铬的圆形截面不锈钢管,小网目渔网使用的不锈钢钢管直径为9.5 mm,弧度弯曲半径为350 mm;大网目渔网使用的不锈钢钢管,直径为19 mm,弧度弯曲半径为400 mm。
2.2 汇总杆工艺参数确定
汇总杆用于渔网合成的主要杆之一,主要是接收来自渔网输送钩送来的渔网,3份渔网交错汇聚在汇总杆上,实现三重刺网合网要求。
为方便实现输送钩上的渔网退下且渔网挂在汇总杆上,设计如图8所示的结构,使用直径为10 mm的8镍18铬圆形不锈钢钢管,开出宽6 mm的凹槽。在使用时,当渔网完全套在汇总杆时,输送钩闭合从凹槽内后退,让凹槽两侧凸起挡住渔网后退,使渔网与输送钩分离,此时渔网依靠重力下落,不影响下次渔网的交接。

图8 汇总杆结构示意图
2.3 输送钩工艺参数确定
输送钩是三重刺网自动合成设备的关键部件,是直接与渔网接触的执行部件,直接决定渔网合网质量。经过手工模拟设备动作试验,发现输送钩需要保证渔网在杆上滑动时不相对于输送钩旋转(即避免出现菱形渔网网目拉直对角,使下一渔网网目脱离合网点),经过试验最终选择如图9所示的输送钩状态。

图9 三维软件构建输送钩
试验时使用电火花线沿路径切割1 mm厚的弹簧钢板,将切好的输送钩黏连在镊子上,模拟机械末端开合运动,如图10所示,渔网在挂往汇总杆时利用开合运动使渔网张开,便于将渔网挂在汇总杆上。

图10 试验使用输送钩
3 三重刺网合成设备实物样机试验
机械设备的运动实现如图11所示。主合网机构含有6个运动,包含5个直线运动和1个回转运动。1号直线运动和3号回转运动实现对工位1与工位2之间的加工转换;2号直线运动主要实现输送钩与待合成渔网储料杆的对位;4号直线运动与5号直线运动实现输送钩图6的a→b→c→d→e→f→g→h的运动;6号直线运动实现渔网输送钩的开合动作。
图11 三重刺网合成机构实物样机
三重刺网的人工合网效率为80 m/h,使用三重刺网实物样机进行渔网合成试验,经过大量试验得出该设备的平均合网效率为110 m/h,并且一个熟练工人可以同时操作4台合网设备,所以使用合网设备后合网效率可以提高将近5倍,大大提高了合网速度,降低了合网成本。
4 结论
三重刺网合成设备是针对渔业普遍使用的三重刺网进行单层渔网合成加工为三重刺网的设备,满足人工合成向机械合成发展的要求,解决了目前人工合网效率低、劳动力缺乏、三重刺网供不应求的情况,解放了劳动力,提高了生产效率,同时提高了生产质量;且该设备适应性强,可以自动识别故障及调整合网比例,可以完成多种型号的三重刺网合网任务,为社会的渔业发展提供了便利。
