CO2激光对涤纶织物的亲水改性研究
2021-08-17张瑞萍
何 杨 张瑞萍
(南通大学,江苏南通,226019)
涤纶在生活中应用广泛,但由于聚酯分子结构中缺乏亲水性基团,造成织物亲水性差,穿着不舒适[1⁃2]。传统的湿法亲水处理工艺需要消耗大量的水、能源和化学品,增加废水排放,且织物上还会残留整理剂[3]。当前纺织印染生产对节能减排、绿色安全的要求越来越高,因此,开发清洁化纤维改性技术具有重要意义。
激光技术作为一种干态的、非接触、无污染的处理方法,操作简单,可以通过计算机精确控制。使用激光处理纤维时,通过刻蚀和氧化作用,增加织物表面亲水性基团,从而提高织物的亲水性[4⁃5]。目前,大多数研究选用紫外激光对织物进行改性,对CO2激光在涤纶改性中的研究和应用还相对较少。本研究采用CO2激光对涤纶织物进行亲水改性,分析激光功率、速度、步距等参数对改性效果的影响,为开发清洁化生态亲水型舒适涤纶面料提供参考。
1 试验部分
1.1 材料及仪器
材料:涤纶针织物(单位面积质量224.6 g/m2)。
仪器:CM⁃L1290型激光雕刻机(上海创鸣激光设备厂),电子天平(奥豪斯仪器常州有限公司),HH⁃S型水浴锅(浙江省余姚市检测仪表厂),S⁃3400N型扫描电子显微镜(日本日立公司),WSB⁃3A型智能式数字白度仪(温州大荣纺织仪器有限公司),Speclmm GX型傅里叶红外光谱仪(美国PE公司),YG(B)031S型弹子顶破强力机(温州大荣纺织仪器有限公司),OCA15EC型接触角测量仪(德国Dataphysic公司),Bruker⁃AXS APEX2型X射线衍射仪(德国布鲁克公司)。
1.2 涤纶织物激光改性方法
打开激光雕刻机,放入待处理布样,利用控制软件Power Cut4311将设计好的参数信息传递给激光雕刻机,完成激光改性,将处理好的织物放入密封袋中以备后续使用。激光处理参数为:激光功率3 W~7 W,激光速度50 mm/s~200 mm/s,激光步距0.1 mm~0.4 mm。
1.3 测试方法
1.3.1 亲水性测试
滴水扩散时间。按照GB/T 21655.1—2008《纺织品吸湿速干性的评定第1部分:单项组合试验法》,测试织物的滴水扩散时间。
接触角。利用接触角测量仪测试去离子水在织物上的左接触角和右接触角,计算平均值[6]。
1.3.2 表观形貌及元素分析(SEM和EDS)
将待测织物喷金,用扫描电子显微镜观察织物的表面形态,并测定样品表面的元素含量[7⁃8]。
1.3.3 红外光谱分析(IR)
将待测织物烘干,使用傅里叶红外光谱仪在4000 cm-1~500 cm-1扫描范围内测试。
1.3.4 X射线衍射分析(XRD)
用X射线衍射仪测定纤维结晶度。主要测试条件为:Cu靶,λ=1.54056×10-10m,电压40 k V,电流20 mA,步宽0.02°,扫描速度10°/min,2θ范围为5°~80°,通过jade软件采用衍射曲线拟合分峰法计算试样的结晶度(X c)。
1.3.5 白度测试
利用智能式数字白度仪测试激光处理前后涤纶织物的白度,测4次取平均值。
1.3.6 顶破强力测试
按照GB/T 19976—2005《纺织品 顶破强力的测试钢球法》测试激光处理前后涤纶织物的顶破强力。
2 结果与讨论
2.1 激光处理工艺对涤纶织物亲水性的影响
2.1.1 激光功率对涤纶织物亲水性的影响
采用3 W~7 W的激光功率、200 mm/s的激光速度和0.4 mm的激光步距对涤纶织物进行激光处理,织物的滴水扩散时间、接触角和白度测试结果见表1。
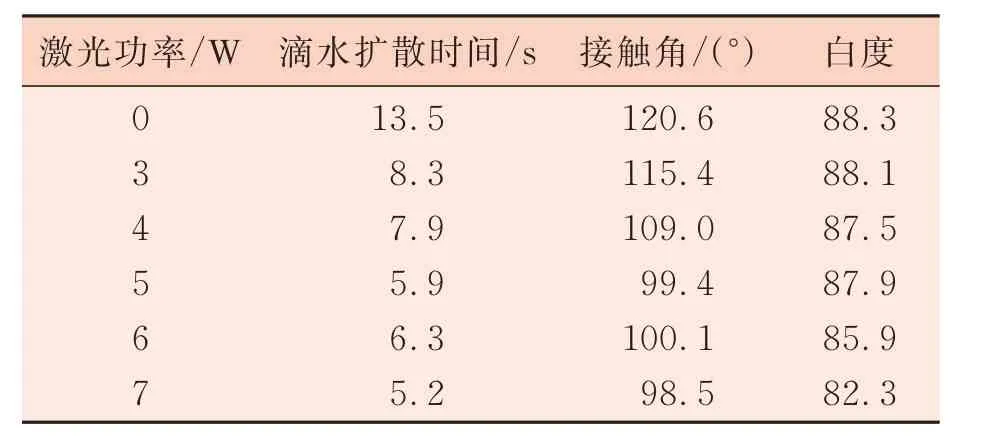
表1 不同激光功率处理后涤纶织物的亲水性和白度
从表1可以看出,随着激光功率的增加,织物的滴水扩散时间和接触角呈下降趋势,说明亲水性提高。这是由于激光改性后大分子链段断裂生成新的自由基,空气中的氧与大分子链上的各个自由基发生反应生成最终产物羧基。当激光功率为6 W时,滴水扩散时间和接触角略微增加,这可能是由于激光对涤纶的烧蚀作用使织物表面产生低聚物和固体碎片等小分子产物,导致亲水性下降。随着功率增加至7 W,滴水扩散时间和接触角降低,这是由于随着激光强度的进一步增加,激光对涤纶改性作用增强,部分涤纶纤维发生熔断,造成面料孔隙变大,织物变薄。另外,功率为7 W的激光改性织物,手感变差,白度和强度下降明显。因此,综合亲水性和纤维损伤情况,选择激光功率为5 W。
2.1.2 激光速度对涤纶织物亲水性的影响
改变激光速度(50 mm/s、100 mm/s、150 mm/s、200 mm/s),采用激光功率5 W、激光步距0.4 mm对涤纶织物进行激光处理,织物的滴水扩散时间、接触角和白度测试结果见表2。

表2 不同激光速度处理后涤纶织物的亲水性和白度
激光速度也是影响织物亲水性的重要参数,速度越慢,激光作用时间越长,速度越快,作用时间越短。从表2可以看出,随着速度由50 mm/s增加到200 mm/s,织物的滴水扩散时间增加,由3.0 s增加到5.9 s,接触角由93.9°增加到99.4°,这是由于速度增加,改性时间降低,引入羧基减少,亲水性变差。当速度为50 mm/s、100 mm/s时亲水性较好,白度基本不变,但织物变薄,手感粗糙。因此,综合考虑亲水性和纤维损伤情况,选择速度为150 mm/s。
2.1.3 激光步距对涤纶织物亲水性的影响
改变激光步距(0.1 mm、0.2 mm、0.3 mm、0.4 mm),采用激光功率5 W、激光速度150 mm/s对涤纶织物进行激光处理,织物的滴水扩散时间、接触角和白度测试结果见表3。

表3 不同激光步距处理后涤纶织物的亲水性和白度
激光步距是指激光平行扫描两条直线间的距离,步距越小,激光作用密度越大,改性作用越强,反之改性作用越弱[9]。从表3可以看出,随着激光步距由0.1 mm增加到0.4 mm,织物的滴水扩散时间、接触角呈上升趋势,由2.5 s增加到3.6 s,接触角由80.4°升至100.3°。这是由于步距越大,改性作用越弱,引入羧基越少,亲水性越差。当步距低于0.3 mm时,织物亲水性较好,白度基本不变,但孔隙率变大,纤维损伤较为严重。因此,综合考虑亲水性和纤维损伤情况,选择步距为0.3 mm。
综上,优化的激光改性工艺参数为:激光功率5 W,激光速度150 mm/s,激光步距0.3 mm。处理后织物的滴水扩散时间为3.9 s,接触角为98.3°,白度86.5。
2.2 激光改性织物的扫描电镜及EDS分析
采用5 W和7 W的激光功率、150 mm/s的激光速度和0.3 mm的激光步距对涤纶织物进行激光处理,利用扫描电镜观察织物改性前后的表面形态,电镜照片见图1。
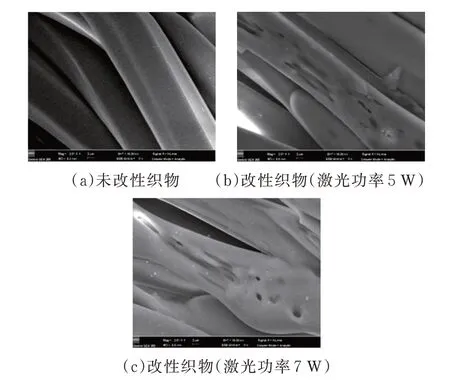
图1 激光改性前后涤纶织物表面形态
从图1可以看出,未经过激光处理的涤纶纤维表面光滑,经激光处理后,涤纶纤维表面变得粗糙,当功率为5 W时,纤维表面产生了刻蚀,当激光功率增加到7 W时,纤维表面发生熔融。这是因为在光化学反应与热效应协同作用下,激光辐照引起聚合物表面发生刻蚀,随着激光功率的增加,这种现象越明显[10]。
用EDS分析元素变化,测得未经CO2激光处理的纤维表面C和O的质量相对含量分别为80%和20%,O/C质量相对含量比值为25%;当激光功率为5 W时,C的含量下降到78.1%,O的含量增加到21.6%,O/C质量相对含量比值增加至27.7%;当激光功率为7 W时,C的含量下降到75.3%,O的含量增加到24.5%,O/C质量相对含量比值增加至32.5%。结果表明:经过激光处理后,一些含氧基团(羧基)被引入织物表面从而改善其亲水性[11⁃12]。据相关文献报道,可能是激光照射后涤纶分子中的酯键断裂生成新的自由基,见图2。
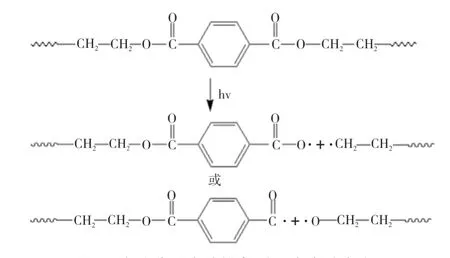
图2 涤纶分子中酯键断裂生成多种自由基
对于上述的自由基,还会发生反应,C元素以CO、CO2的形式从大分子链上逸出,见图3。
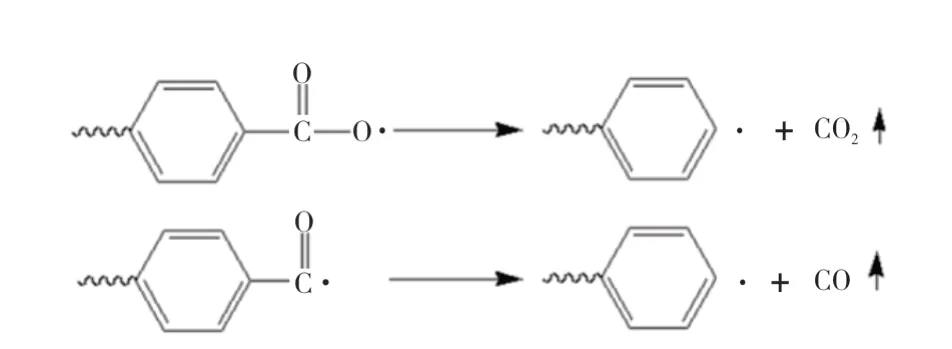
图3 自由基发生的后续反应
同时,随着辐照的继续,产生的各种自由基与空气中的水和氧气反应,在大分子链上生成极性含氧基团(羧基),见图4。

图4 自由基与氧气和水反应
2.3 激光改性织物的红外光谱分析
按照优化工艺对涤纶织物进行激光改性,涤纶纤维原样与激光处理后试样的红外光谱图见图5。图5中,1710 cm-1附近为C=O键的伸缩振动特征吸收峰,1250 cm-1附近为C—O—C基团的伸缩振动特征吸收峰,1020 cm-1处为C—H面内弯曲振动特征吸收峰,876 cm-1附近为苯环C—H的伸缩振动特征吸收峰[13]。改性前后,1710 cm-1处的相对强度基本不变;改性前,1250 cm-1与1710 cm-1处相对强度比值为1.03,改性后比值为0.95,降低了7.77%,说明酯键断裂;改性前,1020 cm-1与1710 cm-1处相对强度比值为1.01,改性后比值为0.91,降低了9.90%,说明改性后C—H键减少,可能是由于亚甲基或亚甲基自由基与空气中的氧气和水反应。
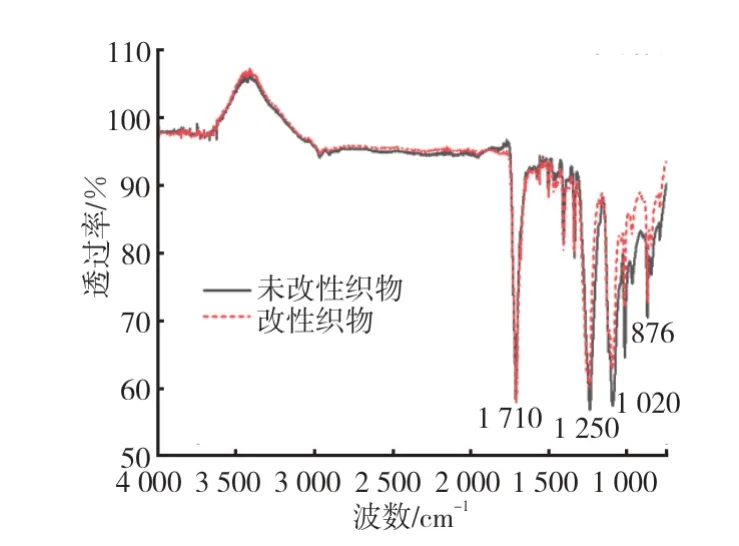
图5 激光改性前后涤纶织物红外光谱图
2.4 激光改性织物的XRD分析
按照优化工艺对涤纶织物进行激光改性,对样品进行X射线衍射测试,并计算结晶度,涤纶织物X射线衍射曲线见图6。
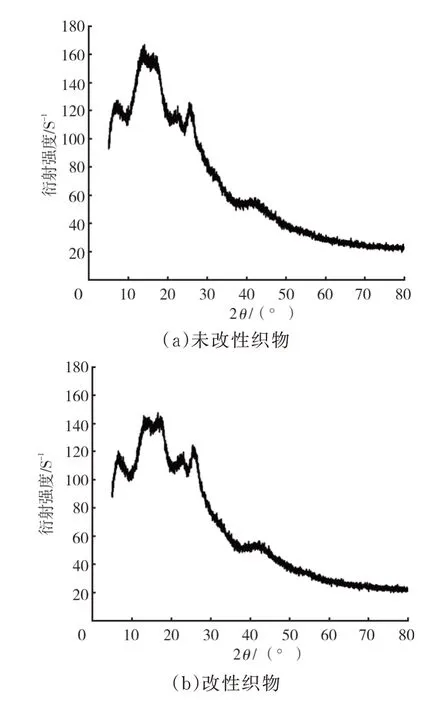
图6 激光改性前后涤纶织物X射线衍射曲线
涤纶织物的主要衍射峰位于2θ=16.4°、22.9°和25.9°处,分别对应涤纶的(010)、(110)和(100)晶面[14]。从图6可以看出,改性前衍射峰位于2θ=7.81°、15.85°、22.09°、25.82°和42.19°处,改性后衍射峰的位置基本没有发生变化。利用jade软件通过衍射曲线拟合分峰法,计算得出涤纶织物的结晶度为43.16%,改性后织物结晶度为38.93%,纤维结晶度有所下降。
2.5 激光改性织物的强力分析
采用3 W~7 W的激光功率、150 mm/s的激光速度和0.3 mm的激光步距对涤纶织物进行激光处理,测试处理前后涤纶织物的顶破强力,结果见图7。
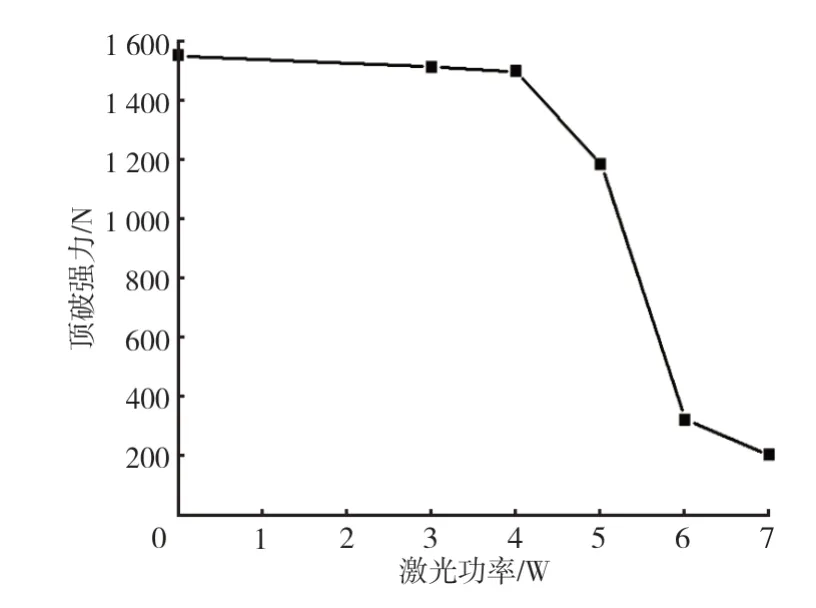
图7 激光功率对涤纶织物顶破强力的影响
从图7可以看出,当激光功率小于4 W时,织物顶破强力变化不大。当激光功率超过4 W时,顶破强力随着激光功率的增加而下降,由未处理时的1548 N下降至200 N,其中,当激光功率为5 W时,强力下降21.71%。这是由于激光引起聚合物表面的变化通常被认为是一个光化学反应与热效应共同作用的结果[15],激光功率过高,能量较高,纤维产生过度的光热降解,引起强力下降。
3 结论
(1)随着激光功率增加,改性涤纶织物的滴水扩散时间和接触角呈下降趋势,亲水性提高;激光速度、步距越大,滴水扩散时间和接触角呈上升趋势,亲水性下降。确定激光对涤纶织物亲水改性的工艺为:激光功率5 W,激光速度150 mm/s,激光步距0.3 mm。
(2)CO2激光处理后涤纶织物的亲水性能得到改善。激光处理后涤纶针织物的滴水扩散时间由13.5 s降至3.9 s,接触角由120.6°降至98.3°;白度基本不变,顶破强力下降21.71%,不影响服用性能。
(3)CO2激光处理使纤维表面产生明显刻蚀;激光改性后纤维表面的O/C质量相对含量比值由未改性纤维的25%增加到32.5%;改性后纤维的C—O—C发生部分断裂,纤维结晶度由43.16%降到38.93%。
