臭氧氧化协同吸收脱硫脱硝技术的工业应用
2021-08-15钟璐胡小吐朱天乐刘勇薛学良
钟璐,胡小吐,朱天乐,刘勇,薛学良
(1.广东佳德环保科技有限公司,广州 510663;2.北京航空航天大学,北京 100083)
烧结过程是钢铁行业最主要的大气污染物排放过程,其烟尘、SO2、NOx和二噁英排放量分别约占钢铁生产总排放量的20%、60%、50%和90%。因此,烧结多污染物减排是钢铁行业大气污染控制的重中之重。河北省颁布的《钢铁工业大气污染物超低排放标准》(DB 13/2169—2018)规定,自2019 年1 月1 日起烧结(球团)的颗粒物、SO2、NOx排放限值分别为10mg/Nm3、35mg/Nm3和50mg/Nm3。
煤电行业的烟尘和SO2超低排放控制技术普遍适用于钢铁烧结烟气,但是烧结(球团)烟气温度低于150℃,不仅火电厂普遍使用的催化剂不适用于烧结烟气,而且近些年研发的中低温SCR 烟气脱硝催化剂在应用于烧结烟气时,也面临加热烟气温度到活性温度窗口必然大量耗能的问题[1,2]。
围绕烧结烟气NOx和SO2的脱除,目前钢铁企业已采用的技术包括活性炭/焦多污染物脱除技术、臭氧氧化-烟气循环流化床半干法烟气多污染物脱除技术和中低温SCR 烟气脱硝-半干或湿法烟气脱硫技术[3,4]。这些技术能够满足超低排放要求,但是运行条件普遍苛刻,较难实现95%的脱除率。此外,还存在类似活性炭消耗大、运行费用高等问题。因此,开发应用新技术迫在眉睫[5]。
本研究开发了钢铁烧结烟气臭氧氧化协同吸收脱硫脱硝超低排放技术,为钢铁烧结烟气脱硫脱硝提供了一条新的途径。
1 臭氧氧化协同吸收脱硫脱硝技术
1.1 技术原理
J-TECH Ⅱ臭氧氧化协同吸收脱硫脱硝技术,采用“臭氧氧化+双级吸收+湿电除尘”的技术工艺。充分结合臭氧的强氧化性与脱硫塔的湿法吸收能力的优势,将NO 深度氧化为NO3、N2O5等易于被吸收的高价态氮氧化合物,并在吸收塔上实现了SO2和NOx同时被吸收剂吸收,达到了同时脱硫脱硝的目的,同步获得了高效脱除二噁英等污染物的效果。
1.2 气相臭氧氧化协同吸收脱硫脱硝关键技术分析
1.2.1 气相构成的影响
1.2.1.1 O3/NO 摩尔比的影响
O3氧化NO 是实现脱硝的前提,但O3投加量越大意味着运行成本越高。因此,确定合适的O3/NO 摩尔比非常重要。本研究先考察了O3/NO 摩尔比对NO 氧化和NOx脱除的影响,结果如图1 所示。

图1 O3 投加量对NOx 去除率的影响
从图1 可以看出,NO 氧化率和NOx去除率皆随O3/NO 摩尔比的增大而提高。当O3/NO 摩尔比为1.5时,NO 氧化已达到100%,CaCO3、Na2CO3、NH3·H2O和CO(NH2)2四种吸收液的脱硝效率均达80%左右;当O3/NO 摩尔比为1.8 左右时,NOx脱除率接近100%。另外,研究还注意到O3/NO 摩尔比对SO2氧化基本无影响,SO2的吸收脱除效率始终维持在98%以上。通过傅里叶红外光谱仪(FTIR)研究了在O3/SO2摩尔比分别为0.6、1.0、1.2、1.5 和2.0 时对SO2的氧化情况,发现与单独通入SO2或单独通入O3时的出峰情况相比,并未有新的峰出现。SO3主峰的出峰在1396cm-1处,对该波长处进行局部放大,没有新的峰出现,因此可以判定SO2与NO 之间不存在竞争氧化。
1.2.1.2 其他气相组分的影响
除了O3/NO 摩尔比的影响,本研究还分别考察了入口NO 浓度、SO2浓度、O2含量对NO 氧化率以及SO2和NOx脱除效果的影响。结果表明,所有实验条件下,SO2脱除效率皆接近100%。NO 氧化率及其氧化产物的吸收脱除效率取决于O3/NO 摩尔比,在150~350mg/m3范围内,只要维持O3/NO 摩尔比不小于1.8 均能实现100%的NO 氧化率和氧化产物脱除效率。入口SO2浓度和O2含量对NO 氧化及氧化产物脱除影响很小。
1.2.2 操作条件的影响
1.2.2.1 吸收液温度的影响
为了模拟工业应用时的吸收液温度,本研究分别采用CaCO3、Na2CO3、NH3·H2O 和CO(NH2)2吸收液,研究了20℃、30℃、40℃、50℃、60℃和70℃条件下NO 氧化和脱硝效率随反应时间的变化趋势,结果如图2 所示。
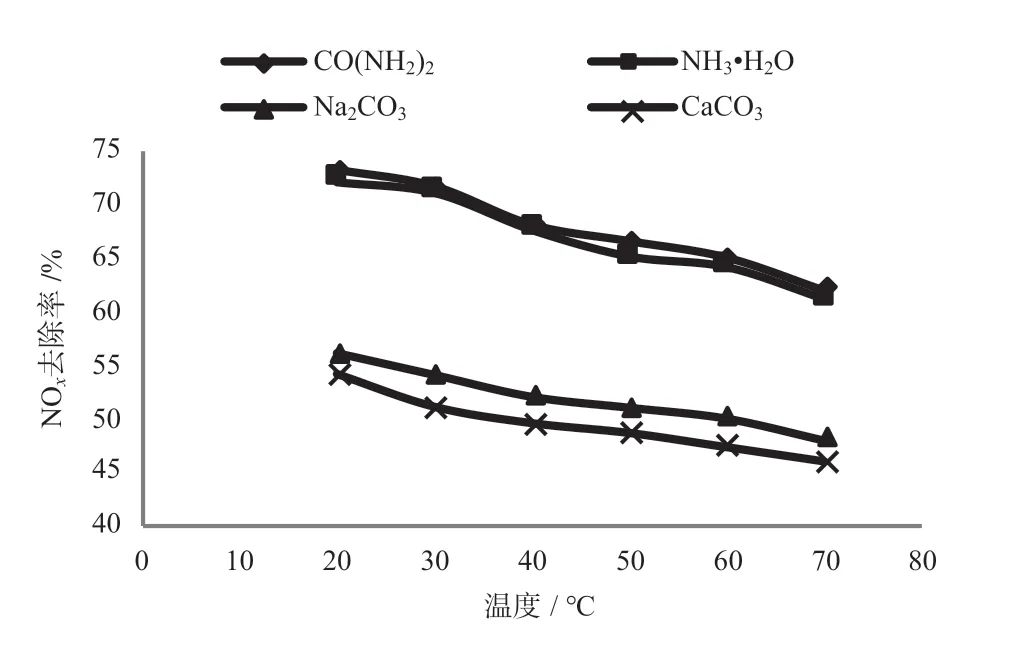
图2 吸收液温度对NOx 去除率的影响
由图2 可以看出,当吸收液温度从20℃上升到60℃~70℃时,NOx的脱除效率会下降10%左右。这可能与吸收液温度升高会促进HNO2的分解并降低NO2在水溶液中的溶解度有关。
1.2.2.2 搅拌速率的影响
液相吸收塔中的搅拌速率是影响传质效果的因素之一,本研究采用鼓泡式搅拌反应器,气泡均匀、气量一定,从理论上分析,提高搅拌速率可强化吸收传质过程。以CO(NH2)2作吸收液,在O3/NO 摩尔比为1的条件下,考察搅拌速率对SO2和NOx脱除率的影响,结果如图3 所示。
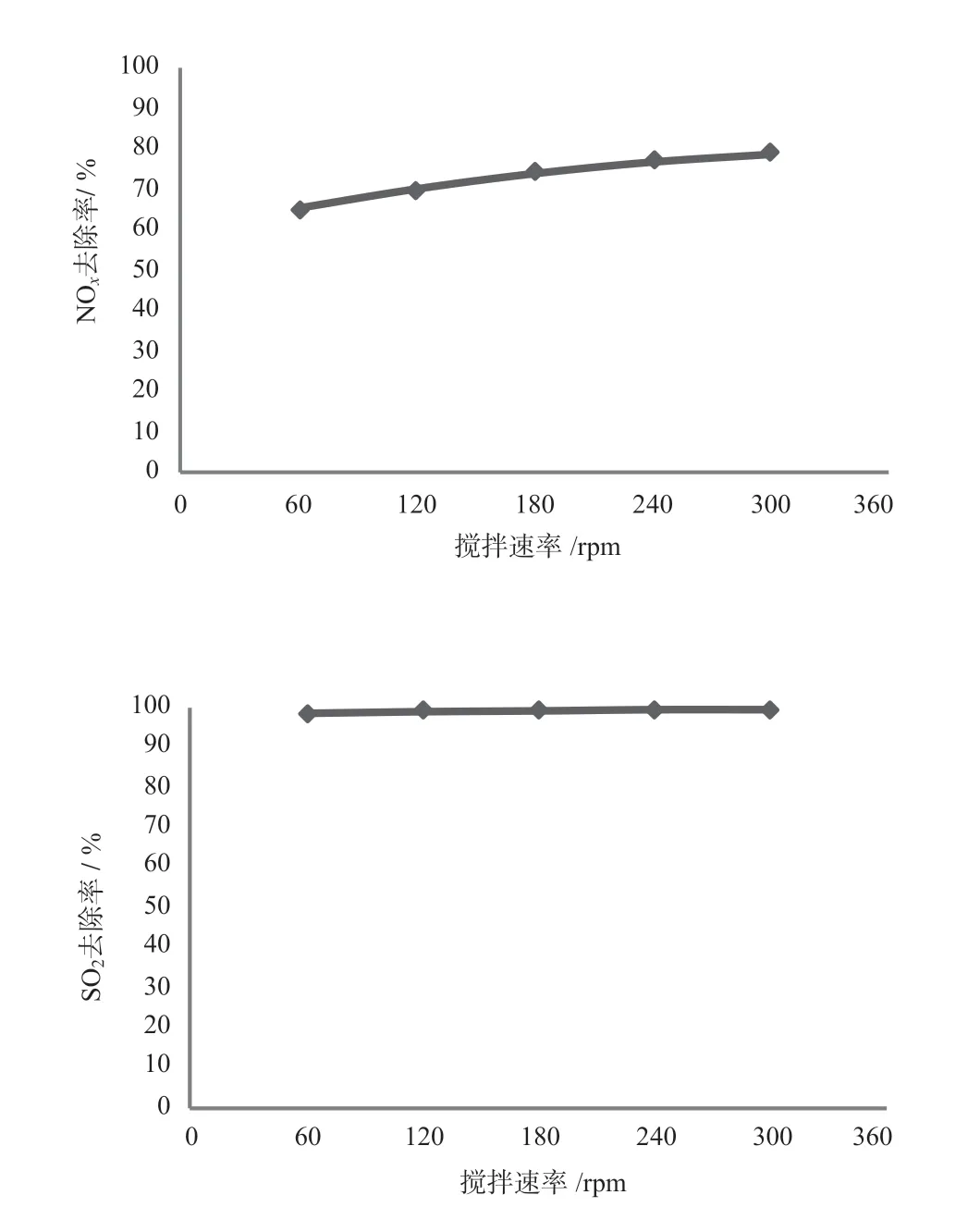
图3 搅拌速率对NOx 和SO2 去除率的影响
从图3 可以看出,当搅拌速率从60rpm 增大到300rpm 时,尽管脱硝效率仅有5%~10%的提高,但随着搅拌速率的增大,脱硝效率提高的趋势明显。这表明NOx脱除与液相传质过程有关,强化液相传质过程有助于提高脱硝效率。另外,研究也注意到脱硫效率始终维持在98%以上,搅拌速率对其几乎没有影响。
1.2.2.3 pH 值的影响
为确保石灰石浆液的溶解性和石膏的质量,石灰石—石膏法脱硫工艺的吸收液pH 值设置为5.5~5.8,但是SO2和NOx属于酸性气体,理论上,碱性越强的吸收液对其吸收效果越好。以CO(NH2)2溶液为吸收液,用NaOH 溶液调节吸收液pH 值,考察pH 值对NOx去除率的影响,结果如图4 所示。
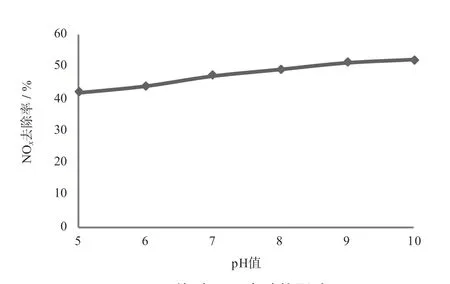
图4 pH 值对NOx 去除的影响
可以看出,当O3/NO 摩尔比为1 左右、NO 氧化率维持在92%左右的情况下,pH 值从5 提高到10 时,脱硝效率仅有约10%的升高,这意味着增大pH 值并不会改变NOx吸收脱除的过程。
1.2.3 吸收产物N 平衡分析
将氧化反应前的NO 和NO2作为反应物,将吸收后的气相NO、NO2和液相的和作为产物进行N 平衡分析,根据实验结果进行N 平衡分析,结果如图5 所示。由图5 可知,当O3/NO 摩尔比小于1.0时,O3仅能氧化部分NO,氧化产物为NO2;当O3/NO摩尔比大于1.0 时,开始生成N2O5,且随着摩尔比的提高,产物中的N2O5量增大、NO2量减少;当O3/NO摩尔比大于1.5 时,几乎检测不到NO2;当O3/NO 摩尔比小于1.5 时,液相产物中和共存,而且摩尔比越低,占比越高;当O3/NO 摩尔比大于1.5时,液相产物中仅存在,检测不到。此外,随着O3/NO 摩尔比的升高,pH 值的下降速率增大,当pH 值下降至5 左右时,浓度急剧下降。同时可以观察到NO 的出口浓度上升,不利于NOx的去除。从图5 可以看出,当O3/NO 摩尔比小于1.5 时,几乎不产生除NO2和之外的产物,即不存在N2O5逃逸问题。
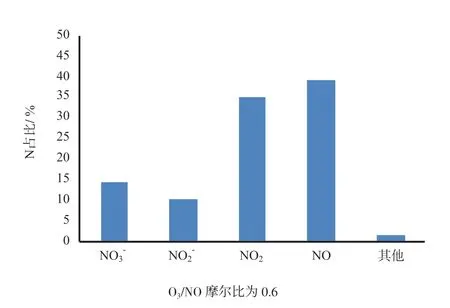
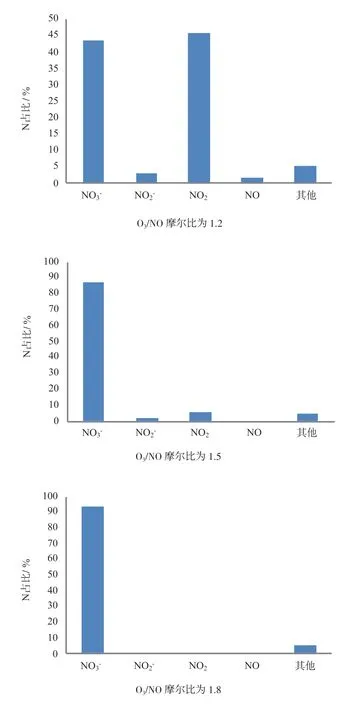
图5 不同O3 投加量下的N 平衡分析
1.2.4 研究结论
(1)O3投加量(O3/NO 摩尔比)是影响脱硝效率的关键因素,理论上实现高效脱硝的最小O3/NO 摩尔比为1.5。
(2)在O3/NO 摩尔比小于1.8 的情况下,不会出现O3氧化SO2为SO3的情况,脱硝效率接近100%。
(3)用CaCO3、Na2CO3、NH3·H2O 和CO(NH2)2作为吸收液,所得到的脱除效果接近。
(4)当O3/NO 摩尔比大于1.5 时,吸收后除气相NO、NO2和液相之外,不产生NOx,因此不存在二次气态污染物问题。即使O3/NO 摩尔比达到1.8,也不至于造成高浓度O3逃逸,这是因为脱硫脱硝废水中含有大量消耗O3的组分。
2 工程实例
某钢铁厂3# 炉300m2烧结机工业采用臭氧氧化协同脱硫脱硝技术,在现有正常稳定运行的烟气量条件下,按入口NOx平均浓度250mg/m3、入口SO2平均浓度1800mg/m3,出口NOx浓度≤50mg/m3、出口SO2浓度≤35mg/m3、出口颗粒物浓度≤10mg/m3设计。为实现上述指标,在总结一期臭氧脱硝脱硫增效改造基础上,做以下改造措施:
(1)现有脱硫塔作为一级吸收塔,以优化气流均布、提高气液传质。该塔主要实现对SO2/NOx的循环吸收。
(2)新增一个二级塔。该塔主要用于对NOx的深度强化吸收。
(3)O3总量为600kg/h。
(4)优化投加分布器,确保O3与NO 的快速混合与充分反应,提高氧化效率。
(5)烟气经湿电除尘后排放。
2.1 工艺流程
工艺流程如图6 所示,O3通过投加混合器投加到吸收塔前的烟道中并与烟气充分混合,使NO 深度氧化为NO3和N2O5。然后,烟气进入吸收塔与吸收液作用实现同步脱硫脱硝。净化后的烟气经湿式静电除尘器后外排,使烟尘、SO2和NOx均满足超低排放要求[6,7]。

图6 工艺流程
采用石灰石浆液作吸收液,SO2与吸收液接触后先生成CaSO3·2H2O,再被空气氧化为CaSO4·2H2O(石膏),产生的石膏副产物采用常规脱硫石膏处理方法回收利用。O3氧化NO 生成的NO3和N2O5组分与吸收液接触后生成硝酸盐,含高浓度硝酸盐的废水送至烧结混料工序,实现废水零排放,废水中的硝酸盐经烧结过程还原为氮气,实现无害化处理[8]。
2.2 运行效果
某钢铁厂3#炉300m2烧结机O3脱硝改造项目自2018 年11 月投运以来,运行稳定,效果明显,达到了国家、地方和行业相关排放标准,符合装置改造后规定的排放目标,经技术鉴定为国际领先水平。技术应用前后主要性能指标如下表所示。
投运以来主要运行情况如下:
(1)脱硝、脱硫、除尘协同治理。正常运行条件下,入口烟气量(标干)1 200 000 Nm3/h 左右,烟气温度为140℃左右,入口NOx浓度为200mg/m3左右,入口SO2浓度为800 mg/m3左右;应用该技术后,可实现出口NOx浓度≤30mg/m3、出口SO2浓度≤20mg/m3、出口颗粒物浓度≤5mg/m3。经第三方检测单位检测,两次检测结果分别为:1)烟气入口NOx平均浓度为212mg/Nm3,出口NOx浓度为33mg/Nm3,NOx去除率达到84.4%;2)烟气出口SO2浓度为12mg/Nm3,NOx浓度为23mg/Nm3,粉尘浓度为3.6mg/Nm3,NOx去除率达到87.2%。两次检测结果均达到超低排放要求。
(2)装置投运以来,能够长周期稳定运行,不影响主设备及脱硫装置的满负荷长周期安全稳定运行。运行中O3投加灵活可控,氧化效率高。双塔吸收工艺参数可控,烟囱出口无可视黄烟、无拖尾、无烟气下坠现象,烟囱尾羽视觉效果得到显著改善,达到建设预期目标。
(3)排出的石膏浆液经水力旋流真空脱水副产石膏。脱硫脱硝废水含硝酸钙盐溶液,送烧结混料处理,其中的硝酸盐组分在高温烧结过程中利用还原性气氛还原为氮气,使用中未发现烧结烟气NOx增加的情况。
(4)二噁英的脱除效率可达90%以上,也不存在SO3、O3和非常规NOx的逃逸问题。
2.3 经济性能
基于实际工程的测算表明,每生产1kg O3成本约6.4 元(氧气和电耗综合费用),按年运行8000h、烧结矿产量10 000t/d 计算,脱硫脱硝及湿电除雾运行费用合计为12.6 元/吨矿。其中,电耗占44.4%、氧气占37.5%、吸收剂占16.1%、水耗占2%。
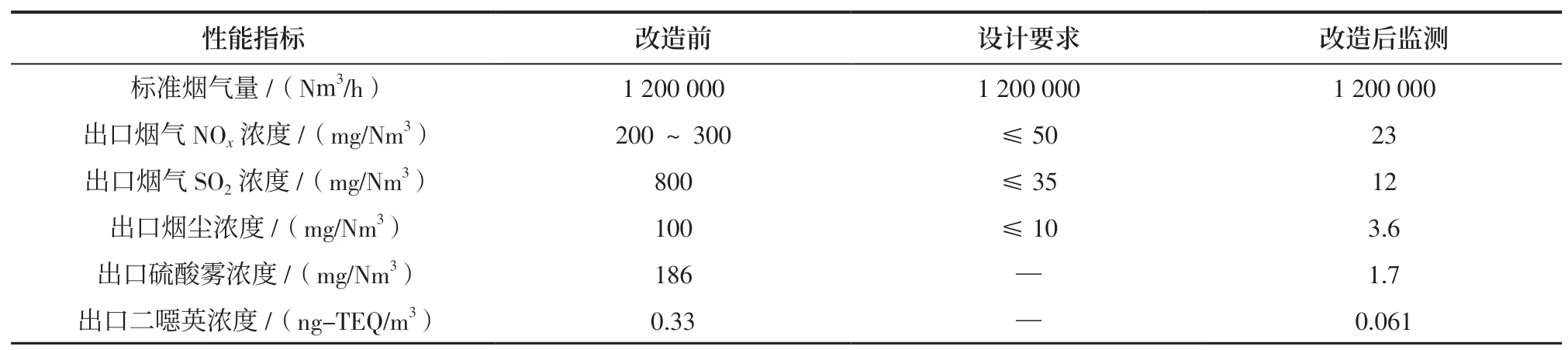
技术应用前后的主要性能指标
3 结论与展望
臭氧氧化协同吸收脱硫脱硝超低排放技术的先进性和技术优势主要体现在将NO 氧化为NO2的臭氧氧化协同吸收脱硫脱硝技术路线,该技术将NO 深度氧化为N2O5,从而显著提高了脱硝效率,成功解决了传统臭氧氧化协同吸收技术不能实现的超低排放和冒黄烟问题。不仅可以实现超低排放,更重要的是结构简单,运行稳定可靠,投资和运行费用低于其他技术,不会产生固、液、气方面的二次污染。总的来说,该技术在钢铁行业的成功应用,标志着O3氧化脱硝技术取得重大突破,开创了我国烟气低温脱硝超低排放治理领域的新工艺,推动并引领了相关技术和产业的发展,可进一步推广应用于水泥、平板玻璃、陶瓷、非电燃煤锅炉等其他主要非电力行业的烟气治理,具有广阔的市场应用前景。
