挤压对能量饲料中淀粉结构及可消化性影响的研究进展
2021-08-15朱浩然秦贵信阚振捷
朱浩然,秦贵信,刘 博,阚振捷,孙 巍,鲍 男
(吉林农业大学动物科学技术学院,动物生产及产品质量安全教育部重点实验室,动物营养与饲料科学吉林省重点实验室,吉林长春 130118)
淀粉普遍存在于植物的果实、根和块茎之中,不仅是植物的主要储能物质[1],也是动物饲料中最主要的能量来源,因此提高淀粉的利用效率尤为重要[2]。目前,在众多饲料加工工艺之中,对饲料原料进行挤压处理是比较主流的方式。挤压工艺是一个连续高温高压短时的机械过程,通常高压下熔融状态的淀粉在挤压机模口处瞬间释放,水分的汽化导致淀粉颗粒不可逆地膨胀,改变了淀粉的物理化学性质[3],进而破坏淀粉原有的颗粒结构和降低结晶度,提高了淀粉的糊化度和消化动力系数[4]。本文从挤压加工的工艺参数来综述挤压淀粉的结构组成和可消化性,为能量饲料的加工利用提供理论依据。
1 挤压对淀粉结构和组成的影响
淀粉的复杂层次结构跨越多个数量级的尺度[1,5](图1),若按组成结构的顺序则可分为α-D-葡萄糖分子(1级)、线状的直链淀粉(Amylose,AM)和簇状的支链淀粉(Amylopectin,AP)(2 级)、无定形片层和结晶片层结构(3 级)、半结晶生长环(4 级)、完整颗粒(5 级)。淀粉是半结晶聚合物,结晶区与无定形区无明确界线,以内部的脐点呈渐进式的同心片层结构向外围扩散。AP 侧链有序地排列构成结晶层,无定形区域中随机散布着AM 和AP,并且彼此联系紧密[6-7],最小层次的结构是α-D-葡萄糖分子,它是聚合成AM和AP 的基本单位,某些AM 存在少量分支,AP 的簇状结构模型和构造单元骨架模型也被广泛接受[8]。
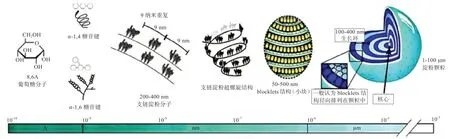
图1 淀粉空间结构[1]
能量饲料来源广泛,常见的谷物类淀粉一般为A型,如玉米、高粱、小麦、大麦和米。块茎类淀粉一般是B 型,如甘薯、木薯和大部分马铃薯。这些常见的淀粉原料组成淀粉的分子和化学键相同,但其可消化性差异较大[9-13],这表明淀粉的结构框架与消化率之间存在较大关系。通过温度、压力和剪切力的组合作用,淀粉会降解多个结构层次,挤压对淀粉的作用包括热能和机械能[5],螺杆转速与机械能呈正相关,一般用比机械能(SME)来表示挤出单位质量产品所需的能量[14]。总之,水分、温度、螺杆转速等苛刻的加工条件所形成的热能和机械能共同促进了挤压淀粉的可消化性和结构复杂性。
1.1 挤压对淀粉颗粒表征的影响 淀粉的完整颗粒在挤压加工后几乎完全丧失。不同来源的淀粉颗粒形状呈多样化,通过电镜扫描可以发现淀粉为球体、椭圆体、圆饼状、多面体居多[4,9,13,15],但经过高温高压剪切后几乎所有的颗粒都会彻底形变[4,12,15-17]。挤出机内淀粉的水分受热能的作用加热糊化淀粉,当淀粉挤出的瞬间,骤降的压力和水分的汽化导致淀粉颗粒产生不规则的片状结构和交错的裂缝,这些裂缝可能是蒸汽逃逸导致碳水化合物和蛋白质基质的断裂而造成[18]。挤出物膨胀程度可以用膨胀率来衡量,一般以挤出物的横截面积直径与模具直径的比值计算膨胀率。温度和水分显著影响挤出物的膨胀率[16,19]。Wang 等[18]研究则表明,高粱和玉米在较高的温度(150℃)表现出更好的膨胀率,温度升高会导致挤出物产生更多的孔隙和更薄的孔壁[20],但过高的温度导致淀粉的熔融体黏度下降,并且蒸汽的逃逸速度加快,产生的大量孔隙会因黏度降低被迅速回填、变小或者消失,继而降低膨胀程度[14]。低水分一般有利于淀粉的膨胀[4,14,16-17,21-22],这可能是高含水量导致在挤出机机筒中形成低质量的黏度熔融体,水的流动性不利于机械能的剪切作用[14]。其次螺杆转速也与膨胀率密切相关,高螺杆转速可以提高机械能的剪切力,在低水分条件下,提高螺杆转速导致淀粉的糊化程度提高,从而提高膨胀率[14,21]。但在高水分条件下,黏度降低导致螺杆更容易推动熔融体通过模具,导致膨胀率降低[14]。不同淀粉源的加工特性也会影响膨胀的效果。Rangira 等[17]研究表明,豌豆淀粉在水分含量15%、机筒温度120℃和螺杆速度150 r/min 的挤压蒸煮条件下,观察到最高膨胀率为3.63;而Baidoo 等[14]研究表明,去壳大麦在低进料水分含量15%、温度120℃条件下,螺杆速度提高到250 r/min 最高膨胀率只能达到2.81,两者膨胀率相差近2 倍。Lazou 等[20]在研究玉米和扁豆混合挤压时发现,扁豆的增加会降低膨胀率,这很可能是豆类原料含有较多的蛋白质和脂肪造成的[16]。总之,挤压淀粉的变态程度与淀粉的特性和挤压的设置参数息息相关。
1.2 挤压对淀粉晶体结构的影响 挤压破坏了天然淀粉的结晶结构。X 射线衍射(XRD)则表明挤压淀粉造成结晶区被破坏,降低了淀粉的结晶度[4,15,23-25]。Li 等[5]研究发现,机械能在降低淀粉分子大小和淀粉结晶度方面起主导作用,而Li 等[26]则认为热能引起的糊化度变化对结晶度也至关重要。Sun 等[25]研究发现,荞麦淀粉结晶度随挤压温度的升高和水分含量的降低而降低,挤压过程中较高的温度促进了水分子流动性,导致糊化程度的提高并破坏了淀粉微晶结构,低含水量则提高机械能的剪切作用[4,22],高剪切力有利于破坏结晶层。而Sharma 等[15]发现玉米、豌豆、芸豆的挤压物的结晶度与含水量呈负相关;Ye 等[24]通过傅里叶红外光谱(FTIR)也表明随着含水量的增加,挤压大米淀粉的结晶度降低,这很有可能是由于水分的增加提高淀粉的糊化度造成的。
挤压淀粉的结晶度很可能与淀粉结晶片层中的blocklets 结构有关。blocklets 结构一般被认为是由支链淀粉组成的结晶小块[6,7,27],直径50~50 nm(图1),且具有抗酶解性[28]。Huang 等[29]研究表明,在糊化过程中blocklets 结构从颗粒结晶层中释放出来,膨胀形变,然后融合在一起,形状完全消失。而且blocklets 结构中支链淀粉形成的刚性微晶很可能受到机械能的剪切降解[5],导致致密的结晶层转化为无定形区,blocklets 结构在挤压的作用下,被降解成易消化的部分。
1.3 挤压对淀粉分子结构的影响 AM 是淀粉中次要的、线性的或轻微分支的成分,是由α-D-葡萄糖分子以α-1,4-糖苷键连接而成,部分AM 含有微量α-1,6-糖苷键的分支[8]。AP 是淀粉中最主要的高度分支的成分,AP以α-1,4-糖苷键连接葡萄残基构成骨架,以α-1,6-糖苷键连接分支处。挤压淀粉的XRD 图出现V 型结晶峰表明脂肪与AM 形成复合物[4,16,23],直链淀粉-脂质复合物的含量与SME 呈正相关,这可能是因为机械能的增加导致更多的AM 溢出淀粉颗粒[5]。自然淀粉AM 和AP 的比值影响挤压淀粉的膨胀率[30],挤压工艺的参数也显著影响挤出后AM 和AP 的含量及其比例[26]。AP侧链所形成的坚硬微晶比柔性非晶态结构和更小分子尺寸的AM 分子更容易发生剪切降解[5,26,31],这也可以解释含有较高AP 的蜡质玉米淀粉在挤压后XRD 图中更接近无定形状态的结果[5]。淀粉结晶度的水平取决于AP 分子的链长[32],挤压造成AP 的长分支被剪切成中、短链,并且提高温度和螺杆转速会显著增加AP 的降解程度[26]。而Li 等[5]研究表明,在热能或机械能处理下,AP 链长分布没有显示出明显的变化,这可能是因为加工条件并不能完全糊化淀粉且切割了少数AP 分支,这些剪切下来的分支继续降解成更小的分子,没有影响整个AP 链长分布。在高温、高压和高剪切条件下,部分AM 也会被裂解成中链和短链[26],但由于AP 比AM 受到剪切降解程度高,这就造成挤压淀粉AM/AP 的比值较自然淀粉相比只会轻微下降。当Li 等[26]提高含水量时,AM 含量会增加,这很可能是因为高水分的润滑作用导致机械能带来的剪切力减少,AP 中少数侧链被剪切,这部分AP 的侧链被切割成直链淀粉[33]。
2 挤压淀粉对体内外消化率的影响
2.1 挤压淀粉的表征形态对消化性的影响 通过挤压处理可以生产出具有可变消化特性的饲料产品。Mahasukhonthachat 等[34]认为,体外消化模型的参数与挤压机工艺参数显著相关,消化动力学和SME 之间的关系具有实际意义,可以设定SME 加工出可预测消化性的挤出物。淀粉颗粒的复杂结构使淀粉酶的作用遵循非常规动力学[13,35]。陈佩[36]表明,经过酸水解,玉米淀粉内部生长环的结晶度低于外围生长环,这导致淀粉酶是由内向外溶解淀粉,而挤压淀粉疏松多孔的片层结构导致酶与底物的接触是全方位立体的,极大加快了消化速率。含水量影响着消化进程,较高的进料含水量会降低挤出物的径向膨胀率,导致表观密度较高,孔隙率较低,减少酶的接触点[19]。并且淀粉的消化速度一般与糊化度正相关[34],对于高含水量的淀粉,水的润滑作用使淀粉在挤出机机筒中停留时间缩短,剪切力的减少会弱化部分淀粉分子的糊化降解程度[25]。
2.2 挤压淀粉的微观结构对消化性的影响 淀粉的结晶度一般与消化率呈负相关[9],挤压淀粉的结晶度普遍低于自然淀粉[4,24-26]。Ye 等[24]用β-淀粉酶处理挤压淀粉后发现,消化率不随结晶度降低而升高,这可以解释为β-淀粉酶的专一性降解了α-1,4-糖苷键,这使α-1,6-糖苷键的短分支密度增加,当链太短而不能形成双螺旋时,就难以形成有序的结晶区,这也间接表明淀粉链的局部堆积密度可以控制其消化率[31]。消化率与挤压淀粉的超分子结构密切相关[26],AP 的高分支密度会影响淀粉的消化[13],挤压的剪切作用会降低AP 的分支密度以及裂解部分长链AM,这有利于增加淀粉酶水解的接触位点。
Englyst 等[37]通过淀粉的体外消化试验,以小肠内胰淀粉酶释放为起点,20 min 内水解的淀粉称为快消化淀粉(RDS),20~120 min 消化的淀粉称为慢消化淀粉(SDS),剩余未消化的淀粉称为抗性淀粉(RS)。天然淀粉的半结晶构造导致了缓慢的消化,挤压破坏了结晶层使挤压淀粉具有较高的RDS、SDS 含量和较低的RS 含量[12,15,24]。挤压是否增加RS 含量取决于含水量和挤压膨化的技术参数,低含水量和高螺杆转速导致的强大机械能会减少回生淀粉的产生[34]。糊化淀粉在回生过程中会形成复合凝胶网络,膨胀的AP 分子会填充互穿AM 分子形成晶核[38],由于机械能的剪切作用导致AP 降解成聚合度较小的中短链,这可能导致晶核较难形成,减少了挤压淀粉的RS 含量。
Martens 等[39]研究则表明,猪唾液中的α-淀粉酶和胃部细菌酶对部分淀粉有降解作用,这就导致Englyst 体外消化试验低估了自然淀粉进入小肠时刻的消化初始速率,而挤压淀粉在小肠近端的水解率则与体外数据较吻合[12]。这可能是因为部分淀粉受高温高压剪切降解成还原糖和糊精,机械能将直链淀粉和支链淀粉侧链剪切成聚合度较小的分子结构[5,26],这相当于α-淀粉酶和β-淀粉酶的水解作用,且挤压淀粉的疏松结构增加了淀粉酶与底物的接触面积,这些都有利于提高挤压淀粉的水解率。
3 结 语
在众多的饲料加工处理中,挤压处理一直是饲料行业里非常重要的加工技术,淀粉来源和工艺参数决定挤出过程中分子间转化的程度,尤其是工艺参数对淀粉的微观结构的影响仍需要深入研究。因此,需要进一步探索各种条件下的挤压对淀粉不同结构层次的影响,并生产出消化速度可控的能量饲料,为探索动物的精准营养提供理论依据。