选煤厂设备智能故障诊断系统设计
2021-08-14韩龙
韩 龙
(西山煤电(集团)有限责任公司官地选煤厂,山西 太原030022)
选煤厂的核心作用是将原煤进行筛分、破碎后转运至指定加工车间进行后续处理,如排矸、重介质分选、粗煤泥分选、浮选、浓缩、压滤以及装车等流程。随着“中国制造2025”战略实施,选煤厂逐渐向自动化、信息化、智能化方向发展,其内涵为以选煤工艺为基础,以先进控制技术、信息技术、神经网络技术以及人工智能为手段,实现选煤厂设备智能管理,最终达到减员增效、提高产品质量的目的。选煤厂设备较多、生产环境恶劣,设备故障率较高,严重影响产品质量和生产效率,亟需研究选煤厂设备智能故障诊断方案,降低设备故障发生率,提升选煤厂设备的生产效率。
1 BP 神经网络原理
BP 神经网络是一种由三层神经元组成的前向多层神经网络,训练过程采用back prppagation BP 算法,是进行设备故障诊断的有效网络之一。标准BP 神经网络由输入层、隐含层以及输出层三层结构组成,相邻层之间采用全连接模式,结构简图见图1[1-2]。BP 神经网络采用BP 算法将节点输出误差逐层逆向传播,获取各层参考误差并调整每个神经元的对应权值,使得输出加权值满足系统误差要求。
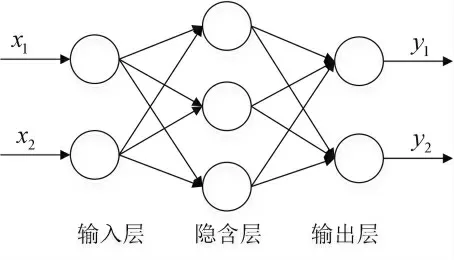
图1 BP 神经网络结构简图
2 智能故障诊断方案
2.1 硬件设计
选煤厂智能故障诊断方案硬件设计框图见图2,由现场监测站、故障远程监测中心两部分组成。现场监测站即采集安装在设备上的各传感器信息以及数据采集卡信息;核心传感器有加速度传感器,用于检测设备的高频振动;选用的型号为608A11 接触式传感器,紧贴振动设备外壳,具有灵活方便、抗干扰能力强的优点。核心传感器还包括位移传感器,用于检测低频设备以及设备的低频故障,选用的型号为JX70-M10-30K 电涡流传感器,具有测量范围宽、可靠性强,分辨率高、抗干扰能力强的优点。数据采集卡选用的是NI92344 通道动态信号采集卡,可对IEPE信号进行调理,具有防混叠滤波器并兼容TEDS传感器功能,能够满足选煤厂现场监测站数据采集功能需求。
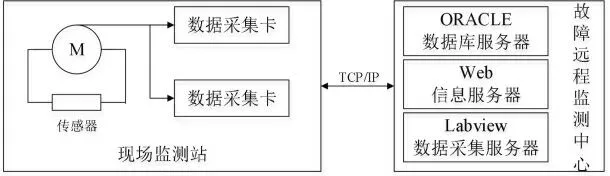
图2 选煤厂智能故障诊断硬件设计框图
2.2 软件设计
(1)BP 神经网络知识库设计
根据选煤厂设备的故障的种类、现象、原因、维修及建议、历史趋势等设计故障诊断知识库。设计时需遵循可控、可用、合理的分类原则;方便对知识库的知识进行检索、添加和删除;方便分离知识库和推理机。
根据选煤厂设备故障特点,将知识库中的知识分为事实知识、规则知识两类,可作为智能故障诊断系统的输入。设备运行状态,如设备运行正常、设备故障、设备警告等描述性语言,可作为智能故障诊断系统的输出;设备故障类型,如电动机振动异常、电动机过压故障、变频器故障等[3-5]。维修建议,即针对发生设备的不同故障,给出针对性的解决方案,达到解决故障的目的,并使设备恢复至正常运行状态。选煤厂智能故障诊断知识库设计流程见图3。
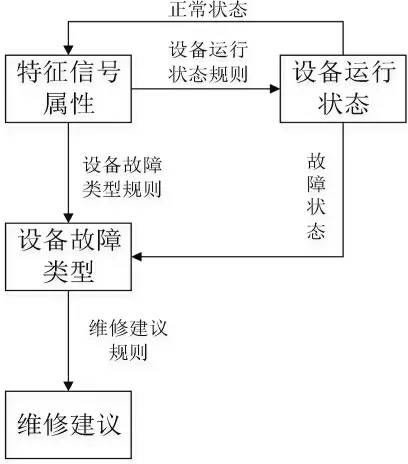
图3 选煤厂智能故障诊断知识库设计流程
(2)BP 神经网络推理机设计
选煤厂智能故障诊断推理机设计采用基于规则的推理和基于实例的推理两种设计方案,达到对发生的设备故障诊断清晰、准确、智能的目的。
a、基于规则的推理
基于规则的推理是指根据知识库中的事实知识、规则知识对设备特征参数进行智能故障诊断,主要分为规则匹配、规则选择以及执行三个步骤,见图4。
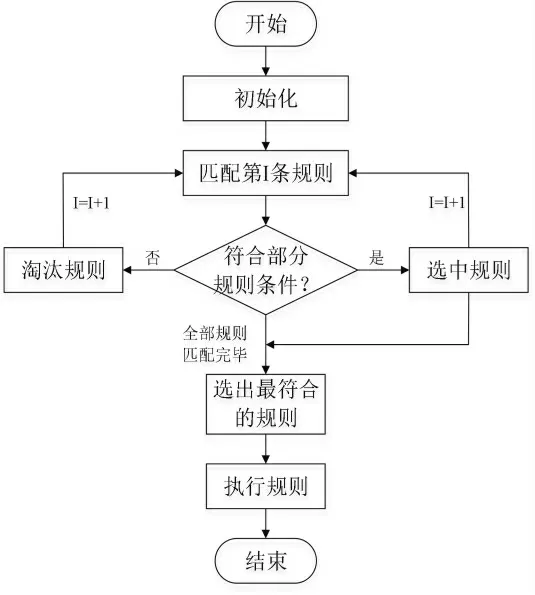
图4 选煤厂智能故障诊断推理机设计流程-基于规则的推理
b、基于实例的推理
基于实例的推理是指从知识库中寻找该故障的类似解决方案,通过之前的解决实例来指导并解决当前故障问题。将解决的故障实例扩充至知识库,使得知识库的实例不断增多并进一步得到完善。基于实例的推理设计流程见图5。
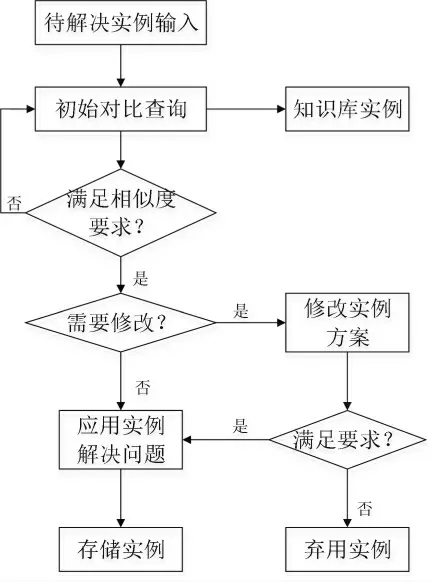
图5 选煤厂智能故障诊断推理机设计流程-基于实例的推理
3 系统仿真
为验证设计并实现的选煤厂智能故障诊断系统的有效性和正确性,以双齿辊破碎机为故障诊断对象,在多功能转子试验平台进行试验。试验时,在转子系统中人为制造典型旋转故障,对故障发生时的特征数据进行统计、分析、处理、对比。根据公式(1)确定BP 神经网络隐含层节点个数L:

式中:M 为设计的BP 神经网络输入层节点数;N为输出层节点数;X 为随即数且满足X∈[1,10]。经过计算可知,隐层层节点L取10 时,输出误差、训练速度最优。隐含层传递函数采用S 型正切函数,训练函数为traingd,误差要求为小于等于0.05。基于仿真平台,对获取的特征数据样本进行BP 神经网络学习,设定最大训练次数epochs 为1000,学习速率lr 为0.05,训练目标为0.05,仿真见图6。当仿真程序运行至361 次时,输出误差满足要求。
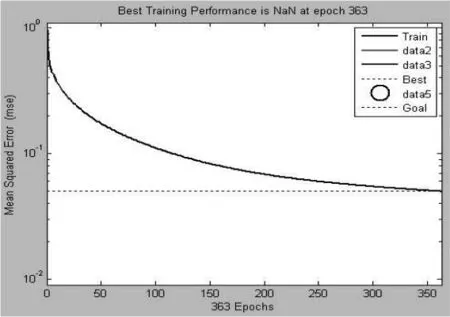
图6 选煤厂智能故障诊断系统训练次数误差仿真
4 结论
为提升选煤厂设备的智能化、信息化水平,基于BP 神经网络控制原理,设计选煤厂设备智能故障诊断系统,从硬件设计、软件设计两方面进行阐述并完成系统仿真测试,测试结果表明:
1)该故障智能诊断系统能够全面、准确地对运行的设备进行故障诊断,实时采集各传感器、数据采集卡信息并进行智能化处理。
2)可对设备异常振动、异常位移等情况进行故障预警,增强选煤厂运行的安全性。
3)提升了选煤厂设备的运行效率。
