基于类电磁算法的模具在模台上组合分配的优化
2021-08-12栾方军崔洪斌
栾方军 王 帅 崔洪斌
(沈阳建筑大学信息与控制工程学院 辽宁 沈阳 110168)
0 引 言
近年来我国建筑业持续快速发展,随着建筑规模的不断扩大,传统的建筑方式出现了劳动力缺乏、成本变高、资源紧缺等问题。为了应对上述问题和亟待加快建筑工业化[1]的进程,装配式建筑[2-3]方式得到了迅猛发展。这种建筑方式需要用到大量的预制混凝土构件,即PC构件(Prefabricated Concrete Component),因此现阶段对于装配式建筑生产企业,如何高标准、高效率和高质量地生产出PC构件成为预制构件生产企业研究的重要问题。
在预制构件的生产过程中,当投产预制构件上线时,通过选择不同的构件组合分配到模台上进行加工,而每个预制构件通过固定在模台上的模具进行生产,模台作为转运工具承载着模具完成预制构件生产的全过程。每个模台尺寸完全相同,而模具尺寸有差异,为更充分地利用模台的台面空间,需要尽可能多地摆放模具。如果不能合理地依据模具尺寸将模具分配到模台上,会导致模台的台面得不到充分利用,完成生产同样数量的预制构件需要使用更多的模台,导致模台的利用率低,这严重地制约了企业产能的发挥。因此,研究建筑预制构件生产线上模具在模台上的组合分配问题,探索提高模台利用率的方法,对企业发挥现有产能和降低生产成本具有重要的意义。
近年来,由于预制构件生产线与传统制造企业生产线相比有着独特的工艺要求和生产运作规律,因此越来越多的学者开始重视对预制构件生产相关问题的研究。王中原等[4]对混凝土预制构件生产过程中模具的排布问题进行了研究,采用遗传算法对预制构件生产中模具在模台上的排布方案进行优化。张立新[5]对小型预制构件的施工工艺、方法,以及质量保证措施进行了研究探讨,阐述了其存在的问题及应采取的解决措施。刘猛等[6]为了缩短构件在生产线上的机器空闲时间和等待时间,运用混合整数线性规划算法,建立了预制混凝土构件生产调度优化模型,以此来提高预制构件生产车间的生产效率。谢思聪等[7]提出了一种基于多层编码的遗传算法对两阶段装配式建筑预制构件生产调度进行优化,在分析预制构件生产工艺的基础上提出预制构件厂生产参数的量化途径,提高预制构件生产效率。Zhai等[8]提出了基于仿真和遗传算法的PC生产规划模型,并通过3种仿真测试方法验证了其有效性。通过对近年来相关研究文献的分析表明,当前学者们主要侧重对预制构件生产管控和工艺流程的角度进行研究,对建筑预制构件生产线支模工序段中模具在模台上的组合分配问题研究较少。
模台作为转运工具承载着模具完成预制构件生产的全过程,模具依据预制构件的上线顺序依次被摆放到模台上,与此同时,模具的摆放过程还受到其尺寸、摆放位置和摆放方向的影响,采取不同的模具在模台上摆放的方法也会对摆放结果产生影响,因此,会产生多种模具在模台上组合分配的结果。模具在模台上的摆放规则采用改进的BL定位算法。根据某预制构件生产企业实际生产过程可知,对于预制构件这类大体积和大质量的在制品,标准模台上最多只能放下3个模具。将模台表面看作一个二维平面,改进的BL定位算法为首先通过被摆放在模台上的第一个模具的摆放方向来依次确定该模台上后续分配模具的摆放情况;然后按上线顺序分配到模台上的模具与模台上已摆放的模具不发生重叠交叉的条件下,将模具在模台表面尽可能地往下往左移动摆放,直到受到其他模具或者模台边界的阻碍不能再移动为止。
采用改进的BL定位算法后,给定构件的模具摆放在模台上的位置即被唯一确定,即模具在模台上的组合分配问题就可以转换为确定加工预制构件的顺序,不同的预制构件上线顺序可以产生不同的组合分配结果。由于预制构件生产企业日投产上线的预制构件数量较大,故产生的排列组合结果非常复杂,因此需要采用启发式算法或智能优化算法[9]来进行求解。类电磁机制算法[10-12](Electromagnetism-like Mechanism, EM)作为一种较新的元启发式算法,模拟了带电粒子在电磁场中的吸引或排斥原理,通过该原理使得粒子朝着最优粒子移动,其独特的优化机制与其他群体智能算法相比,具有处理复杂问题的能力和更强大的搜索能力,因此该算法更适用于作为全局优化算法优化数量庞大的预制构件的上线顺序。但由于标准EM算法的局部搜索采用随机线性搜索的方式,易陷入局部极值,故本文为了避免算法在迭代过程中陷入局部极值,在标准EM算法中加入了模拟退火算法[13-14]思想,以一定的概率接受目标适应度更差的解,进而扩大算法的搜索范围。通过改进的类电磁算法与改进的BL定位算法相结合的方法,来解决模具分配到模台上的组合分配问题,从而获取能够更有效利用模台面积的模具组合分配结果,实现提高模台利用率,减少模台使用数量的目标。
1 模具在模台上的组合分配数学规划模型
1.1 模型参数
m表示模台使用个数;W表示模台的长度;H表示模台的宽度;n为待生产加工的预制构件数量;Mi表示第i个模具,i∈{1,2,…,n};Z表示n个构件实际需要放的模台数量;Bj表示第j个模台,j∈{1,2,…,m};wi表示第i个模具的长度,i∈{1,2,…,n};hi表示第i个模具的宽度,i∈{1,2,…,n};f表示模台的利用率;C表示模台边缘和模具、模具和模具之间的工艺间距,依据某预制构件生产企业的生产工艺规范的要求,模具和模台边缘、模具之间的间距是一致的;ri为模具摆放方向,i∈{0,1},ri=0,表示横向摆放,ri=1,表示纵向摆放;Si表示第i个模具Mi的面积,i∈{1,2,…,n};xi1,i2表示模具Mi摆放在模台Bj上时定位点pi1,i2的横坐标;yi1,i2表示模具Mi摆放在模台Bj上时定位点pi1,i2的纵坐标。
1.2 模具在模台上的组合分配问题描述
预制构件的生产车间是半自动化流水车间,主要生产的预制构件类型为叠合板,其工艺流程[15]主要包括清理作业、喷油作业、边模安装、钢筋安装、预埋件安装、浇筑振捣、静停、拉毛作业、码垛作业、蒸养作业、拆模、吊装和成品,其中清理作业、喷油作业和边模安装三个工序在支模工序段执行。预制构件需要通过一个固定尺寸的模台来承载对应的模具以完成全部工序,该模台在流水线上顺序移动,如图1所示。

图1 板类预制构件生产工艺图
经过分析得出模具在模台上的组合分配问题可以看作是一类典型矩形排样问题,是指在给定的矩形模台上摆放生产所需的模具,即将n个待生产加工的预制构件对应的模具{M1,M2,…,Mn}摆放在模台{B1,B2,…,Bm}上,使得所使用的总模台个数最少,模台利用率最高。该问题可描述为设有m个规格尺寸完全相同的模台,模台的长为W,宽为H,一次投产任务要求生产n个不同尺寸的预制构件,每个预制构件有相对应的模具,通过调整模具对应预制构件的上线顺序,并且依据一定的方式来控制模具在模台上的摆放位置和方向,从而得出一组模具在模台上的最优排列摆放组合,提高模台的利用率。例如,模具在模台上的摆放位置和方向如图2所示。

图2 模具在模台上的组合方式
将实际模台平面模拟为二维坐标的矩形平面,将x轴的一段距离设定为固定长度W,表示模台的长度,y轴的一段距离设定为固定的长度H,表示模台的宽度,设二维坐标图像的左下角坐标为原点(0,0),则图像的左上角坐标为(0,H),右下角坐标为(W,0),右上角坐标为(W,H)。待摆放的矩形模具Mi的尺寸参数已知,为满足生产工艺要求,即保证模具和模具、模具和模台之间至少保留一定的工艺间隔C,模具在模台上固定所需预留的固定螺栓空洞尺寸忽略不计,模具在模台上的摆放以模具的左上角为定位点。模具pi在模台上的左上角坐标为(xi1,yi1),左下角坐标为(xi1,yi1-hi),右下角坐标为(xi1+wi,yi1-hi),若模具需要旋转90°摆放,则在计算矩形模具顶点时的长度和宽度互换,即模具左上角的坐标为(xi1,yi1+wi),则其右下角的坐标(xi2,yi2)=(xi1+hi,yi1-wi)。如图3所示。

图3 模具在模台上的摆放模型图
用变量ri表示模具的摆放方向,则按式(1)计算右下角的坐标。
(1)
因此,利用所排模具左上角坐标(xi1,yi1)、右下角坐标(xi2,yi2)、长度wi、宽度hi,以及是否旋转变量ri,即可确定模具Mi在模台Bj的摆放位置和方向。
1.3 模具在模台台面上组合分配的约束条件
模具在模台上组合分配问题需要满足以下四个约束条件:
① 放置在同一模台上的两个模具之间互不重叠。
(2)
② 预制构件的模具全部位于模台的内部。
(3)
③ 在同一模台上布置的所有模具面积总和小于单个模台的面积。
(4)
④ 使用的模台面积总和大于等于所有摆放模具的面积总和。
(5)
除了上述的约束条件,还需要满足模具在模台上正交摆放、不可出现倾斜摆放等。
1.4 模具在模台上摆放的优化目标
在模具模台组合分配的过程中,优化目标为模台的利用率,即指所有排列的模具面积之和与已使用的模台面积之和的比值(用f表示):
(6)
从优化目标显示,生产构件数量n确定,则所需模具的总面积也确定,由于模台的尺寸大小是固定的,则求解模台利用率问题转换为求解所用模台数量问题,当使用模台数量m最小时可以使模台利用率f最大。
2 模具在模台上的摆放方法
模具在模台上的摆放过程中,预制构件对应的模具被分配到模台上,模具在模台上的摆放方式有多种,不同的摆放方式对于模台利用率都有着不同的影响。模具在模台上的这种摆放方式可以看作是一类矩形排样问题(Nesting Problems)[16-17],排样问题又被称为下料问题,其目标是在材料切割过程中寻求一个较高的材料利用率。目前解决此问题的方法主要有BL定位算法、低水平线法[18]和分层排布法等。综合考虑所研究问题的特殊性,即预制构件具有立数大、面积大等特点,低水平线法和分层排布法等不符合预制构件的生产加工特点。BL定位算法在处理大型预制构件方面具有更大的优势,故本文采用了BL定位算法。
2.1 BL定位算法
BL定位算法[19-20]的基本原理是在板材内部与其他已排样零件不发生干涉的情况下,将零件尽可能地往下往左移动,直到受到其他零件或板材边界的阻碍不能再移动为止,如图4所示。
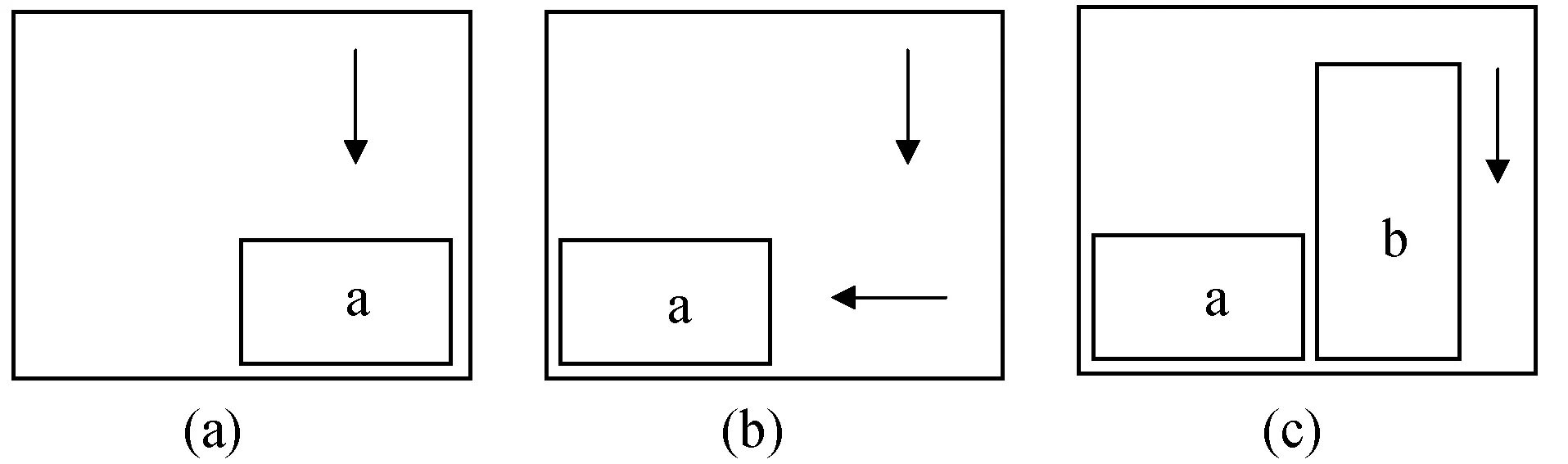
图4 BL定位算法原理图
2.2 基于改进BL定位算法的模具在模台上的摆放方法
由于预制构件属于大体积在制品,根据工艺要求,应充分发挥模台利用率,在实际的生产企业中,预制构件生产企业模台上一般最多放3个模具。经典的BL定位算法在实行的过程中,不满足实际的生产要求,如图4(c)所示,按BL定位算法不能再摆放模具,但是在模具的上方还有机会摆放适合尺寸的模具,因此需要对BL定位算法进行改进。
2.2.1改进BL定位算法
改进的规则是根据模台上摆放的第一个模具的摆放方向来判断后续模具的摆放顺序和位置。具体的摆放方法如下。
首先判断摆放在模台上第一个模具的摆放方向,其不同的摆放结果决定之后模具的摆放顺序和位置。如果第一个模具横向摆放:
(1) 第二个待摆放模具选择放置的位置首先是第一个摆放模具的右侧,若右侧区域不满足摆放条件,则选择第一个模具的上侧进行摆放,如果上侧区域不满足摆放条件,则选择下一个模台进行摆放。
(2) 若第二个模具满足摆放在第一个模具的右侧的条件,则第三个模具选择放置的位置是第一个模具的上侧,如果上侧区域不满足摆放条件,则选择下一个模台进行摆放,如图5(a)所示。
如果第一个模具纵向摆放:
(1) 第二个待摆放模具选择摆放的位置首先是第一个摆放模具的右侧,如果右侧区域不满足摆放条件,则选择下一个模台进行摆放。
(2) 如果第二个模具满足摆放在第一个模具的右侧的条件,第三个模具选择放置的位置是第二个摆放模具的上侧,如果不满足摆放条件,则选择下一个模台进行摆放,如图5(b)所示。
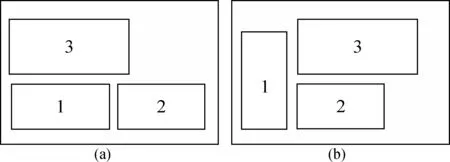
图5 模具在模台上的摆放方向和顺序
2.2.2算法步骤
Step1判断模具Mi(i=1,2,…,n)在模台Bj(j=1,2,…,m)上的摆放角度(ri=0 表示模具横向摆放;ri=1表示模具纵向摆放)。ri=0,计算x0=xi1+wi,y0=yi1,i=i+1,跳转Step2;ri=1,将wi和hi值进行交换,计算x0=xi1+hi,y0=yi1-wi,i=i+1,跳转Step4。
Step2将模具Mi(i=2,3,…,n)摆放在所在模台上模具的右侧位置。如果满足wi≤W-w0和hi≤H,更新x0、y0,i=i+1,则跳转Step6;如果不满足wi≤W-w0和hi≤H,则跳转Step3。
Step3将Mi(i=2,3,…,n)摆放在所在模台上第一个摆放模具的上侧位置。如果满足wi≤W和hi≤H-y0,i=i+1,j=j+1,则跳转Step1;如果不满足wi≤W和hi≤H-y0,j=j+1,如果j=Z,则结束循环,否则跳转Step1。
Step4将模具Mi(i=2,3,…,n)摆放在所在模台上第一个摆放模具的右侧位置。如果模具满足wi≤W-w0和hi≤H,更新x0,y0,i=i+1,则跳转Step5;如果不满足wi≤W-w0和hi≤H,j=j+1,如果j=Z,则结束循环,否则跳转Step1。
Step5将模具Mi(i=2,3,…,n)摆放在所在模台上第一个摆放模具的右上侧位置。如果满足wi≤W-w0和hi≤H-y0,i=i+1,j=j+1,则跳转Step1;如果模具不满足wi≤W-w0和hi≤H-y0,j=j+1,如果j=Z,则结束循环,否则跳转Step1。
Step6将模具Mi(i=2,3,…,n)摆放在所在模台上第一个摆放模具的上侧位置。如果满足wi≤W和hi≤H-y0,i=i+1,j=j+1,则跳转Step1;如果不满足wi≤W和hi≤H-y0,j=j+1,如果j=Z,则结束循环,否则跳转Step1。
3 全局优化算法
投产预制构件对应使用的模具在模台上组合分配的过程中,对于一个确定的预制构件上线顺序,依次将预制构件对应的模具分配到模台上时,受到模具尺寸、模具摆放的位置和方向的影响,会产生多组分配结果。当预制构件的上线顺序改变时,依次选取的预制构件所对应使用的模具进行分配又会产生更多组合分配结果。因此,多个模具在多个模台上进行组合分配会出现“组合爆炸”[21]的情况。为能够高效地求解这类具有高复杂性的问题,在确定模台摆放方法后,需要一种能够快速寻优的算法对预制构件的上线顺序进行优化。相比其他的优化算法,类电磁机制算法是一种智能优化算法,具有强大的搜索能力和鲁棒性等优点,因此选用类电磁机制算法来优化预制构件的上线顺序。
3.1 类电磁机制算法
EM算法作为一种全局优化算法,是一种基于种群的随机的启发式算法。这种算法的原理虽然与真正的电磁场有所区别,但却是模拟电磁场中带电粒子之间的吸引与排斥机制,故称这种优化机制为类电磁机制。EM算法的基本思想是将可行域中的所有解看作多个带电粒子,而所有解的目标函数值是由每个带电粒子的电荷量所决定的。同时电荷量的大小决定着每个带电粒子对群体中的其他带电粒子吸引或排斥作用的强弱,电荷量越大,目标函数值越优,其吸引或排斥力也就越大。其后粒子之间的吸引力或排斥力决定着每个带电粒子下一步的移动方向,结果导致种群中每个粒子都向着最优解粒子所在的区域移动,最终得到全局优化的最优解。
3.2 EM算法步骤
EM算法划分为四个步骤,分别为初始种群的建立、局部搜索、合力计算和粒子移动。
3.2.1初始种群的建立

3.2.2局部搜索
EM算法根据局部搜索因子δ和局部搜索迭代最大次数L,计算可行域中所有粒子在每一维移动的最大步长同时进行局部搜索,其搜索结束条件为局部搜索迭代次数等于L或找到一个目标函数值更优的点。每个粒子在其所在的可行域中完成局部搜索后会产生一些新的粒子,新生成的粒子会重新组成一个较优的种群,计算这个新种群每一个粒子的目标函数值,经过多重比较,最优目标函数值的粒子仍记为xbest。
3.2.3计算合力
粒子之间受力的叠加原理为粒子与粒子之间所受电磁力的大小与粒子之间距离的平方成反比,与粒子所携带的电荷量成正比。通过上述的叠加原理,可以计算所有粒子自身的电荷量与粒子之间所受到的合力。粒子xi在电场中所带电荷量qi的大小决定着吸引力或排斥力的大小和目标函数值的大小,qi计算如下:
(7)
由式(7)可知,EM算法中携带电荷量较大(目标函数值较优)的粒子相对于电荷量较小(目标函数值较差)的粒子具有更强的吸引力,所以合力的方向是通过比较粒子与粒子之间目标函数值的大小来确定的。在电磁场中,通过模拟粒子与粒子之间的受力计算方式,得出所有粒子所受到的作用力,然后通过电磁场叠加原理,得到粒子xi(i=1,2,…,s) 的合力Fi:
(8)
可以看出,目标函数值较优的粒子总是决定着粒子与粒子之间的合力Fi的方向,目标函数值越优的个体,其吸引其他粒子的能力越强,即种群内具有最优目标函数值的粒子xbest的吸引力最大,种群内的其他粒子均会被其所吸引。种群中除目标函数值最优的粒子xbest以外的所有粒子所受到的合力方向的向量和,将一直朝向目标函数值最优粒子所在的区域。
3.2.4粒子移动
在计算粒子的合力后,下一步将对除最优粒子xbest以外的其他粒子进行移动,种群中每个粒子受到合力的方向即为该粒子的移动方向。粒子在移动过程中需要选取移动步长,移动步长取得适当与否将直接影响算法的收敛速度,本文移动步长λ的选取采用均匀分布的随机数,即λ∈[0,1]。同时,控制向量RNG=(v1,v2,…,vn)控制粒子的可行移动范围,粒子对应的向上和向下边界移动的可行步长是由控制向量的分量表示。粒子移动计算式为:
(9)
且有:
(10)

3.2.5结束准则
综上所述,算法的结束准则有两个条件:(1) 使用最优粒子在一定的迭代次数内不发生变化作为结束准则;(2) 将最大迭代次数设定为一个固定值作为算法的结束准则,但即便如此,EM算法易陷入局部极值的缺陷还是无法避免,影响算法的搜索范围和寻优精度。
3.3 改进类电磁算法
标准EM算法采用随机线性搜索作为局部搜索过程的方式,该方式搜索方向固定,进而使得标准EM算法的搜索范围小,易陷入局部极值且无法跳出,最终导致算法无法找到全局最优解。模拟退火算法是一种已在许多复杂的组合优化问题中得到广泛应用的算法,其具有受控条件少、全局优化性能较高、寻优速率快等特点。该算法与其他算法相比,通过采用Metropolis接受机制这种独特的方式接受优化过程中的非优解,具有极好的跃出局部极值的能力。
本文引入模拟退火的思想,用以解决标准EM算法搜索范围小、易陷入局部极值且无法跳出的问题。为避免标准EM算法在局部搜索过程中陷入局部极值的问题,本文加入了模拟退火算法,通过Metropolis接受机制以一定概率接受目标适应度更差的解,增加粒子的多样性,扩大局部搜索范围,使得算法在随机搜索过程中可以改变搜索方向,进而改善标准EM算法局部搜索过程中陷入极值的问题,最终达到搜寻全局最优解能力和增加算法精度的目的。综上所述,将模拟退火算法与标准EM算法结合所得出的基于模拟退火的类电磁算法(Electromagnetism-like Mechanism algorithm based on simulated annealing algorithm, SAEM),可有效地解决标准EM算法易陷入局部极值而无法跳出的问题,提高了整个算法的寻优精度。
3.3.1模拟退火算法的Metropolis接受机制[22]
模具在模台上的组合分配问题可描述为一个组合优化问题:优化函数为f:x→R+,其中x∈S,它表示优化问题的一个可行解,R+={y|y∈R,y>0},S表示函数的定义域。N(x)⊆S表示x的一个邻域集合。
接受机制需要设定一个初始温度T0和待解决优化问题的一个初始解x(0),并且x(0)下一个新解x′∈N(x(0)),一个新解x(1)是否接受x′取决于如下概率:
(11)

(12)
在温度Ti下,经过多次的变换和转移之后,不断降低温度Ti以此得到Ti+1 模具在模台上排列组合的过程中,通过优化预制构件的上线顺序进行排列组合,当EM算法陷入局部极值时,加入的模拟退火的Metropolis机制就会以一定的概率吸收更差的值进来,扩大种群的多样性,从而有助于跳出局部极值,找到最优解。 3.3.2SAEM算法步骤 Step1设置初始化算法参数α,初始的退火温度记为T0。 Step2依据参数α,对于每一个粒子的各维坐标分别计算,各维坐标计算所得的进行移动的最大步长记为v。 Step3所有粒子在可行域中依据最大移动步长v进行局部搜索过程。 Step4在局部搜索的过程中,将新生成粒子的适应度值与原粒子的适应度值进行比较,若前者较大,则转到Step5,否则转到Step7。 Step5将新生成粒子的适应度值f(x′)减去之前可行解中的适应度值f(x),通过概率公式P=exp(-(f(x′)-f(x))/T0)>rand[0,1]判断接受新可行解是否满足条件,其中rand[0,1]是[0,1]之间的随机数。 Step6在算法进化的过程中,一旦温度T0达到平衡状态,退火机制开始按照温度更新函数Tk+1=WTk降低温度,其中W∈[0,1]。 Step7直到局部搜索的次数等于设置的最大值L或者搜索到一个新的粒子来代替原粒子时停止局部搜索过程。 Step8重新计算新种群中所有粒子的适应度值并进行比较更新直到找到最优粒子,记为xbest。 Step9判断SAEM算法是否满足设置的结束准则,若满足结束准则则终止算法进程,否则转到Step3。 为进一步研究本文方法,即改进的类电磁算法优化投产预制构件的上线顺序与改进的BL定位算法控制模具在模台上的摆放位置和方向相结合的方法,通过使用某混凝土预制构件生产企业的生产实例对该方法进行仿真实验,分别从优化效果、多种优化算法组合结果和全局算法优化效果,多角度分析评估该方法,来验证该方法的有效性。 某建筑预制构件生产企业的生产线中,模台的尺寸为6 000(mm)×4 000(mm),需要生产一批不同尺寸的板类预制构件,共有37种类型,共计生产130个预制构件,其尺寸及数量如表1所示。 表1 预制构件生产清单 续表1 为验证本文方法的有效性和实验结果的合理性,针对上述仿真数据,需要提出多种方法对不同的评价指标进行对比实验。 4.2.1设计仿真方案 针对模具在模台上的组合分配问题,本文提出了基于模拟退火的类电磁算法与改进的BL定位算法相结合的方法求解该问题,分别设置了4组对比方法。在控制模具在模台上的摆放位置和方向问题上,方法1和方法2均使用了标准的BL定位算法,方法3和方法4均使用了改进的BL定位算法;在优化投产的预制构件上线顺序问题上,方法2和方法3均使用了标准的EM算法作为全局优化算法来优化预制构件的上线顺序,方法4使用了SAEM算法作为全局优化算法来优化预制构件的上线顺序。对这4组方法的仿真结果进行对比,分析各个方法求解模具在模台上组合分配问题的优化效果,构建组合分配方法的信息如表2所示。 表2 4组组合分配方法信息 4.2.2构建评价指标 ① 平均模台利用率: (13) ② 最低模台利用率: fmin=min{f1,f2,…,fe} (14) 式中:fmin表示进行E次仿真实验过程中模台利用率的最小值。 ③ 最高模台利用率: fmax=max{f1,f2,…,fe} (15) 式中:fmax表示进行E次仿真实验过程中模台利用率的最大值。 由于预制构件属于大型的在制品,立数大、面积大,板类的预制构件又都是矩形形状,同时各个模具和模台边缘要有一定的工艺间隔,本文设计的工艺间隔C=10 cm,所以模台的利用率无法达到100%。为分析全局优化算法和改进的BL定位算法在求解模具在模台上的组合分配问题中的应用效果,选取仿真数据中类型编号1-50的矩形预制构件,分别采用方法1和方法4的优化算法对这50个预制构件进行10次仿真实验,采用方法1所得到的10次仿真结果如表3所示,10次仿真结果中最优结果模台利用率f为60.0%。从两个方法中分别选出模具在模台上的组合分配最好的结果可视化如图6和图7所示。从图6可以看出,由于采用随机方式生成构件的上线顺序,会出现多个模台上只摆放2个模具的情况,模台没有被充分利用,共需使用22个模台来承载模具完成50个预制构件的加工任务。从图7可以看出,通过采用改进的BL定位算法优化模具在模台上的摆放位置和方向与SAEM算法优化预制构件上线顺序,有多个模台承载3个模具的情况,模台台面空间得到了更充分的利用,承载50个模具所使用模台的数量降低到17个,为优化的最大限度,减少了模台的使用数量,提高了模台的利用率。因此,本文方法对于提高模台利用率和减少模台使用数量是有明显效果的。 表3 1-50号的预制构件10次随机生成的上线顺序结果 图6 随机生成上线顺序和BL定位算法结合生成的模具模台简图 图7 采用SAEM算法和改进BL定位算法结合生成的模具模台简图 表4 3种方法在不同的数据规模下就优化目标产生的3组对应方案 图8 模台利用率在不同数据规模下的变化曲线 方案3和方案4中分别使用EM算法和SAEM算法作为全局优化算法优化预制构件的上线顺序。数据规模为130时,选取模台利用率f作为优化目标,绘制的优化过程曲线如图9所示。可以看出,算法在进化初始阶段收敛迅速,表现出较强的搜索能力,但随着进化代数的增加,EM算法陷入了局部极值,在第70代左右停止进化。而SAEM算法在第90代左右陷入了极值,但在210代左右跳出了局部极值并最终进化得到了最优值,这表明了基于模拟退火的电磁算法在优化上线顺序的过程中较标准的电磁算法具有更优的效果。 图9 EM算法和SAEM进化曲线 本文以建筑预制构件生产线中模具在模台上的组合分配问题为研究对象,结合建筑预制构件本身排布的特点建立数学模型,针对模具在模台上的摆放问题,将经典的BL定位算法进行改进以适合预制构件的加工特点。同时将基于模拟退火的类电磁算法作为全局优化算法来优化预制构件的上线顺序,扩大标准EM算法的局部搜索范围,增加粒子的多样性,提高算法的灵活度。建立了四组实验优化方法进行对比分析,并分别测试方法在不同数据规模下的求解效果。测试结果表明,SAEM算法优化投产预制构件上线顺序与改进的BL定位算法控制模具在模台上摆放位置和方向相结合的方法,能够有效地解决预制构件生产过程中模具在模台上组合分配问题。接下来会训练多种不同尺寸的数据来提高本文方法的稳定性和鲁棒性,希望能在预制构件生产企业发挥巨大的作用,提高企业的生产效率。4 实验与结果分析
4.1 构造仿真数据


4.2 设计仿真方案及构建评价指标


4.3 优化仿真结果分析







5 结 语
