T型接头焊接残余应力及变形调控研究
2021-08-08韩成才郭龙龙
韩成才,郭龙龙
(西安石油大学 机械工程学院,陕西 西安 710065)
引 言
T型接头是最典型的焊接接头,被广泛地应用于舰船、桥梁、车辆、航天、航空、石油化工、起重机械等行业的重要结构中[1-2]。焊接过程中材料受到热源不均匀地加热和冷却,造成焊件膨胀、收缩不均匀,最后导致残余应力和变形,继而对结构的强度、稳定性以及装配精度产生不良影响[3-4]。因此,非常有必要针对T型接头的焊接残余应力、变形调控开展研究。
国内外学者围绕T型接头的残余应力、变形进行了比较广泛的研究。如:李青等[5]利用Sysweld软件建立有限元模型,分析了约束条件对薄板T型接头焊接残余应力及变形的影响;刘阁等[6]利用Sysweld软件分析了316L不锈钢T型、单侧两道焊接头的温度场与应力场;刘胜等[7]采用Abaqus软件分析了Q235钢薄板T型双侧焊接的残余应力及变形;逯世杰[8]等研究了T型接头单侧多层多道焊的残余应力分布和变形的演化特征;沈济超等[9]采用分段移动热源模型计算了船舶T型接头的焊接变形和应力;廖娟等[10]考虑相变,分析了高强钢T型接头单侧多道焊的残余应力及变形;张迪[11]基于Abaqus软件建立有限元模型,对比研究了T型接头MAG焊接、焊趾TIG重熔等状态下的温度场和残余应力场;Nateghi等[12]采用SimufactWelding软件分析了T型接头的翼板坡口形式对温度场、残余应影响规律,并进行实验验证;Deng Dean等[13]基于均匀的体热源模型与高斯面热源模型的共同热作用,利用Abaqus建立了SM400A低碳钢T型焊接头的有限元模型,分析了其挠度变形、角变形及横向收缩;Mato Peric等[14]采用3D单元、3D与2D混合单元建立T型焊接头的有限元模型,分析了其变形、残余应力及计算精度;曹淑芬等[15]对铝合金T型接头双脉冲MIG焊的温度场、应力、变形进行了模拟。然而,关于焊接路径及约束对T型接头多层多道焊残余应力、变形影响的研究比较罕见,有必要开展与其相关的研究。
基于热-弹塑性理论,建立了T型接头的热力耦合有限元模型,并进行试验验证,分析了焊接路径、约束对残余应力和变形的影响规律,研究成果可为T型接头焊接工艺的优化提供依据。
1 试验方法与材料
腹板和翼缘尺寸均为150 mm×350 mm×20 mm,对应的材料为SUS304不锈钢,腹板厚度方向的中间截面与翼缘宽度方向的中间截面重合,腹板和翼缘的两侧、两端分别点焊固定,如图1(a)所示。焊接方法为焊条手工焊,焊接电流100~110 A、焊接电压28~30 V,焊接速度22~24 cm/min,焊道间温度不超过200 ℃,腹板单侧各4道焊缝,两侧依次、逆向焊接,标记为方案A,试样如图1(b)所示。
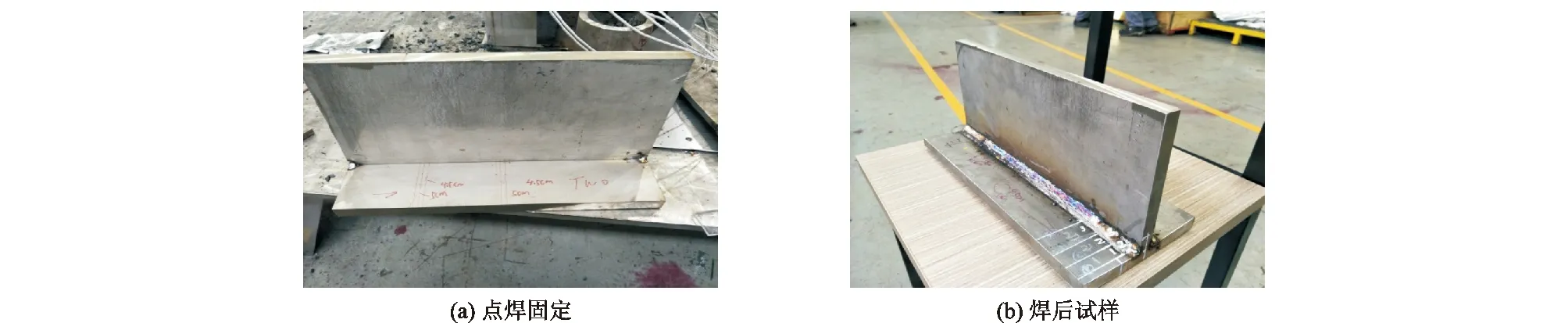
图1 焊接试验Fig.1 Welding experiment
2 有限元模型的建立及验证
2.1 几何模型及网格划分
根据腹板、翼板、焊缝的实际尺寸和几何形状,建立T型接头的几何模型,并导入Abaqus进行网格划分。由于焊缝及热影响区温度梯度、应力梯度大,为了获得准确的计算结果,采用非均匀的网格划分策略,即在焊缝及热影响区划分细密的网格,在其他区域划分稀疏的网格;此外,为了实现采用Python语言编辑程序控制焊缝单元的逐步、顺次填充,焊缝区域全部划分为六面体网格,如图2所示。

图2 T型焊接接头的网格Fig.2 Grid division of T-shaped welding joint
考虑焊接路径的不同,设计了4种焊接方案,依次称为方案A、B、C、D,其中方案A为焊接试验所采用的工艺,如图3所示。图中的箭头代表对应焊缝的焊接方向,数字代表焊缝的焊接次序。建立几何模型、有限元模型时,忽略焊接方案引起的焊缝几何形状的差异。
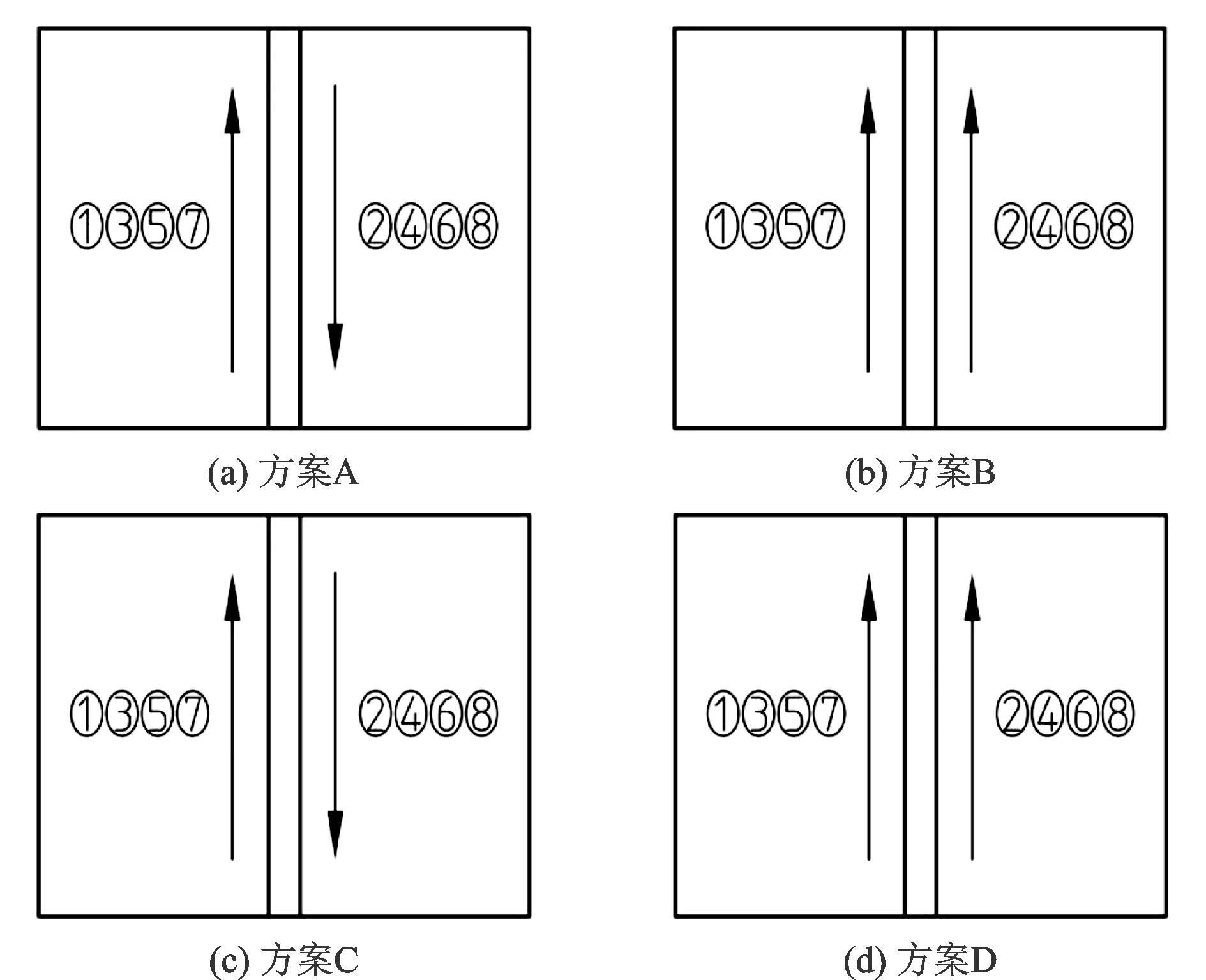
图3 焊接方案示意图Fig.3 Schematic diagram of welding schemes
2.2 热源模型及温度场计算
兼顾计算结果的精度、求解效率,选择分段热源模型模拟电弧的加热。此外,考虑焊接过程中焊条与水平面之间夹角对温度分布的影响,在笛卡尔坐标系中,分段热源模型的公式为

(1)
(2)
式中:qs(x,y,z)为热流密度;qsm为热流密度最大值;a为椭球长度参数;b为椭球宽度参数;θ为焊条与水平面的夹角;(xc,yc,zc)为焊接起点的坐标;ts为热源作用时间;vm为焊接速度。
基于Abaqus软件建立焊接有限元模型时,以1 s为时间步长建立焊接分析步,每个连续的冷却过程作为1个冷却分析步,利用Python语言编辑程序实现分析步的快速、高效建立;同时,焊接中涉及焊缝材料的逐步填充,该过程的模拟通过修改Abaqus的关键词实现,即“MODEL CHANGE,TYPE= ELEMENT/ ADD”。此外,Abaqus温度场分析时,与坐标、时间相关的热源密度无法直接添加,因此利用Fortran语言编辑Abaqus软件的热源接口DFLUX子程序,将分段热流密度施加到温度场分析的模型上。各节点的温度可通过求解非线性传热方程
(3)
来获得[16]。式中:c为比热容;ρ为密度;t为时间;kx、ky、kz分别为x、y、z方向上的热传导率;T为温度;q为热源密度。
同时,考虑材料热性能参数随温度的非线性变化;此外,为了模拟熔池流动对温度场的影响,对母材和焊缝材料的热传导系数进行修正,即将其熔点以上的热传导系数值设置为熔点处的3倍[17-18]。将与空气接触的表面设置为对流、辐射表面,对流换热系数取值15 W/(m2·℃),热辐射系数取值0.7。
2.3 应力与应变计算
在应力场计算过程中,使用与温度场完全相同的网格模型,并将温度场计算结果作为应力场计算的载荷,通过Abaqus的Predefine Field实现温度载荷的施加,从而求解焊接过程中的位移、应变和应力。所采用的单元类型为C3D8R单元,与温度场分析相对应。假设材料的弹性应力-应变关系符合Hooke定律,塑性行为符合Von Mises准则[19];利用各向同性硬化准则模拟焊接中的加工硬化现象[20];通过设置退火温度模拟材料的退火效应[21]。计算模型中的力学边界条件仅用于避免模型发生刚性运动,约束如图2所示,即将图示位置的X、Y、Z方向的自由度全部约束。
2.4 模型的有效性验证
方案A的有限元模拟变形、实测变形,如图4所示。可以看出:底板两侧的变形最明显,主要表现为角变形,模拟值与实测值吻合良好。这表明:建模方法正确,所建立的模型准确,能够准确反映焊接变形与应力的分布。
图4 变形模拟值与实测值的对比Fig.4 Comparison of simulated deformation with test deformation
3 焊接路径对残余应力、变形的影响
3.1 对残余应力的影响
方案A焊接对应的残余应力分布如图5所示。由图5可见:焊缝及其邻近区域的Von Mises应力峰值大于焊缝材料的屈服强度;纵向残余应力的峰值大于横向、焊缝厚度方向的残余应力,且大于焊缝材料的屈服强度。焊缝区域产生高残余应力的原因是:奥氏体不锈钢本身加工硬化倾向显著,多层多道焊接过程中材料会产生较大的塑性变形,产生塑性变形区域内的材料发生加工硬化、屈服应力增大,产生比焊缝材料屈服强度更高的残余应力。

图5 方案A对应的残余应力(单位:Pa)Fig.5 Residual stress of welding scheme A
不同方案焊接残余拉应力峰值,如图6所示。由图6可知:方案B、C、D对应焊件的焊接残余应力峰值分布规律与方案A相同;各方案对应焊缝及其邻近区域的Von Mises应力峰值大于焊缝材料的屈服强度;焊接路径对横向、焊缝厚度方向的残余应力峰值有显著影响,对纵向残余应力峰值影响不明显;与方案A相比,方案D的Von Mises应力,Y、Z方向的应力降低了3.0%、4.1%、8.9%,X方向的应力增加了12.8%。

图6 不同方案焊接残余拉应力峰值Fig.6 Peak values of residual stress of different welding schemes
3.2 对焊后变形的影响
方案A焊接对应的变形分布,如图7所示。由图7可见:T型接头的变形以底板两侧的角变形为主,即底板在Z轴正方向的变形为主要变形;X、Y方向的焊接变形明显小于Z方向的变形。不同路径焊接对应的变形,如图8所示。可见:与实际焊接方案B相比,方案D总变形及X、Y、Z方向的变形减小幅度为19.6%、15.3%、2.1%、20.8%。因此,焊接路径对总变形、分量有显著影响,合理地规划焊接路径有助于降低焊接变形。综合考虑焊接路径对残余应力、变形的影响,对T型接头采用方案D进行焊接,所得的焊后残余应力、变形相对较小。
4 约束对残余应力、变形的影响
为了分析约束对残余应力、变形的影响,以方案D为基础施加约束,如图9所示。给图9中框内的节点施加Z方向的固定约束,即得方案E,继而分析约束对残余应力、变形的影响。
4.1 约束对残余应力的影响
方案E的残余应力分布如图10所示。与方案D相比,约束导致残余应力的幅值增加,X、Y、Z方向残余拉应力峰值分别增加了23.27%、1.73%、27.80%。这主要是因为:约束增加了结构的刚性,阻碍了应力的释放。
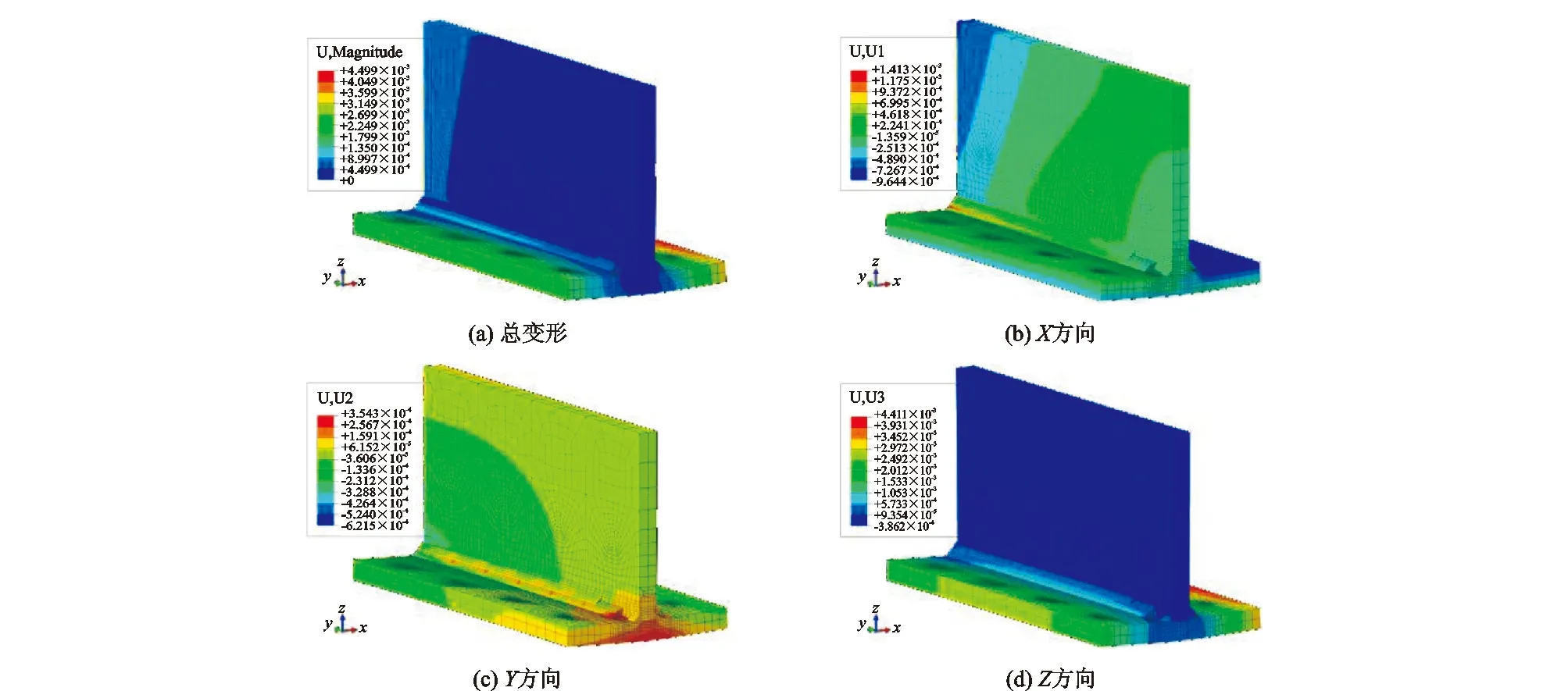
图7 方案A焊接对应的变形(单位:m)Fig.7 Deformation produced by welding scheme A

图8 不同方案焊接对应的变形Fig.8 Comparison of deformation produced by different welding schemes
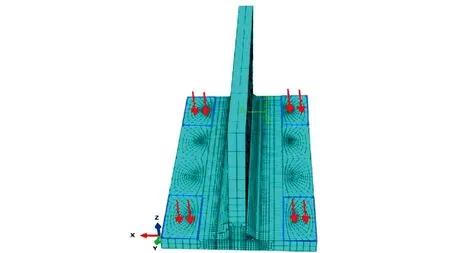
图9 施加约束示意图Fig.9 Schematic diagram of imposing constraint
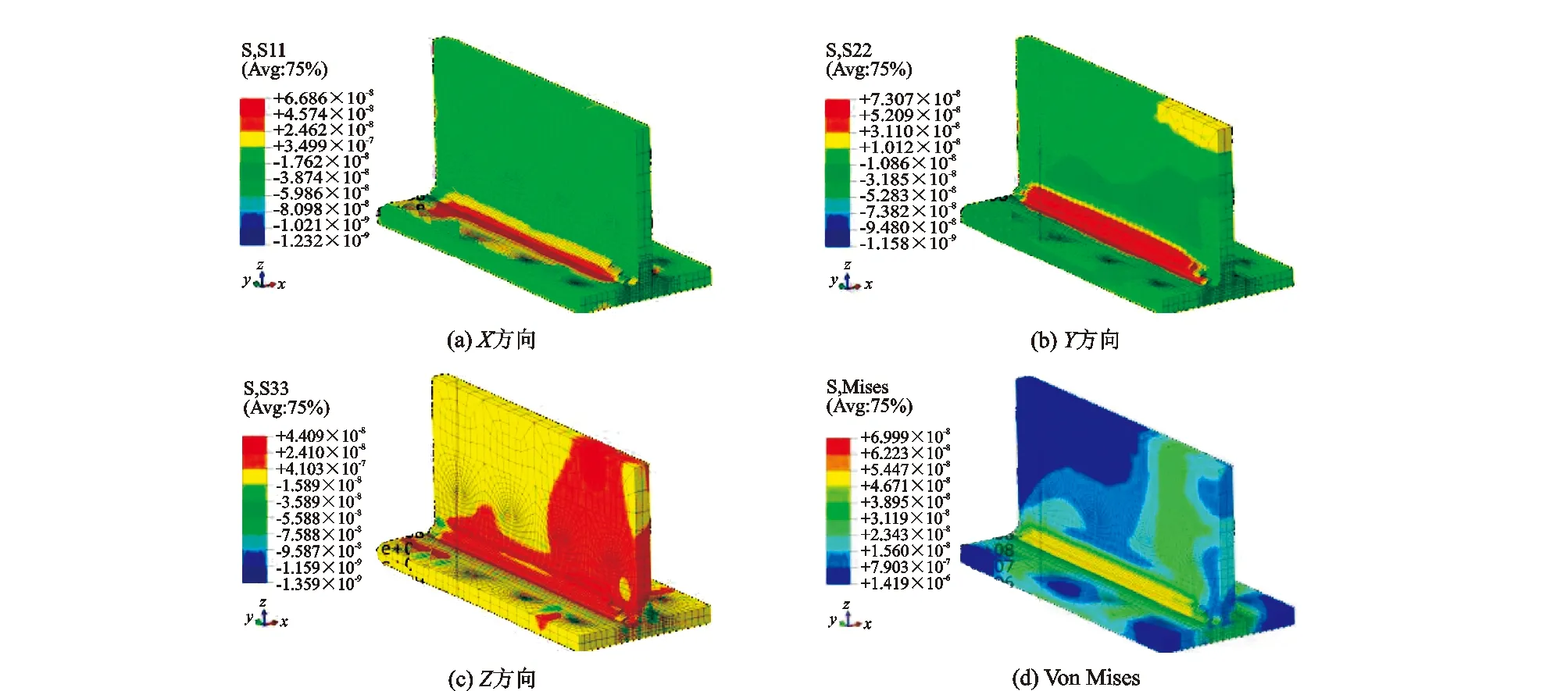
图10 施加约束后的残余应力(单位:Pa)Fig.10 Residual welding stress after imposing constraint
4.2 约束对焊后变形的影响
方案E的焊后变形如图11所示。与方案D相比,施加约束后总变形、Z方向的变形分别降低了26.8%、66.5%,可见施加约束对变形有显著影响。
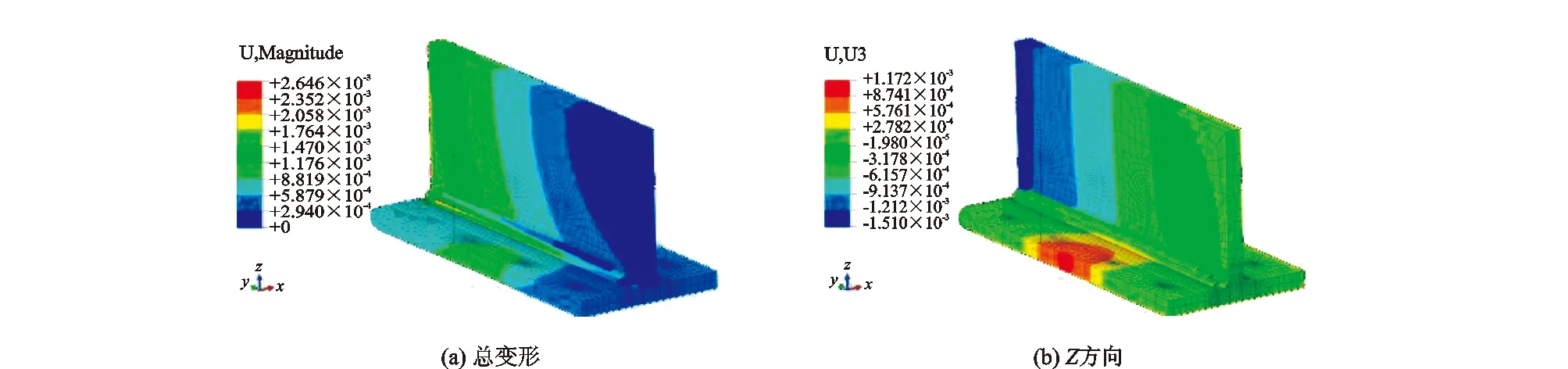
图11 施加约束后的变形(单位:m)Fig.11 Welding deformation after imposing constraint
5 结 论
(1)基于Abaqus软件平台,采用Fortran和Python语言编辑程序,建立了T型接头焊接的热力耦合有限元模型,对比了数值模拟变形值和实测变形值,结果表明:所建立的模型能反映T型接头的焊接残余应力和变形。
(2)T型接头的残余拉应力在平行焊接路径方向最大、底板厚度方向最小;其变形以底板两侧的角变形为主;焊接路径对T型接头的焊接残余应力、变形有显著影响,两侧顺次、异向焊接所得焊件的残余应力、变形相对最小。
(3)与不施加夹具约束相比,施加约束有效地降低了焊接变形,施加约束后总变形、Z方向的变形分别降低了26.8%、66.5%;但是,施加约束导致残余应力增加,X、Y、Z方向残余拉应力峰值分别增加了23.27%、1.73%、27.80%。