一种多抽芯面壳注射模设计
2021-08-06胡清根邹彩平周先保
胡清根,邹彩平,周先保
(江西农业工程职业学院,江西樟树331200)
1 塑件注射成型工艺及结构分析
该塑件属于装配零件,尺寸精度要求较高。材料为:ABS+PC,收缩率为0.5%,ABS+PC具有较高的冲击强度、硬度,机械综合性能较好,成型温度较高[1],在230℃~270℃。塑件最大外形尺寸93×61×26mm(见图1),壁厚1.9mm。前端A处有20mm长倒扣,且此处壁厚比其它地方薄,此处壁厚只有1mm,很难脱模和充满,因此注塑时要有较大的注射压力及保压时间。塑件外表面B处、C处及内部D都有多个倒扣,脱模困难。这些倒扣处模具都要设计抽芯机构才能脱模。

图1 塑件零件图
2 模具关键结构设计
2.1 分型面设计
分型面设计在塑件外形最大轮廓处,否则难以脱膜,分型面设计要利于模具加工和排气[2]。此塑件分型面为曲面分型面,曲面分型面注塑时,模具所受侧压力较大,因此分型面四个角增加了凸块锥面二次定位。凸块顶部配合处避空,以便动模型芯、定模型芯能结合紧密,防止溢料,凸块顶部设计成平面,作为模具维修和加工基准。由于塑件前端和侧面倒扣处都有滑块抽芯,此处分型面有台阶。塑件曲面分型面在最大轮廓处要沿曲面方向延伸一段距离,以便更好封胶,末端要加一段直的平面分型面,方便加工。图2为塑件分型面。
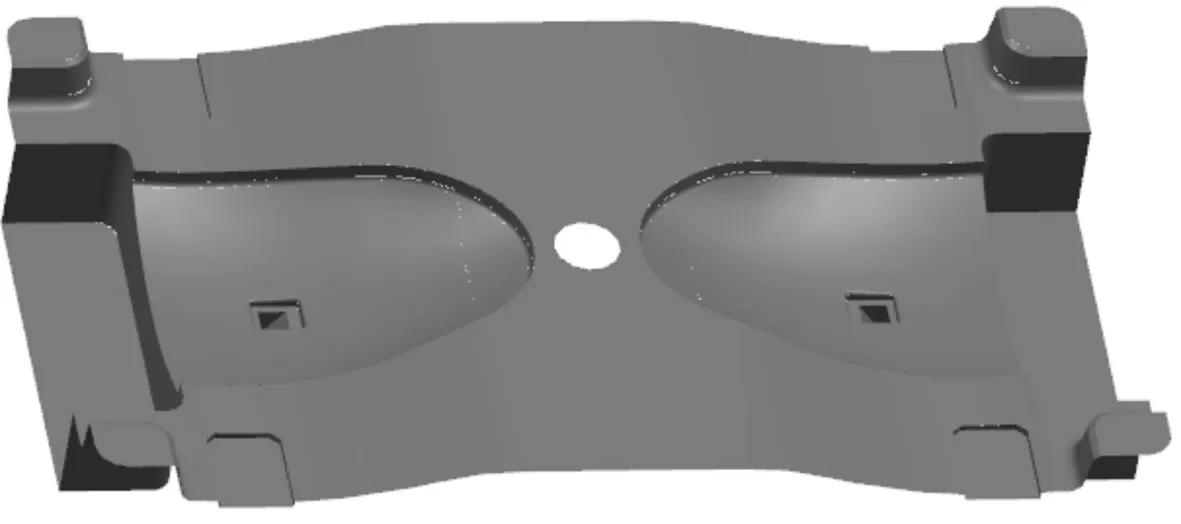
图2 塑件分型面
2.2 浇注系统设计
浇注系统包括主流道、分流道、浇口[3]。此塑件排位设计一模两件,对称排位,平衡进胶。由于外观要求高,不能有浇口痕迹,塑件采用潜顶针式潜伏式浇口,从分流道末端加工斜孔,斜孔与潜顶钉5相连(见图3),潜顶钉5头部磨削掉一部分,二次浇口及辅助流道设计在潜顶头部,二次浇口部分与制品形成一体,脱离动模后,手工去处其浇口。主流道末端设计了拉料杆4,拉料杆4头部设计成Z型倒扣,开模时拉料杆4把主流道拉出定模,并协助排气和顶出。
2.3 抽芯结构设计
2.3.1 液压二次抽芯结构设计
由于塑件前端A处有20mm长的倒扣(见图1),且此处壁很薄,一次性抽出很容易损坏内壁,因此此处采用液压二次抽芯结构(见图3)[4]。

图3 模具总装图
内型芯15通过台阶固定在内型芯连接块20内,内型芯15可在外型芯13内滑动,压板14通过螺钉和外型芯13连接,拉杆17通过台阶固定在拉杆连接块16内。拉杆连接块16与内型芯连接块20通过螺钉固定在一起,由导杆1导向(导杆1见图3)。工作原理:当动模11与定模26分开后,液压缸拉杆17通过拉杆连接块16、内型芯连接块20,带动内型芯15在外型芯13的内孔中滑动L1距离,进行内抽型芯,之后内型芯15台阶碰到压板14,再带动外型芯13抽芯L2距离,抽芯距要满足以下公式:

式中L3——液压缸总抽芯距,mm
L2——内型芯15第一次抽芯距,mm
L1——外型芯13抽芯距,mm
2.3.2 定模斜滑块抽芯
塑件顶部外表面B处(见图1)有一宽为5mm的斜方孔,此处形成倒扣,要在动模11及定模26分开之前先抽芯,因此设计定模斜滑块抽芯(见图3、图4)[5],斜滑块23通过压块22压住,可在压块22及定模26形成的槽内滑动。斜销24及压紧块43固定在定模座板31内,斜滑块镶件25通过螺钉固定在斜滑块23内,压紧块43的斜面与开模方向的夹角大于斜销与开模方向的角度2°左右,以便开模时,压紧块43先与斜滑块23先分开,然后再由斜销24带动斜滑块23滑动完成抽芯。合模时,压紧块43压紧斜滑块23,防止松动,实现复位。
图4为定模斜滑块抽芯三维图。
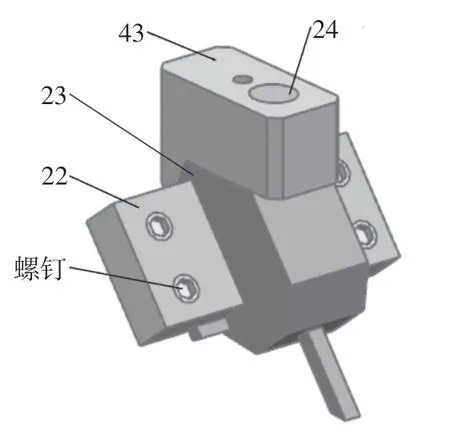
图4 定模斜滑块抽芯三维图
2.3.3 动模斜导柱抽芯
塑件两侧C处(见图1),有1.8mm的倒扣。由于倒扣在分型面下,此处设计为动模斜导柱抽芯[6];成型倒扣的小镶件36镶嵌在动模滑块37内,小镶件36头部有3°的斜度,便于封胶和滑动[7]。动模滑块37由压块35压住,可在压块35与动模11形成导滑槽内滑动,开模时由斜导柱39带动,实现抽芯,由定位销40定位,合模时由斜楔38压紧复位。
2.3.4 动模斜顶抽芯
塑件内部D处(见图1)有1.7mm倒扣,此处可以设计成动模斜顶抽芯。斜顶7通过螺钉固定在斜顶座6内,斜顶座6底部设计有台阶,通过台阶,斜顶座6可在推杆固定板9内滑动[8]。斜顶角度可设计成5°,动模型芯12设计有斜孔与斜顶形成滑动配合,斜孔可由线切割加工而成,如图3所示。
2.4 冷却系统设计
冷却系统设计对于成型质量和成本至关重要,模具设计时必须考虑模具的冷却效果和冷却均匀[9]。为提高冷却效率,动定模都设置了两组对称循环水路。水管直径ϕ8mm,通过动定模分别进入动模型芯12、定模型芯21。在保证不与推杆、镶件、滑块干涉,且强度足够的前提下,冷却水路尽量大范围包围塑件,接近塑件,达到充分冷却。且必要处设置防漏胶圈,防止漏水(详见图3)。
2.5 成型零件设计
成型零件是决定塑件形状大小的模具零件[10],是模具设计和加工的核心部分。塑件的成型零件由动模型芯12,定模型芯21,斜顶7,外型芯13,内型芯15,斜滑块镶件25,小镶件36组成(见图3),成型零件要有良好耐磨性和抗疲劳性,较高的机械强度和表面硬度。由于此塑件要求质量较高,成型零件设计模具材料选用NAK80,为了维修和加工方便,成型零件尽量做镶件,小镶件采用台阶固定定位,压板压住台阶,大镶件用螺钉固定。为方便脱模,成型零件都要有一定的脱模斜度。成型零件分型面设计时应避免尖角锐边,保证封胶可靠。图5所示为成型零件动模型芯图。

图5 成型零件动模型芯图
2.6 顶出系统设计
此塑件顶出系统由斜顶7,潜顶钉5,推杆8、复位杆42,推板44组成。由于塑件内表面为圆弧面,潜顶钉5和推杆8要设计防转[11],顶出设计要平衡;斜顶7,潜顶钉5附近可不设推杆。合模时,复位杆42先碰到定模26,起复位作用。开模时,拉料杆4可以拉出浇注系统到动模,顶出时把浇注系统从动模顶出(详见图3)。
3 模具工作过程
合模后塑料熔体经浇注系统进入模具型腔,保压冷却后开始开模。由于弹簧30的作用,模具先在PL1处开模,即从定模座模31与定模26处先分开,在斜销24的作用下,斜滑块23带动斜滑块镶件25完成塑件上表面斜孔抽芯;分开H距离后,定位螺钉29拉住定模26不再运动,之后在PL2处分型,即动模11与定模26开始分开,斜导柱39开始带动动模滑块37完成抽芯;在定模26不再压住压板14后,由于液压缸拉杆17的作用,开始完成液压抽芯;顶出时,注塑机顶杆带动推板44及推杆固定板9向前运动,再带领斜顶7斜向运动完成抽芯,同时推杆8,潜顶钉5,拉料杆4将塑件和浇注系统顶出动模。
4 结论
塑件内壁有长且薄的倒扣时,模具设计成二次液压抽芯可以解决抽芯时内壁损坏的问题[12];塑件分型面上部斜孔可设计成定模斜滑块抽芯,定模斜滑块抽芯可设计成二次分型,定模与定模座板要首先分开,先在定模完成斜孔抽芯,然后动模及定模再分开[13]。塑件分型面下面倒扣可设计成动模动模斜导柱抽芯、动模斜顶抽芯。此塑件结构复杂,抽芯设计合理,实际生产运行良好。
