UO2-不锈钢燃料棒的光纤激光切割研究
2021-08-02常尚文晏太红郑卫芳李高亮邹树梁王新林肖魏魏王湘江唐德文
常尚文,晏太红,郑卫芳,李高亮,邹树梁,王新林,肖魏魏,王湘江,唐德文
(1.中国原子能科学研究院 放射化学研究所,北京 102413; 2.南华大学 核设施应急安全技术与装备湖南省重点实验室,湖南 衡阳 421001)
乏燃料后处理是核燃料循环过程中重要的环节,其目的是分离和再回收利用乏燃料中未裂变的铀和新产生的超铀和裂变元素。而乏燃料组件解体及溶解是后处理中最关键的一个步骤。当前国际上通用的处理方法是先将乏燃料组件解体,再将乏燃料棒剪切成小段进行硝酸溶解,实现燃料芯块和包壳材料的分离。机械-化学分离法(切断-浸出法)适用于处理包壳材料不溶于硝酸的燃料元件,以及锆及其合金包壳、不锈钢包壳,是动力堆乏燃料元件典型的处理方法。其中剪切工艺及剪切设备性能是影响这一处理过程的关键因素。
机械剪切机是当前国际上应用最广泛的一种乏燃料组件解体及剪切设备,是通过刀具直接作用于乏燃料组件实现解体和剪切,包括立式送料和卧式送料两种方式。如法国的UP3后处理厂采用水平进料、整体切割的剪切机实现乏燃料组件的解体及燃料棒的剪切[1]。英国的THORP厂采用立式进料的剪切机,实现多种不同形式的乏燃料组件解体及剪切[2]。国内南华大学通过多年研究,设计了立式送料乏燃料剪切机,并对剪切装置开展了风险评估[3]和故障诊断研究[4]。在采用机械剪切机进行乏燃料组件解体和乏燃料棒切割的过程中,剪切机的刀具会不断磨损,乏燃料组件出现大变形,且剪切过程不可避免存在噪声。除机械剪切机外,电化学法、磨料射流法等也被尝试用于乏燃料组件的解体和切割。Wurm等[5]采用电化学方法切割乏燃料组件,这种方法将电极和待切割的乏燃料组件置于熔融氧化物盐的电解液中,电流通过电解液在电极和乏燃料组件之间传输实现乏燃料组件的电化学切割。Abe等[6]采用磨料水射流切割工艺切割ZrO2模拟芯块-锆合金包壳管组成的模拟组件,并对切削效率和切削表面质量开展研究。Ladeinov等[7]设计制造了一种乏燃料组件的切割设备,该设备采用圆盘形切割机对插入式燃料组件进行远程切割。
激光切割具有精度高、速度快、切缝小、切割工件无明显机械变形、无刀具磨损、可在线控制等优点,已广泛用于切割各种材料,包括铝-氧化铝金属基复合材料[8]、硅片[9]、不锈钢[10-11]、镍基超级合金[12-13]、碳纤维增强聚合物[14-15]等。在核工业领域,激光切割技术近年来也得到大量应用。Baranov等[16]建议使用锁模CO激光器对生产核燃料的铀进行工业分离。Lopez等[17]采用光纤激光器对核工业的主要材料之一SS304L不锈钢进行切割,并对切割过程中的二次排放进行了研究。Shin等应用激光切割技术拆除核设施,如厚钢板和大型管道[18-19]及水下切割厚度为50 mm和60 mm不锈钢板[20]。Keogh等[21]讨论了使用激光加工连接和分离演示管道。Dodds等[22]利用掺镱光纤激光器在模拟核退役场景下切割受污染的不锈钢,并研究了切割过程中的放射性核素分布。
本研究拟设计一套光纤激光切割系统,对UO2芯块-316Ti不锈钢包壳的元件棒开展激光切割实验,验证激光切割元件棒的可行性。通过分析切断面的形貌、结构及物相成分,研究UO2芯块和激光的相互作用。
1 实验
1.1 切割材料
本研究所用棒料为UO2芯块-316Ti不锈钢包壳的元件棒,其中UO2芯块为核反应堆用的标准芯块,其基本参数如下:直径17.5 mm、单个芯块长度22 mm、熔点2 800 ℃、密度10.96 g/cm3、硬度60 HRA。包壳管为316Ti不锈钢管,外径20 mm、壁厚0.5 mm。
1.2 UO2芯块-316Ti不锈钢包壳的光纤激光切割
激光切割系统由激光发生器、导光系统、激光切割头、KUKA机器人、冷却系统及物料回收装置等组成。激光发生器为YLS-4000-SM IPG光纤激光器,为连续波单模激光器,1 075 nm波长下最大功率达4 kW。导光系统采用芯径为50 μm的防辐射光纤。切割系统采用Precitec SolidCutter激光切割头,支持的最大功率为3 kW。配套的喷嘴型号为Precitec DE YR30 2.0 F100,该型喷嘴的气体出口直径为2 mm。切割头整体安装在六轴的KUKA机器人上,由机器人控制机构控制切割头的运动轨迹。物料回收装置由固体物料回收筐和负压系统组成,其中固体物料回收筐回收切割得到的芯块和包壳,负压系统收集切割过程中产生的烟雾气体,负压系统的通风风速为1.8 m/s。本研究分别采用O2和Ar作为切割辅助气体,两种辅助气体的压力均为1.4 MPa。激光切割过程的工艺参数列于表1。

表1 激光切割工艺参数Table 1 Process parameter for laser cutting
UO2芯块-316Ti不锈钢包壳的切割方式如图1所示。首先,激光在元件棒偏离直径处打孔,打孔时间1.5 s,孔打穿后,激光沿厚边方向进行扫描切割。切开厚边后,关闭激光,激光切割头沿设定路径返回至打孔处,再打开激光,激光沿薄边方向进行扫描切割,切断元件棒。

图1 UO2芯块-316Ti不锈钢包壳光纤激光切割示意图Fig.1 Schematic diagram of fiber laser cutting process of pellet-cladding composite structure
1.3 性能测试及表征
采用TESCAN VEGA3扫描电子显微镜(SEM)观察芯块热熔断面处的晶体微观结构及形貌特征变化,研究激光切割热作用对切断面的结构和形貌的影响。采用BRUKER XFlash Detector 6130 X射线能谱(EDS)对铀芯块切断面元素分布进行能谱分析。
采用XD-3型粉末衍射仪对铀芯块切断面的晶体结构及生成的物相进行X射线衍射(XRD)分析,对铀芯块切断面在激光热作用下的新生成物相进行定性和定量分析。分析条件如下:Cu靶作为阳极靶材、特征X射线为Cu Kα、波长为0.154 nm、扫描起始角为10°、终止角为70°,扫描步长为0.01°。
2 结果与讨论
2.1 切断性
采用前述的激光切割方式及工艺参数能实现UO2芯块-316Ti不锈钢包壳元件棒的切断,且单棒每次切断时间约为3 s。激光切割后的元件棒切断面和激光切割后的铀芯块如图2所示。由图2a可见,切断面非常粗糙,存在明显的凸起条纹,断面上有缺口,该缺口是由于激光切割过程的热作用使芯块开裂所致。由图2b可见,激光切割后的芯块形成的碎块形状为不规则的多面体。这说明激光具备切断UO2芯块-316Ti不锈钢包壳这种复合结构元件棒的能力。
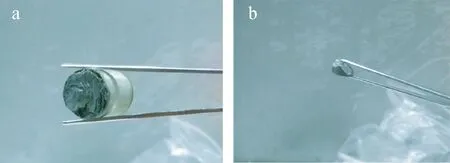
图2 激光切断后的铀芯块-不锈钢包壳切断面(a)和激光切割后的铀芯块(b)Fig.2 Cutting section of uranium pellet-stainless steel cladding after laser cutting (a) and uranium pellet after laser cutting (b)
2.2 切断面形貌及微观结构
UO2芯块切割前后横截面的SEM图像示于图3。由图3a可见,切割前的芯块横截面相对较光滑,虽然沿着晶界分布着一定数量的微孔,但结构整体较为致密。晶体表现为不规则的多边形,边长在5~30 μm之间。
由图3b、c可见,激光切割后的铀芯块表面出现了酥化现象,且表面较粗糙。两个样品切断面均出现了大量微孔,这些微孔的原因可归结为两个方面:一是激光切割过程中整个截面不均匀的热膨胀和收缩;二是铀芯块在激光热作用下形成的碎块在高压辅助气吹蚀下脱落。此外,两个样品切断面均出现了较多的碎渣,尤其是1#样品的切断面上出现了两个体积较大的碎渣。因此,由大量存在的微孔和碎渣造成了如图3b所示的铀芯块在激光切割后切断面较为粗糙的表面。
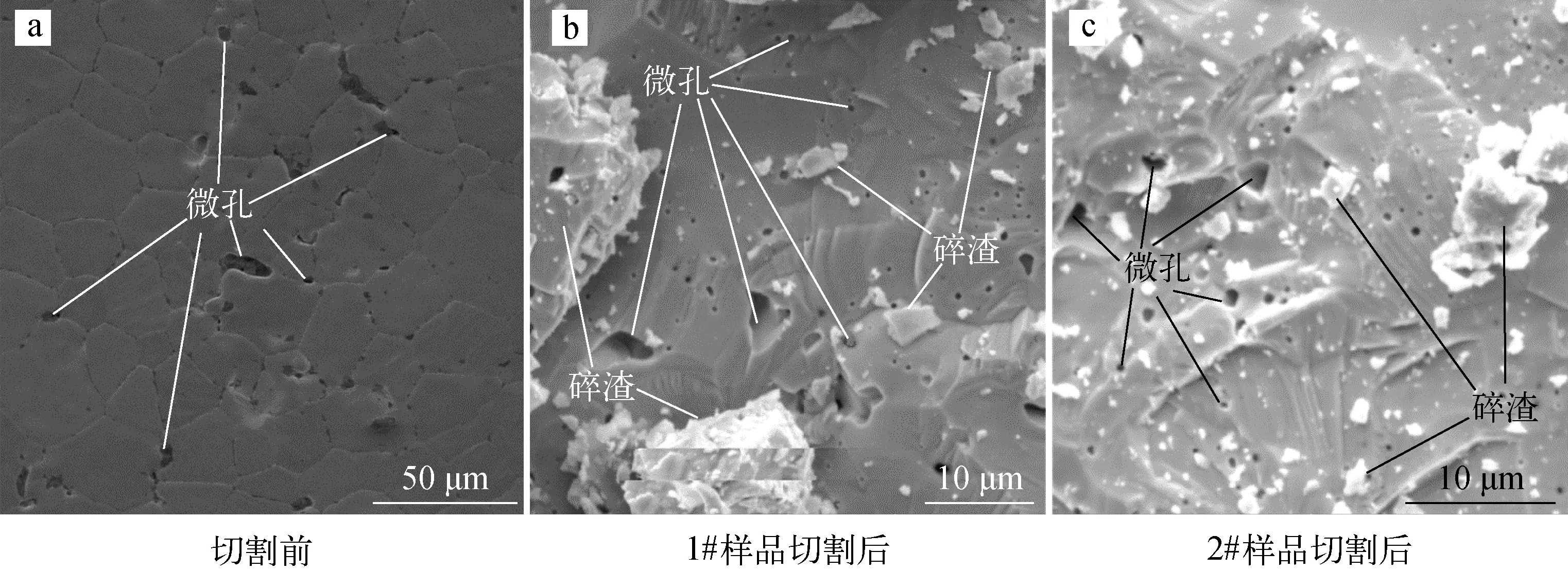
图3 UO2芯块激光切割前后横截面的SEM图像Fig.3 SEM image of cross-sectional surface for UO2 pellet before and after laser cutting
激光切割后UO2芯块切断面处的EDS测试结果示于图4。由图4a可见,1#样品的U/O质量比为87.28∶11.86=7.36,U/O原子比为32.38∶65.48=0.49。2#样品的U/O质量比为87.66∶11.72=7.48,U/O原子比为32.93∶65.51=0.50。两样品的U/O质量比或原子比非常接近,说明当辅助气体为O2时,并不会在铀芯块切断面增加O元素的含量。同时,由图4也可见,两样品铀芯块切断面的U/O质量比与UO2中的U/O质量比基本一致。

图4 激光切割后UO2芯块切断面处的EDS谱Fig.4 EDS spectrum for cut-off surface of UO2 pellet after laser cutting
激光切割后UO2芯块切断面的XRD谱示于图5。由图5可见,两样品的XRD谱均存在6个较明显的衍射峰。其中1#样品在28.17°、32.76°、46.94°、55.62°、58.37°、68.53°处分别出现明显的衍射峰,2#样品在28.15°、32.74°、46.83°、55.64°、58.37°、68.54°处分别出现明显的衍射峰。对比XRD衍射卡片41-1422可发现,1#样品和2#样品的6个衍射峰分别对应UO2的(111)、(200)、(220)、(311)、(222)和(400) 6个晶面。
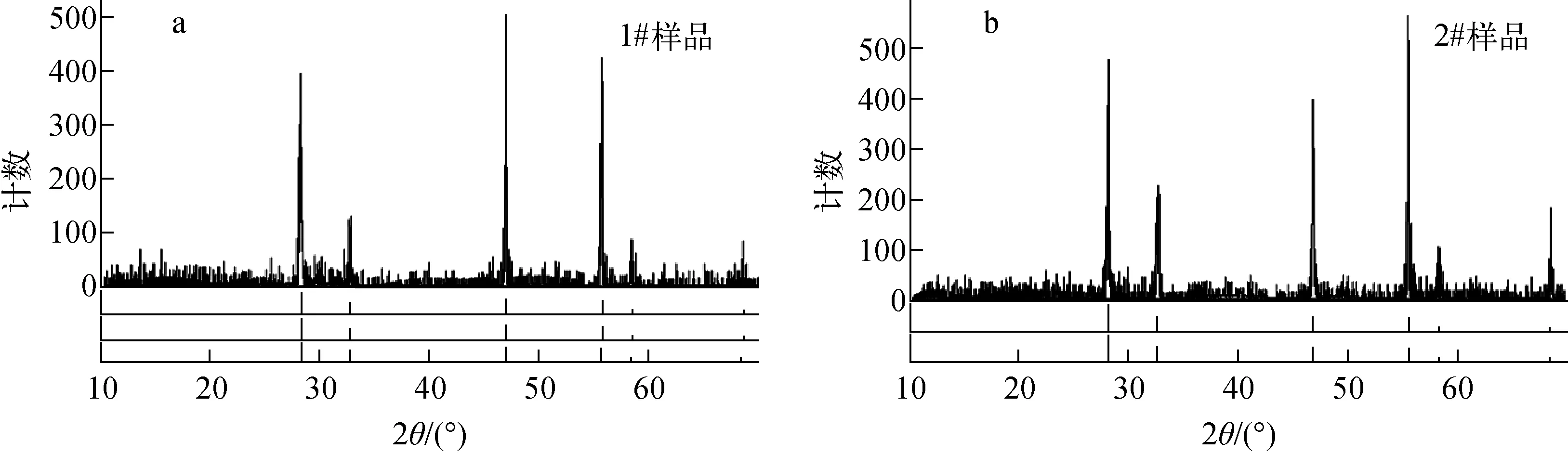
图5 激光切割后的UO2芯块切断面XRD谱Fig.5 XRD pattern for cut-off surface of UO2 pellet after laser cutting
由上述分析可知,激光切割的铀芯块切断面表面出现酥化现象,且存在大量微孔和碎渣,造成切割表面粗糙度较大。辅助气体无论是O2还是Ar,都不会造成铀芯块的相变,切断面的XRD分析结果显示激光切割后,UO2芯块的主要成分仍为UO2。
3 结论
本文设计了一套用于UO2芯块-316Ti不锈钢包壳元件棒的光纤激光切割系统,对铀芯块切断面的微观结构、元素成分及物相进行表征与测试,得到以下结论。
1) 采用最大功率为4 kW的光纤激光切割系统,可用于外径为20 mm的UO2芯块-316Ti不锈钢包壳元件棒的切割,单棒每次切断时间约为3 s。
2) 经激光切割的铀芯块切断面存在大量的微孔和碎渣,切割表面较粗糙。EDS结果显示,切断面U/O质量比与UO2基本一致。XRD结果显示,经激光切割后的铀芯块没有发生UO2的相变。
以上结果说明激光用于乏燃料组件解体和乏燃料棒切割具有可行性。后续将对激光切割系统开展抗辐照屏蔽研究,将激光切割用于后处理过程中的乏燃料解体。