探究薄壁粱类零件加工工艺
2021-08-02刘贻军
刘贻军
(中国航发湖南动力机械研究所,湖南 株洲 412000)
因为薄壁粱类零件特点显著,所以进行薄壁粱类零件加工时,存在一定复杂性,其中涉及到了很多加工重点难点,若薄壁粱类零件加工不到位,很容易导致整个零件的性能降低。薄壁粱类零件一般用于飞机梁体当中,该位置在前机身、中央翼的对接位置,零件外形作为飞机的理论外缘,结构非常复杂,并且截面小、壁薄,是典型的薄壁零件。如何把控薄壁粱类零件加工质量,成为当前航空航天装配领域的重点,本文将针对薄壁粱类零件加工工艺进行详细分析。
一、薄壁粱类零件特点
薄壁粱类零件相比以往的梁零件的“工”字结构来说,整体呈现“L”形状。薄壁粱类零件的特点显著,其外廓尺寸一般为8mm×100mm×1200mm[1]。薄壁粱类零件的腹板、缘条很薄,厚度仅仅2.5mm——4.5mm。在进行薄壁粱类零件加工时,对零件加工的精准度要求非常高,厚度尺寸的偏差极限不能超过±0.2mm。薄壁粱类零件的变化幅度相对较大,常规的薄壁粱类零件最低处为36mm,最高处为72mm。此类零件的结构非常复杂,所有的面都呈现出曲面,甚至一些面呈现出双曲面。此外,薄壁粱类零件的闭角角度较大,缘条与腹板之间呈现出68°,纵深为36mm,其高度从11mm——26mm区间过渡。此类零件当中,整体结构当中没有明显的支撑筋条,并且端头是开敞结构,零件的毛料重量大约在74.42kg左右,整体毛料为铝合金板材。毛料加工之后,零件重量仅仅有1.37kg,金属祛除率大约为98%左右,所以加工难度与技术要求都非常高。
二、薄壁粱类零件加工难点
薄壁粱类零件在加工的过程中具备一定难度,在实际进行加工的过程中,零件很容易因为加工出现颤抖现象,在此种加工环境之下,零件的尺寸、精准度很难把控,并且零件的厚度与尺寸也不容易把控。此外,该类零件的闭角区域相对较大,高度较低,这样便导致整个工件的加工空间狭小,对刀具的直径、刀具下刀的深度提出了严格的考验[2]。此外,该零件闭角处呈现锥形,立铣刀粗加工之后,剩余量较大,并且呈现出分布不均匀等特点。在此种情况下进行精铣内形时,很容易因为刀削量较大造成刀具折断等问题,直接破坏了零件已经加工的表面,直接影响了整个薄壁粱类零件使用质量。在薄壁粱类零件第二面加工时,因为零件的闭角处具备特殊的结构,所以在进行加工处理时,往往会导致一定程度的质量问题。机床在进行摆角加工的过程中,会因为机床主轴与机身作用等因素,直接干涉了真空平台,所以必须要借助科学施工技术手段来进行方箱加工,高质量开展放弃真空吸附,确保薄壁粱类零件加工的精准性。在进行薄壁粱类零件加工时,毛料的95%以上的毛料需求剔除,若在加工的过程中出现了毛料处理技术不当,那么很容易导致薄壁粱类零件形变,直接影响了整个薄壁粱类零件的质量。
三、薄壁粱类零件加工工艺要点
(一)选择机床
在我国信息化技术、数字化技术不断发展的当下,促使零件加工领域呈现出积极性发展态势,载薄壁粱类零件加工工艺时,最为基础的设备便是数控机床[3]。因为薄壁粱类零件的刚性相对较差,那么必须要借助快速切削的方式进行加工,选择高速铣机床,切削时90%以上的细小碎末,都会被带走,并且可以保障加工面的热度降低,非常适用于薄壁粱类零件加工当中。针对零件的大闭角区域来说,便可以选择坐标机床C角角度大于零件闭角角度设备,满足薄壁粱类零件加工需求。在进行机床设备类型选择时,必须要结合数控机床特点与薄壁粱类零件加工工艺需求合理选择技机床设备。
(二)选择刀具切削参数
在进行切削的过程中,刀具的工作面会与被加工的材料进行积压、摩擦。切削加工时若走刀量过大时,在机械能与热能转化的过程中,对刀具带来更大的磨损[4]。刀具与零件并未冷却便开展切削工作,那么很容易导致切削刀具的磨损程度提升,导致刀具的使用寿命变短。在薄壁粱类零件加工时,所选择的刀具可以参考表1所实际,按照VC=πDn/1000计算后,针对不同刀具、不同部位加工,选择合理的切削参数。
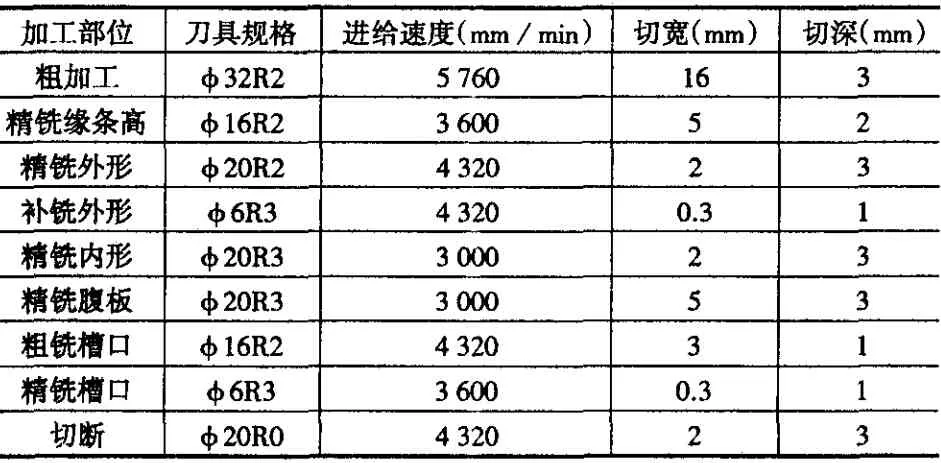
表1(薄壁粱类零件刀具切削参数)
(三)数控工艺流程安排
因为在开展薄壁粱类零件加工时,需要分两面进行加工,两面加工的余量相差悬殊,所以在进行加工的过程中,必须要把控两面不同变量。加工时,腹板基本可以与底面贴平,在进行第二面加工时,需要严格把控零件刚性,确保腹板厚度[5]。将第一面定位之后,装夹方式采用真空吸附,加工零件下陷及局部。第二面进行加工时,需要通过均匀布板的方式,对零件进行压紧加工,加工流程为“粗铣外形——精铣内形——精铣腹板——粗铣侧面凹形槽口——行切槽口区域内形和底R——切断”。
(四)粗加工余量控制
在进行零件加工时,会随着零件壁厚的降低而促使零件刚性降低,并且零件的形变也会随之增大。薄壁粱类零件加工时,很容易导致铣刀出现颤抖的现象,直接导致加工表面质量降低,甚至容易出现波纹状态[6]。薄壁粱类零件加工与传统仅留1mm余量的方式存在差异,对粗加工时余量进行调整,零件径向留2mm余量,轴向预留3mm余量。在改进之后,精铣零件内形,刚性较为良好,加工表面具备一定光滑性,可以满足薄壁粱类零件加工需求。
(五)闭角区毛料高度预处理
在进行数控机床编程时,需要结合薄壁粱类零件加工实际情况对闭角区域进行分析,刀具大摆角进行闭角加工时,刀具与零件的地面需要保持20mm以上的高度,以便于确保闭角加工有足够的空间。但是一般情况下,毛料的厚度一般在80mm,若不对毛料进行预处理,那么刀具加工此时,刀具与毛料会出现严重触碰,或导致刀具折断。为了确保零件质量,粗铣的过程中,必须要结合实际情况来除去多余的毛料,考虑到刚性需求,将剩余高度保持在20mm。
结束语
总而言之,薄壁粱类零件具备质量轻、节约材料、结构紧凑等诸多优点,可以广泛运用到航空航天工业当中。但是薄壁粱类零件的刚度较低,很容易变形,并且加工精度难以保障,直接影响了薄壁粱类零件加工质量。在进行薄壁粱类零件加工的过程中,必须要结合航空航天装配要求,对薄壁粱类零件进行合理设计,严格把控各项加工技术要点,切实增强薄壁粱类零件质量,为我国航空航天装配领域发展做出贡献。