恒张力牵伸控制系统的研究
2021-07-30张田龙雷志伟李玉霞
张田龙,雷志伟,宫 哲,李玉霞
(河北省自动化研究所,河北 石家庄 050081)
0 引言
随着时代的发展和科技的进步,我国制造业的发展越来越快,如冶金、造纸、塑料薄膜、金属箔、纺织、印染、塑胶以及各种线材的生产行业,在生产和包装过程中,产品需要保持恒定的张力,以避免在生产过程中的速度或张力突变导致线材忽紧忽松,降低产品的品质。因此,如何更好地控制系统随动轴的平稳运行,使其对主动轴的速度变化做出及时响应,就成为保持恒张力控制功能实现的关键。恒张力控制的方案主要包括力矩电机张力控制、磁粉制动器/离合器张力控制、重力缓冲辊张力控制和直接张力闭环控制等。而直接张力闭环控制因其具备张力控制平稳、响应速度快、控制精度高等优势,在一些特殊场合应用较为广泛。本文设计搭建了一套恒张力控制模型,并通过计算、优化相关参数,实现了线材生产过程的恒张力和全自动运行。
1 张力控制
1.1 直接张力控制
直接张力控制,就是不借助任何辅助机构(如重锤、弹簧、气压缸、液压缸、浮动辊、缓冲器等)建立的张力测量系统,而是直接通过张力传感器检测张力值,系统设置主动轴的运行速度,并实时采集张力传感器的反馈值,通过控制器内部的PID控制算法,计算并调整随动轴的运行速度,从而使得主动轴和随动轴之间的张力值始终保持恒定。
1.2 直接张力控制系统组成
直接张力控制系统主要由主动轴、随动轴、辅助放卷轴、辅助收卷轴、张力传感器和角度传感器等部分组成,系统组成示意图如图1所示。
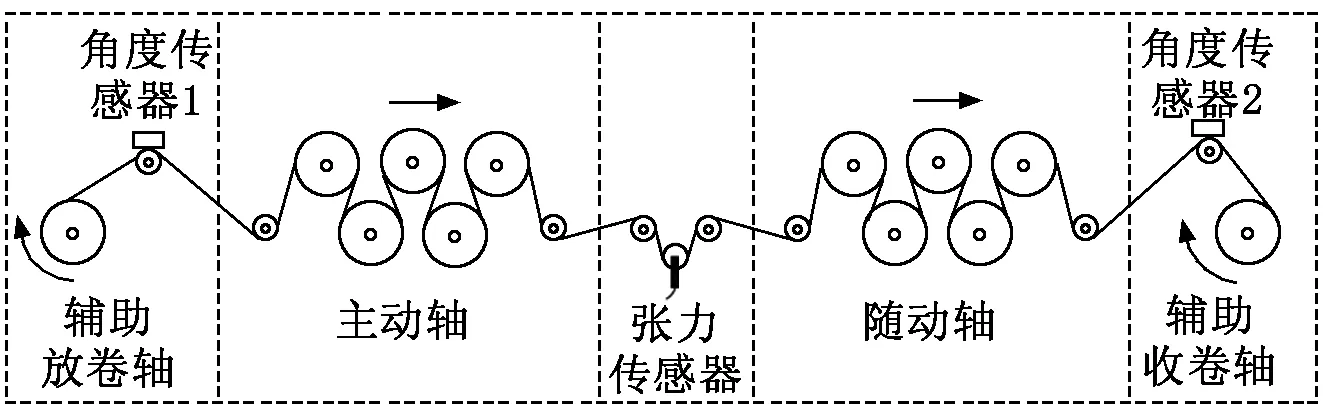
图1 直接张力控制系统组成示意图
主动轴:主动轴的运行速度为整套系统运行的参考速度,其他各轴的运行速度均以主动轴速度为基准进行调节。
随动轴:根据主动轴的运行速度和位于主动轴与随动轴之间张力传感器的张力值,对随动轴进行闭环反馈调节,最终保证张力传感器的张力值恒定。
辅助放卷轴:根据设置在辅助放卷轴上的角度传感器的位置值,调节辅助放卷轴的放卷速度,保证主动轴上经过的线材始终保持一定的张紧力。
辅助收卷轴:根据设置在辅助收卷轴上的角度传感器的位置值,调节辅助收卷轴的收卷速度,保证线材在一定张力下均匀紧密地缠绕在收卷轴上,保持缠绕的花形。
2 恒张力控制系统
2.1 控制系统方案
该系统选用西门子S7-300系列的PLC(CPU 315-2DP)作为控制和运算核心,执行器选用台达伺服驱动器ECMA-C10807SS及台达伺服电机ASD-A2-0721-M,电机控制方式为速度模式;张力信号反馈部分选用金诺张力传感器LZ-ZL-L1-50N,标准4 mA~20 mA输出信号;辅助放卷轴和辅助收卷轴设计有角度传感器LW128B-360,通过角度反馈值控制对应驱动的运行;上述执行器和检测传感器共同组成线材恒张力控制系统。恒张力控制系统结构如图2所示。图2中,r(t)为给定值,e(t)为偏差值,u(t)为PID控制器的输出和被控对象的输入,y(t)为实际输出值。
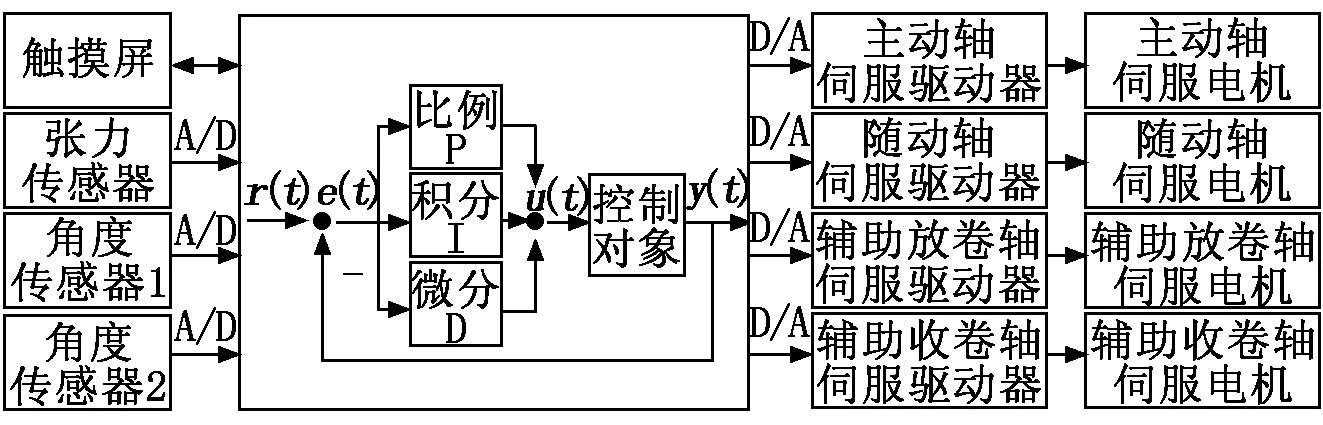
图2 恒张力控制系统结构
2.2 控制系统框图
恒张力控制系统就是在没有人参与的情况下使执行器的输出值准确地随着给定值的预期规律变化而变化,在存在外部扰动和内部参数变化的条件下,也能使系统的输出准确地跟踪参考输入。根据系统的结构,建立了恒张力控制系统的数学模型,控制系统组成框图如图3所示。系统设计有内环速度调节环和外环张力调节环两个闭环,速度环保证执行器按照给定的速度值准确输出并保持,张力环通过调节执行器的运行状态,保证线材在拉伸过程中维持张力值准确和恒定。
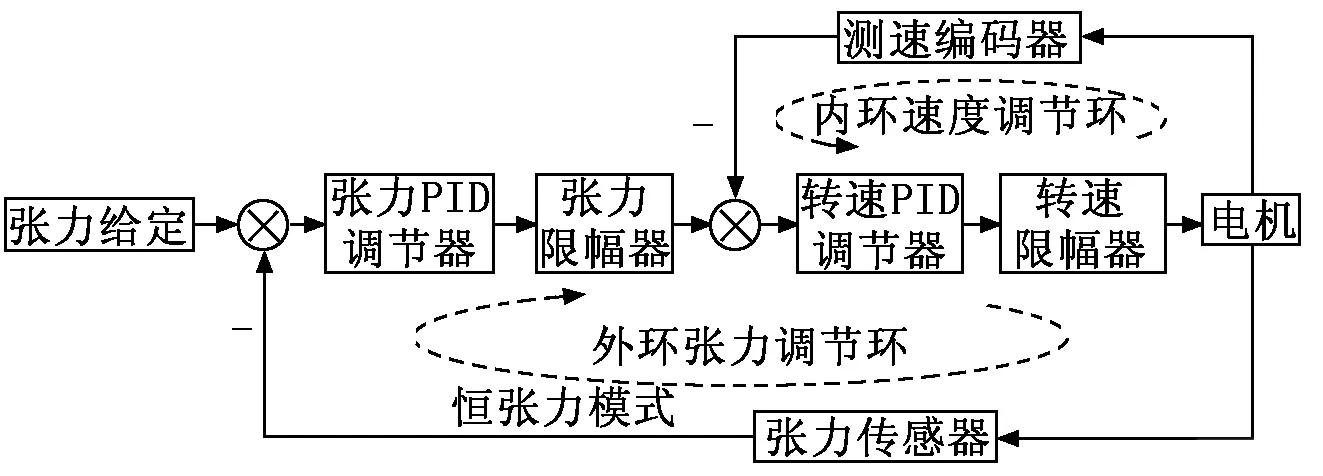
图3 控制系统组成框图
系统采用PID控制算法。其中比例环节(P)的作用是使输出量能够无失真、无滞后地按一定的比例复现输入量;积分环节(I)的作用是输出量对输入量在时间上的积分;微分环节(D)的作用是输出量对输入信号在时间上的微分,预示输入信号的变化趋势,监视其动态行为。
2.3 程序编写
根据控制要求,使用TIA Portal V16软件编写系统的PLC控制程序。在OB35组织块中,调用工艺对象CONT_C,并建立对应的背景数据块。根据CONT_C功能块各引脚参数的定义,填写各个实参,CONT_C功能块如图4所示。
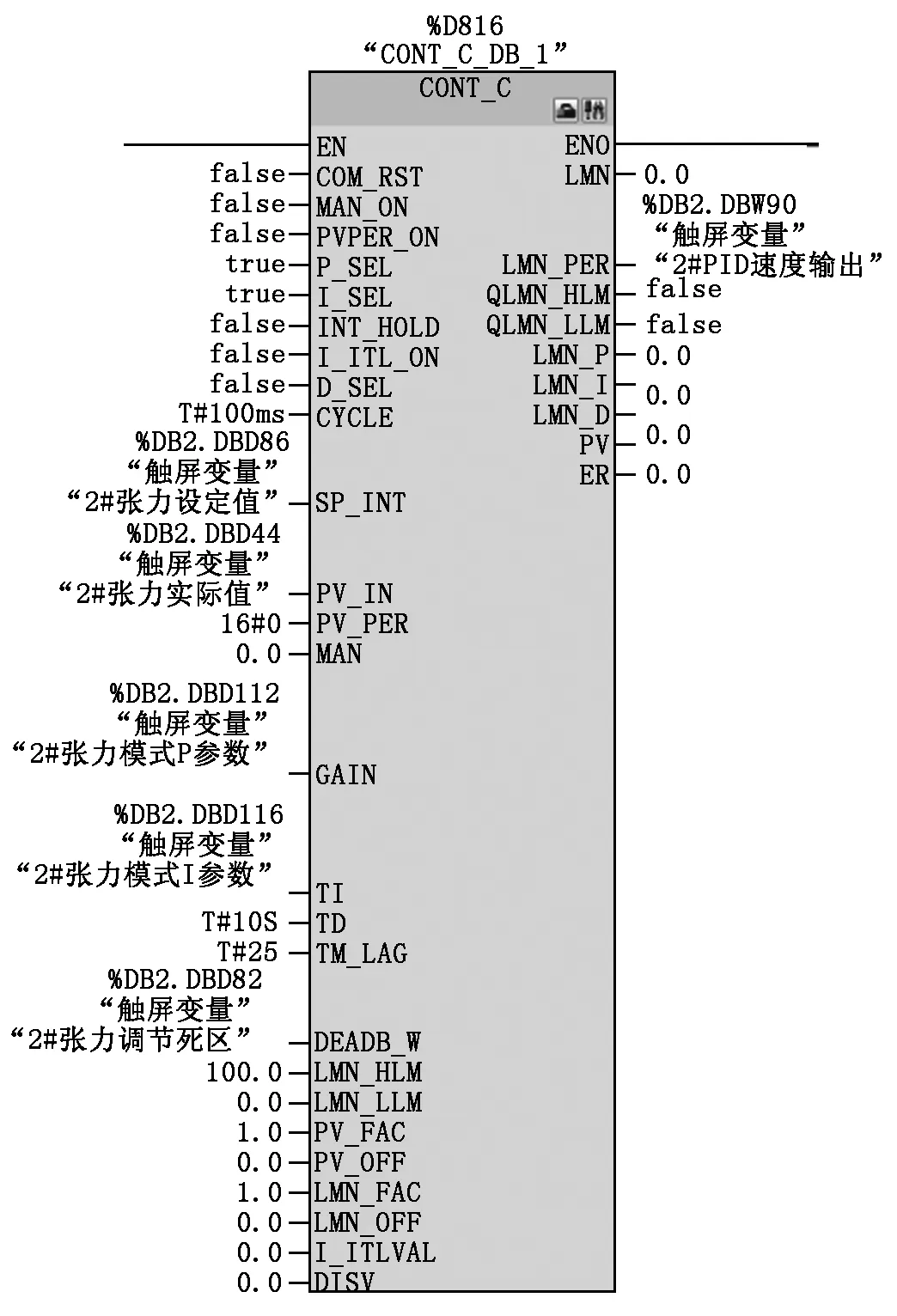
图4 CONT_C功能块
CONT_C功能块的引脚定义如下:MAN_ON为启用/禁用手动控制模式;P_SEL为启用/禁用P参数的作用;I_SEL为启用/禁用I参数的作用;D_SEL为启用/禁用D参数的作用;CYCLE为PID功能块的采样时间;SP_INT为“内部设定值”,输入用于指定设定值;PV_IN为在“过程值输入”处,可以将参数分配给调试值,或者互连浮点格式的外部过程值;GAIN为比例增益;TI为积分时间;TD为微分作用时间;DEADB_W为死区宽度,输入用于确定死区的大小;LMN_PER为I/O格式的调节值在“调节值I/O”输入中与控制器互连。
2.4 系统调试及PID参数整定
PID控制器的参数整定是控制系统设计的核心内容。根据被控过程的特性,确定PID参数控制器的比例系数、积分时间和微分时间的大小。
程序编制完毕后,启动系统并打开调试仿真功能,开始进行系统调试及参数整定。PID参数的整定过程采用实验的方法,PID参数的确定需要反复进行测试并调整,直至出现较为理想的曲线。在系统运行过程中,经过多次调整和修改控制器的PID参数,最终确定,当比例因子Kp=0.55、积分时间常数TI=200 s、微分时间常数TD=0 s时,系统的张力反馈值曲线较为理想,仿真结果如图5所示。图5中,X轴为时间轴,单位ms;Y轴为SP_INT(给定值)、PV(过程值)、LMN(输出值)的百分比值。
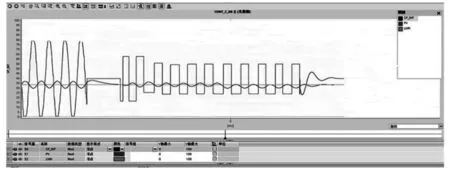
图5 PID仿真曲线
3 结束语
本系统设计有速度环和张力环两个闭环,采用PID控制算法,通过计算、调整和优化PID参数,提高了张力控制系统的控制精度、响应速度和稳定性,从而保证了线材生产的稳定性和一致性,提高了线材产品的质量和品质,提升了线材生产的自动化程度。
