热连轧带钢免酸洗表面处理线控制系统
2021-07-30马峰
马 峰
(山西太钢不锈钢股份有限公司,山西 太原 030003)
1 项目概况
太钢热连轧钢卷表面处理线设计能力为年处理钢卷50万吨,其主要功能是使用先进新型环保的无酸表面清洁技术对钢卷进行表面处理,利用钢砂、水、水基防锈剂作为工作介质,通过喷射泵对带钢表面进行喷射处理,以去除带钢表面的氧化物或氧化铁皮,然后使用气刀装置进行气刀吹干而使带钢表面清洁光滑。此工艺代替酸洗、抛丸、高压水冲洗等传统处理工序,不仅避免了酸洗工艺对于空气、水及工人健康的影响,也能很好地避免如抛丸车间的空气污染等,杜绝了废弃物的产生,而且介质全部循环利用,钢卷表面清洁度高,具有更优越的抗腐性能,实现了绿色生产,达到了节能、降耗、环保的目的,满足了高端用户和特殊行业的需求。钢卷表面处理线主要由三部分组成:①开卷、矫直、剪切、卷取等配套设备,由CISDI中冶赛迪、陕压、太重设计制造;②EPS(Eco-Pickled Surface)表面免酸洗处理单元,由美国TMW公司设计制造(目前太钢热连轧厂配置了三个单元);③钢卷产品包装线,由厂家信诺设计制造。
2 EPS表面免酸洗处理单元工作原理
EPS单元由钢砂筛分系统、水循环系统和喷砂清洗系统三部分组成。钢砂筛分系统主要设备包括一次沉淀池、二次沉淀池(P1和P2)、运渣池(P3)、旋风分离器;水循环系统主要设备包括磁力分离器水箱、过滤水水箱、废料渣清理装置、最终清洗水箱、热交换器;喷砂清洗系统主要设备包括涡轮室、砂浆涡轮机、射流器、运输辊道及导向杆、挤干辊、冲洗装置。
EPS工艺单元的核心是砂浆涡轮机,如图1所示。砂浆混合物(钢砂和水)持续不断地被泵送到涡轮机高速旋转的叶轮上,朝着带钢表面的叶轮外围是开口的,砂浆混合物流出后喷射到带钢表面上。带钢表面每秒钟受到数千次钢砂打击,用以除去钢卷表面的铁鳞。同时,涡轮室内部的高压水也喷到带钢表面上,将带钢表面上的铁鳞颗粒和钢砂冲洗掉,回流到钢砂和铁鳞分离装置,并且钢砂可以重复循环使用。
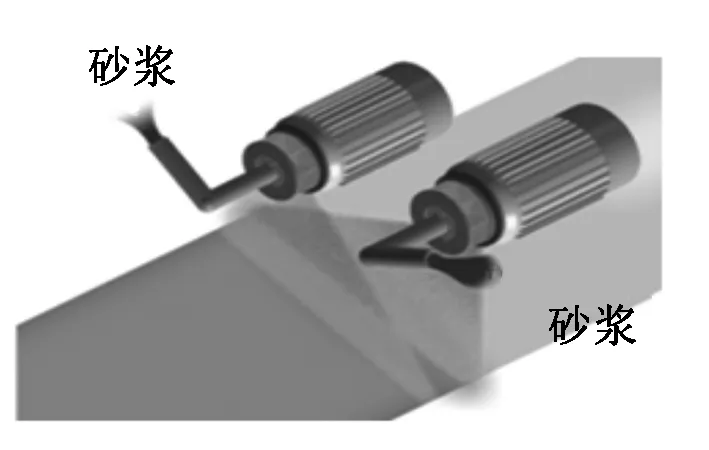
图1 砂浆涡轮机
一个EPS单元里有8个砂浆涡轮机,带钢上面4个、下面4个,可以覆盖整个带钢宽度。太钢热连轧钢卷表面处理线目前配置了三个EPS单元。
3 EPS处理线控制系统构成和功能
EPS处理线采用两级计算机控制系统,即基础自动化控制系统L1和过程控制计算机L2,L1与L2之间通过以太网通讯,控制系统组成示意图如图2所示。图2中,EPC为钢板对中控制;CPC为钢板对边控制;MCC为电气控制配电柜;PA1、PA2为终端PC;ASW1、ASW2为交换机。
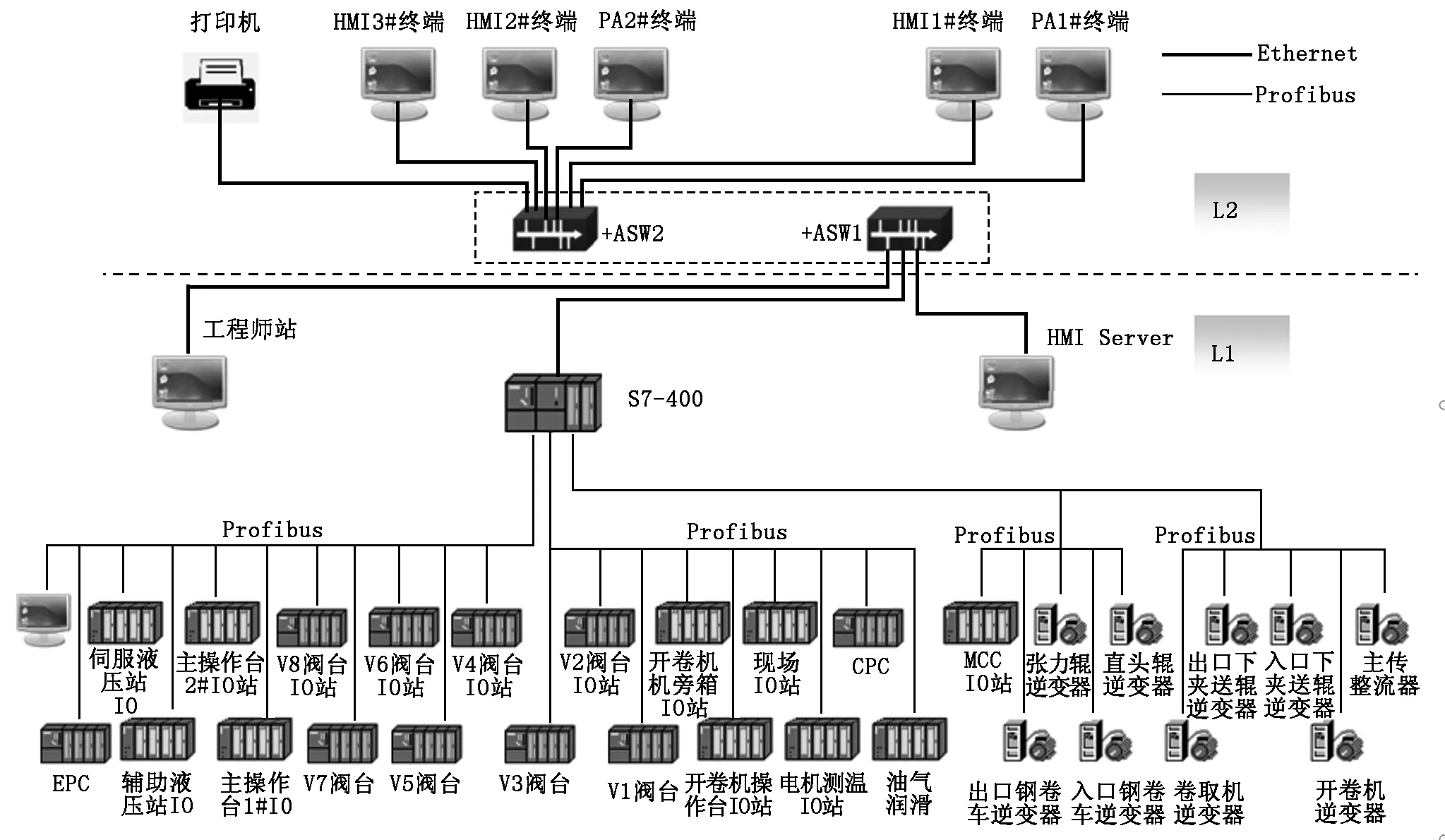
图2 EPS控制系统
3.1 基础自动化控制系统L1
L1控制系统采用西门子S7-400 PLC、ET200MET200S分布式I/O模块(如图2中的伺服阀液压站IO站、主操作台IO站、辅助液压站IO站和各种阀台IO站)以及西门子FM458处理器等硬件配置,主要实现生产线的时序控制、速度控制、张力控制、产品跟踪信息的控制等功能。采用主站PLC/从站ET200结构进行配置,各个系统组成部分主要通过Profibus进行通讯。
SIEMENS S7-400 PLC用于一般顺序控制,主要完成辅助系统控制、作业线顺序控制、定位控制速度主令、自动分切控制、数据通信、开卷机张力控制、卷取机张力控制等。
EPS免酸洗表面处理线PLC控制系统通过Profinet网络进行通讯,主要实现带钢表面的物理打击除磷、除磷介质的循环利用及废物的分离控制等功能。EPS PLC控制功能主要有:钢砂筛分功能、水循环使用功能、喷砂清洗带钢表面PID控制功能、带钢表面风干功能、EPS带钢表面检测功能、带钢表面光亮度检测、EPS速度自动设定等。
HMI控制系统由服务器和PC终端组成,通过WinCC工业组态软件完成HMI的开发及人机画面显示,并对部分过程数据进行归档。主要功能包括作业线生产状态模拟显示、辅助系统状态显示、设备状态显示、自动化系统运行状态显示、钢卷跟踪显示、故障显示及报警、维护画面(如设备锁定)等。表面处理机组显示画面如图3所示。
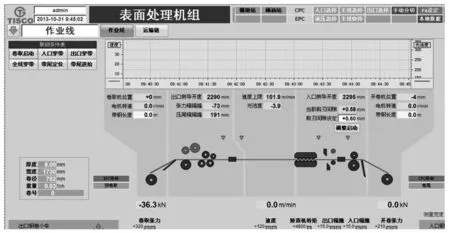
图3 表面处理机组显示画面
3.2 过程控制计算机L2
过程控制计算机L2采用C/S架构,硬件配置为HP PC服务器(如图2中的PA1、PA2),通过Visual Studio 2010开发软件进行前台开发,采用Microsoft SQL Server 2008数据库进行数据存储,L2控制功能如下:
(1) 生产计划管理:主要是对钢卷的数据进行管理,钢卷数据主要包括钢卷的规格信息、强度信息以及钢卷的计划分卷数据等等。
(2) 产品数据的跟踪:根据L1控制逻辑的信号,L2完成数据的传递,并画面直观显示,同时人工可以进行修正。钢卷跟踪提供的功能有钢卷位置修正、卷号登录和重量修正。
(3) 设备运行参数的计算、设定及归档:根据带钢的材质及规格,对设备进行参数的计算和设定,并实现生产规程数据的收集、存储及读取发送。
(4) 生产记录和L1、L2数据的通讯。
3.3 自动化仪表
在卷取卸卷装置的1号步进梁设置1套钢卷贸易结算秤,由压头、接线盒、称重终端和特殊电缆、称重台架构成。称重终端安装在操作室,采用台面安装方式。称量信号送表面处理线的L1系统进行监视,信号通过Profibus-DP传输;同时也可在操作台通过称重终端进行监视。
4 结束语
太钢热连轧厂钢卷表面处理线的投产,标志着太钢在带钢表面处理的节能环保生产技术上达到了国内领先水平,同时,通过对引进技术的消化吸收,也为下一步自主研发免酸洗工程技术打下了基础。
