基于视觉的板材自动攻丝机设计*
2021-07-30吴焱明李飞亚吴喆建
吴焱明,李飞亚,曹 宁,吴喆建,丁 鹏,秦 强
(1.合肥工业大学 机械工程学院,安徽 合肥 230009;2.合肥学院,安徽 合肥 230601)
0 引言
现如今板材冲压件广泛应用于生产生活中的各个领域,目前较先进的螺纹孔成型工艺是模内攻丝,但模内攻丝对模具维护的要求较高,出现问题现场工作人员难以及时发现,从而导致不良品流出。因此,用传统的攻丝机完成螺纹孔的加工仍是当前业内普遍采用的方式。单台手动攻丝机需要运料、攻丝加工、螺纹检查等多名人员配合,工人的劳动强度大且效率低下,还容易出现工伤和不良品流出等情况[1]。因此本文设计了一种板材自动攻丝机,利用工业相机采集板材特征信息实现板材定位,并根据板材DXF文件中孔的位置和孔径信息规划攻丝路径,实现板材自动攻丝的功能。
1 板材自动攻丝机的结构
板材自动攻丝机由大横梁、横移总成、纵移总成、主轴总成、刀库总成和机身总成六大部分组成,其结构如图1所示。其中大横梁、横移总成、纵移总成的移动实现了板材自动攻丝机在X、Y、Z空间任意位置的到达。大横梁和横移总成均由伺服电动机连接减速器通过齿轮齿条的传动来实现移动;纵移总成通过带抱闸的伺服电机连接导轨丝杆滑块机构来实现移动,选用带抱闸的伺服电动机从而确保纵移总成在伺服关闭(OFF)状态下不会因为自重而下落;主轴总成包括工业相机、丝锥夹紧装置等,通过主轴伺服电机连接同步带来实现主轴的旋转。工业相机用来采集板材的图像信息,实现板材的自动定位。主轴总成配合纵移总成的两轴插补运动实现丝锥的攻丝功能;刀库总成实现刀盘的旋转功能,由伺服电动机连接减速器直接驱动,配合主轴总成中的丝锥夹紧装置实现自动换刀。
2 控制系统硬件设计
板材自动攻丝机系统采用以工控机为核心的上位机和以运动控制器为核心的下位机的联合控制方案[2]。由于上位机在工作中需要完成图形采集、图形处理、路径规划、任务管理及定位计算等工作,运算量大,故决定选用研华ARK-2121L型号工控机,同时配备了工业可触摸显示屏以提供方便实用的人机交互界面;在运动定位过程中,该机床控制系统定位精度需求较高,并且需要多轴联动,控制系统的核心选用安川的MP3300运动控制器[3]。控制系统总体结构框图如图2所示。
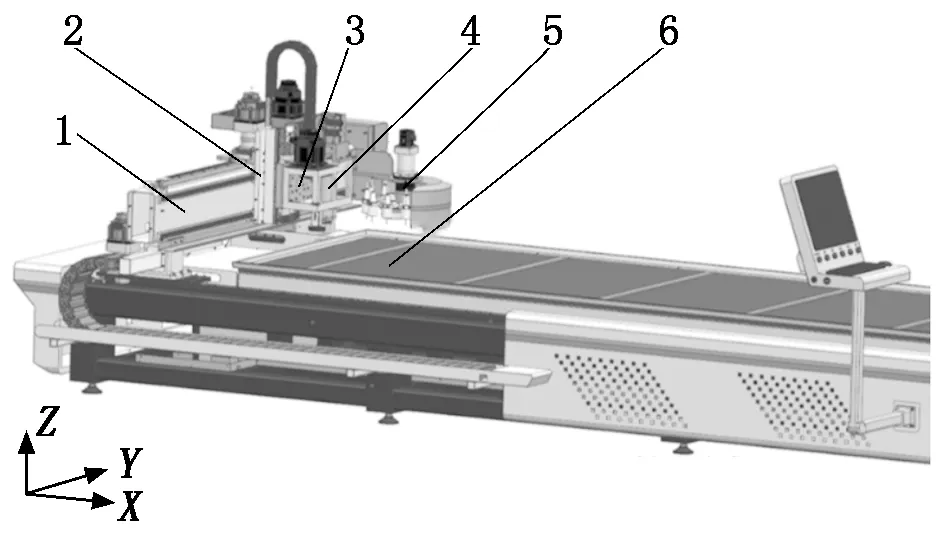
1-大横梁;2-横移总成;3-纵移总成;4-主轴总成;5-刀库总成;6-机身总成

图2 控制系统总体结构框图
MP3300运动控制器包括218IFD通信模块、SVC32伺服运动模块和LIO-01输入输出模块。控制器通过218IFD通信模块实现与工控机的通信;通过SVC32伺服模块可以同时控制机床各轴伺服电机运动;通过LIO-01输入输出模块可以分别提供16个数字输入和输出以及脉冲信号输入[4]。
工控机具有双网卡,一个网卡用来与控制器的通信模块进行连接;另一个网卡用来与工业相机进行连接,接收工业相机采集的图像信息。在Windows系统中运行了上位机软件后,可以手动控制攻丝机的运动、读取板材加工文件信息、规划板材攻丝路径、根据相机采集的图像信息计算板材位置等。
手轮是为了方便工作人员手动控制攻丝机而设置的,手轮发出的脉冲信号输入到输入模块中。
输入模块除了接收手轮轴选和倍率开关信号外,还接收急停开关按钮、传感器等信号。
系统的输出信号主要包括丝锥的吸取和释放、冷却液开关、伺服的上电控制和伺服报警清除等。
3 控制系统软件设计
板材自动攻丝机控制系统软件设计分为两个部分:以工控机为核心的上位机程序设计和以MP3300为核心的下位机程序设计。整个控制系统的软件设计采用模块化编程的思想,系统构架如图3所示。
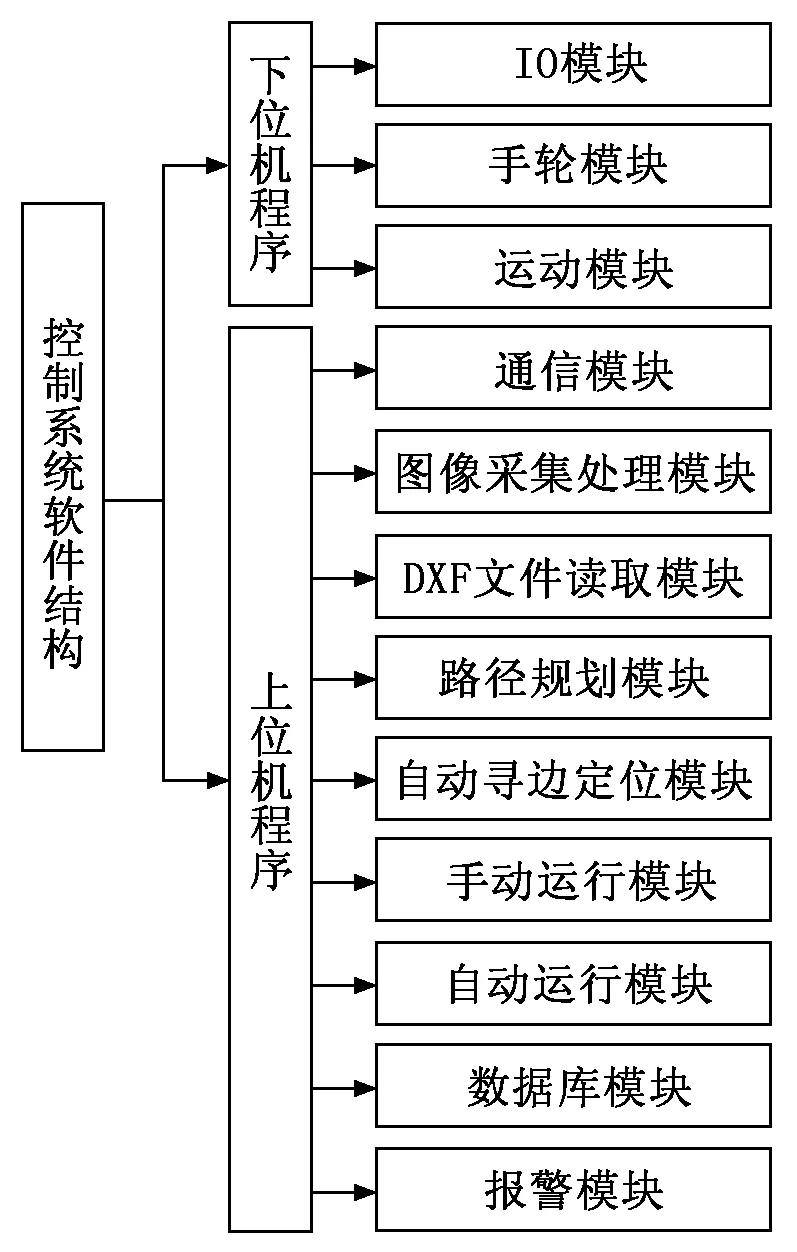
图3 控制系统软件构架
下位机软件的开发通过MPE720软件实现,上位机软件程序的开发主要通过.NET平台的C#语言实现[5]。
3.1 下位机软件
(1) I/O模块:I/O模块分为输入与输出,输入点主要是检测急停、复位等按钮的状态,通过读取输入点的状态来配合其他模块执行特定的动作,并作用到输出点上。
(2) 手轮模块:手轮模块通过采集电子手轮的脉冲、轴选和倍率等信号并编写了相应的PLC程序来控制机床各轴运动,用来辅助控制板材自动攻丝机。
(3) 运动模块:运动模块用来实现对板材自动攻丝机的运动控制,包括各轴点动、定位和插补等基本运动。同时各轴之间相互配合实现了换刀、对刀和攻丝等复合运动。
3.2 上位机程序
(1) 通信模块:主要使整个系统建立联系。其中包括工控机与控制器的通信、工控机与工业相机的通信。工控机与控制器间通信是基于TCP的扩展MEMOBUS协议,通过对MP3300控制器发送指令、设置运动模式等实现对电机的运动控制。工控机与工业相机是网口通信,通过调用相机的API函数完成拍照、保存等动作。
(2) 图像采集处理模块:通过对工业相机采集的图片存储并对其进行灰度化、模糊化、阈值化等一系列图形处理,实现图像特征提取。自动寻边定位模块调用图像处理的结果,从而实现板材的自动定位。
(3) DXF文件读取模块:DXF文件格式是用于AutoCAD与其他软件之间进行CAD数据交换的CAD数据文件格式[6]。通过读取板材的DXF文件可以获取板材以及板材上的螺纹孔的位置和大小等信息,并根据孔径大小信息对螺纹孔分类存放等。
(4) 路径规划模块:上位机根据DXF文件中的螺纹孔的位置信息,通过路径规划算法得出板材多孔攻丝优化路径。
(5) 自动寻边定位模块:自动寻边模块用来实现板材的精确定位。自动寻边定位原理如图4所示,待攻丝的多孔板材放置在加工台面上,通过主轴总成上的工业相机采集板材边缘图像信息,利用图形处理模块可以获取图像中板材边缘所对应的线段信息,在线段中任取一点P1,通过坐标转换可以计算出P1在机械坐标系XOY的坐标。同理,可以获取P2和P3点的坐标,根据P1、P2和P3三点可以确定板材在机械坐标系XOY中的位置,从而实现板材的精准定位。

1-多孔板材;2-工业相机
(6) 手动运行模块:考虑到前期调试以及后期维护,设置了手动运行功能。手动模式中,可以对各功能进行单独测试,用户可以通过触摸屏上的按钮实现工业相机拍照、电机点进、电机插补等功能。
(7) 自动运行模块:用户选择板厚、读取DXF文件、生成自动攻丝优化路径后,系统便开始进行自动攻丝任务,具体流程如图5所示。系统上电后,首先工控机与MP3300运动控制器建立通信;其次,控制系统通过读取MP3300控制器内存有伺服电机位置信息的寄存器得到系统上电后伺服电机的位置信息;然后启动自动寻边定位,找到板材在机械坐标系中的位置;最后,系统读取数据库获取任务信息,根据任务信息选择对应的丝锥,移动到攻丝位置上方后向下进行攻丝。系统重复上述动作,直到完成板材上所有孔的攻丝任务。若在攻丝任务进行过程中系统发生异常,系统会发出警报。
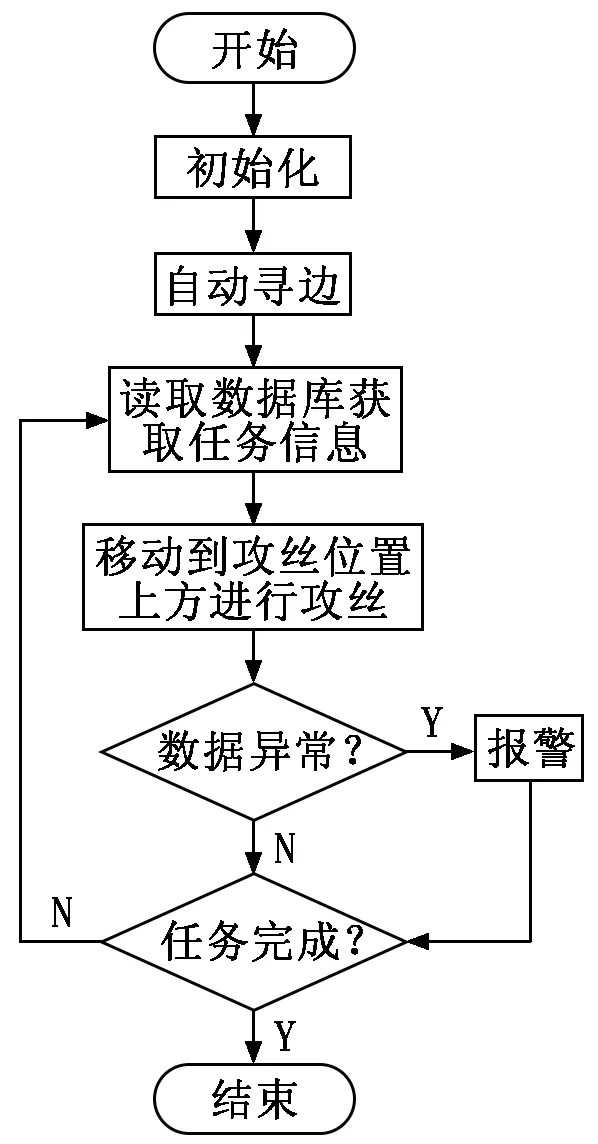
图5 自动运行流程
(8) 数据库模块:板材中螺纹孔的规格不同,不同规格的螺纹孔对应了不同的信息,系统根据DXF文件中获取的螺纹型号从数据库中匹配相应的信息。
4 现场调试及结果
攻丝机机械结构和电气设备安装完成后,设置好机器的控制系统。将攻丝机运送至工作现场,现场的运行情况如图6所示。
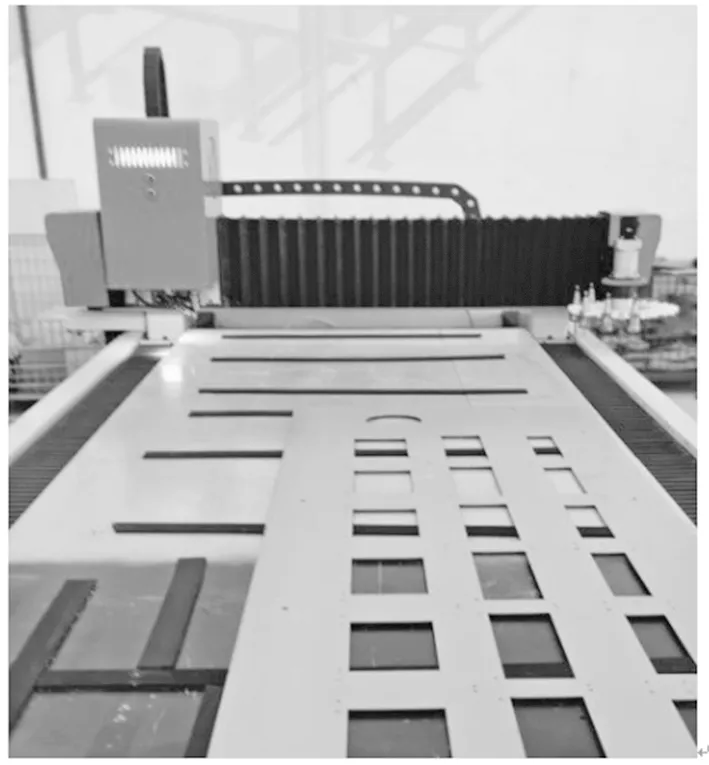
图6 自动攻丝机攻丝中
经过现场调试,板材自动攻丝机能够准确地定位板材,并能够按照攻丝加工工艺完成相应的动作。目前板材自动攻丝机已经能够长时间稳定地运行,平均每100个孔的加工时间为300 s,满足设计要求。
5 结束语
目前,基于视觉的板材自动攻丝机控制系统已经研制完成,能够根据机器视觉自动定位板材、准确读取加工文件、智能规划板材攻丝路径等。实现了板材攻丝的自动化,降低了工人的劳动强度,提高了产品的生产质量和效率[7]。
