轧钢机渗碳淬火齿轮磨削裂纹产生原因及预防措施
2021-07-28许鸿翔郭文仪卢金生
许鸿翔, 张 衡, 郭文仪, 卢金生
(郑州机械研究所有限公司, 郑州 450001)
齿轮是机械产品的重要基础零部件,磨齿是齿轮加工的一种精加工工艺,磨齿不仅能修正齿轮预加工产生的各项误差,而且能显著提高齿轮箱的整体精度。随着对齿轮精密化要求越来越高,高效率、高精度控制是企业生产追求的目标。磨削加工中,磨削热中的60%~95%的热量瞬时直接传给工件,这些热量聚集在表层形成局部高温,超过临界值时就会造成热损伤[1]。热处理时如造成如组织中有粗大网状或条块状碳化物、残余奥氏体含量高、表面碳含量过高且波动较大、畸变较大[2-5]等,或在磨削加工时因砂轮种类、砂轮硬度及粒度、进给量、冲程速度、冷却条件[6-7]等选取不合理,均会增大磨削裂纹的敏感性。
在齿轮生产制造过程中,由于多种因素造成齿面磨削后出现缺陷,如磨削烧伤、磨削裂纹、磨削台阶等,其中磨削裂纹是在发生了严重的磨削烧伤后产生的,会严重影响齿轮的制造精度、产品质量和使用寿命。为找到产生缺陷的原因,笔者结合某企业在生产中出现磨削裂纹的两个典型案例进行分析,以避免此类事故再次发生。
1 案例1
出现磨削裂纹的轧钢机齿轮轴材料为17CrNiMo6钢,模数mn为18 mm,渗碳淬火工艺要求为工艺渗碳层深3.30~3.70 mm,表面硬度58.0~62.0 HRC。加工流程为锻后正火→粗车→调质→半精车→滚齿→渗碳淬火→喷丸→精车→磨齿。
1.1 宏观分析
该轧钢机齿轮轴经磨齿后在放置的过程中发现齿面出现指甲盖或龟背状的凸起裂纹,严重处借助手工就可翘起,如图1所示。齿面裂纹处发现月牙形的磨削烧伤白亮层及深色磨削回火层,如图2所示。磨削白亮层最大深度为0.25 mm、长度为3.60 mm,磨削回火层深度为1.00 mm。

图1 出现裂纹的齿轮轴齿面宏观形貌Fig.1 Macro morphology of tooth surface of gear shaft with cracks
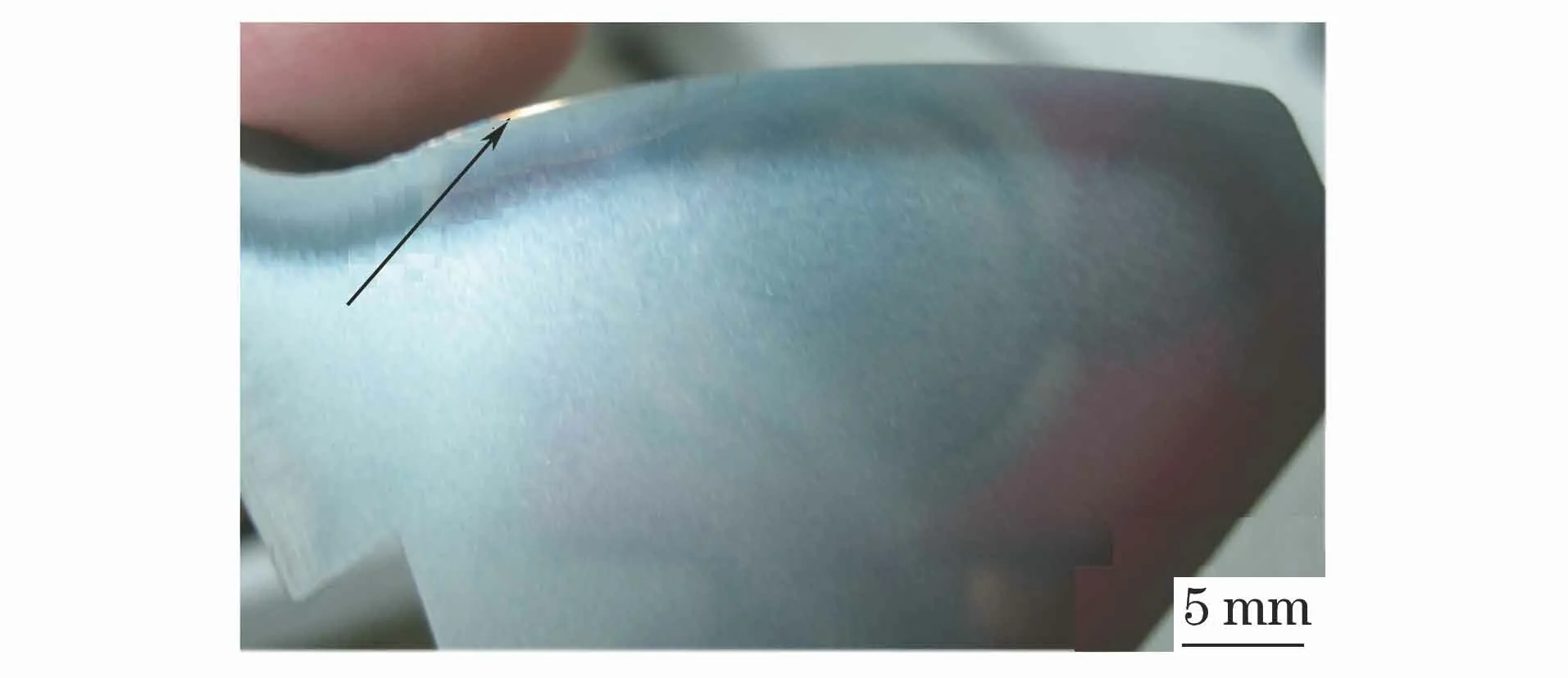
图2 齿面裂纹处渗碳层形貌Fig.2 Morphology of carburized layer at tooth surface crack
1.2 化学成分分析
采用ARL 3460型直读光谱仪对齿轮轴基体进行化学成分分析,结果如表1所示,可见基体的化学成分满足GB/T 3077—2015《合金结构钢》对17CrNiMo6钢的要求。同时对轧钢机齿轮轴的齿面进行碳含量测定,结果为0.81%(质量分数),满足标准的要求。

表1 齿轮轴的化学成分(质量分数)Tab.1 Chemical compositions of gear shaft (mass fraction) %
1.3 非金属夹杂物检验
在轧钢机齿轮轴出现磨削裂纹处取样进行非金属夹杂物检验,结果为细系:A0.5,B0,C0,D0.5,粗系:A0e,B0e,C0e,D0e,可见齿轮轴原材料非金属夹杂物均未超标。
1.4 微观分析
采用光学显微镜对无裂纹的完好齿面进行金相检验,结果如图3所示,可见显微组织为细针状马氏体+少量残余奥氏体+弥散分布的细颗粒状碳化物,依据JB/T 6141.3-1992《重载齿轮 渗碳金相检验》的技术要求进行评级,结果为马氏体+残余奥氏体2级,表层碳化物1~2级,均符合标准的要求。

图3 无裂纹齿面渗碳层显微组织形貌Fig.3 Microstructure morphology of carburized layer onnon-cracked tooth surface
磨削裂纹处白亮层形貌如图4所示。为进一步确认白亮层的组织形貌,采用Phenom XL型台式扫描电镜(SEM)对其进行分析,可见白亮层组织为快速加热冷却下的淬火态隐晶马氏体,SEM形貌如图5所示。

图4 磨削裂纹处白亮层形貌Fig.4 Morphology of white bright layer at grinding crack
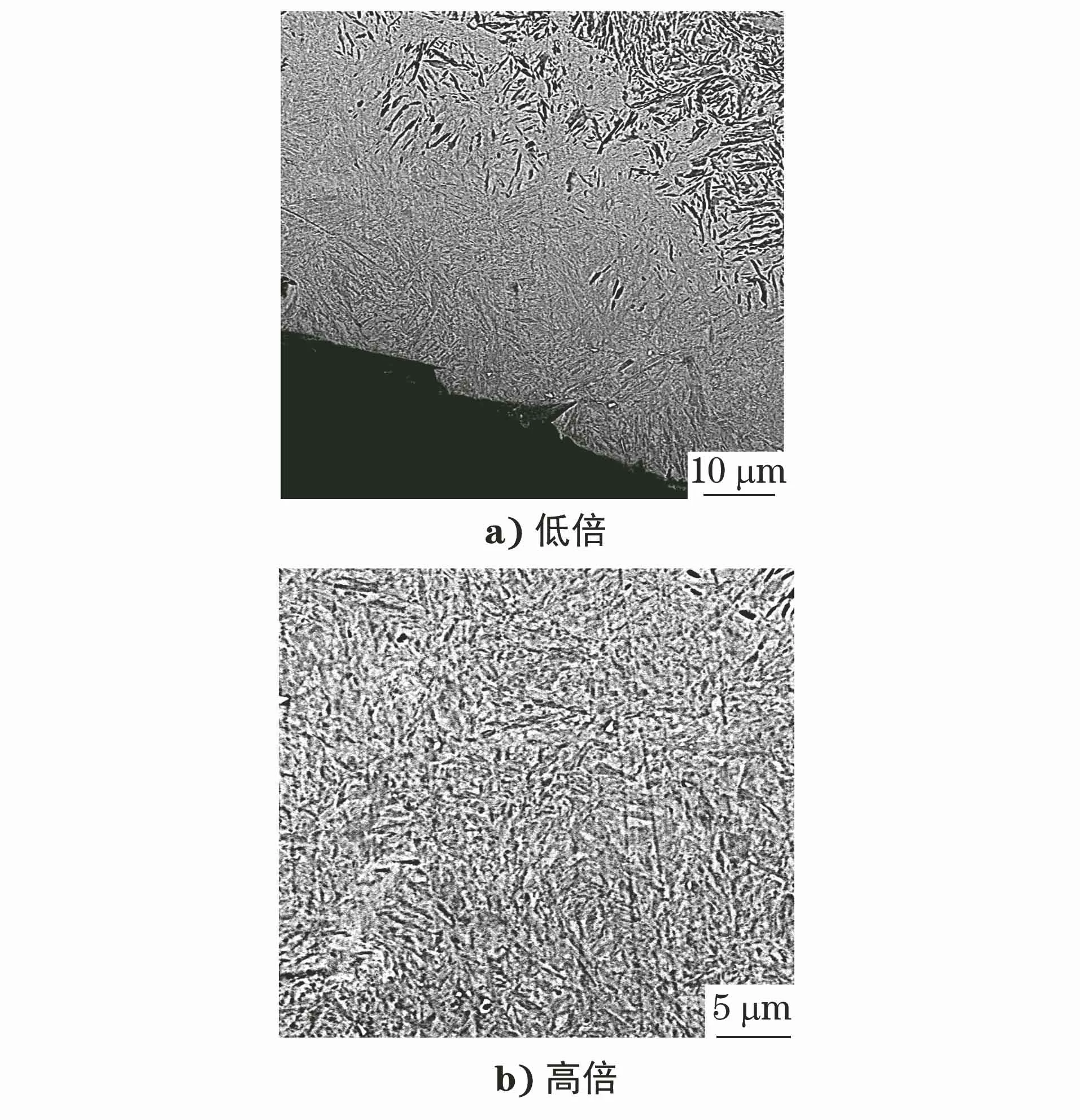
图5 磨削裂纹处白亮层SEM形貌Fig.5 SEM morphology of white bright layer at grinding crack:a) at low magnification; b) at high magnification
1.5 硬度测试
对无裂纹齿面与裂纹齿面分别进行硬度梯度测试,硬度梯度曲线如图6所示,裂纹齿面硬度梯度曲线表现为高(白亮层)-低(深色磨削回火层)-高(正常渗层组织)特征,表明存在磨削烧伤层,与宏观及显微组织形貌特征一致。磨齿余量为0.40 mm,磨齿后轧钢机齿轮轴渗碳淬火有效硬化层深度为3.00~3.10 mm,渗碳淬火工艺层深合格。

图6 无裂纹齿面与有裂纹齿面的硬度梯度曲线Fig.6 Hardness gradient curves of cracked andnon-cracked tooth surfaces
2 案例2
失效轧钢机齿轮材料为17CrNiMo6钢,模数mn为9 mm,渗碳淬火工艺要求为有效硬化层深度2.00~2.50 mm,表面硬度58.0~62.0 HRC,磨齿单边余量0.30 mm。加工流程与案例1相同,该齿轮在使用6 a(年)后检修时发现齿面出现裂纹。
首先对该失效齿轮进行化学成分分析、非金属夹杂物检验,并对齿根处进行金相检验和硬度测试,检验结果均合格。将该齿轮垂直于开裂齿面切开,制取金相试样,未经浸蚀的裂纹形貌如图7所示,可见裂纹在距表面0.60 mm位置处分叉,裂纹总深度为1.50 mm。试样经体积分数为4%的硝酸酒精溶液浸蚀后裂纹处的显微组织形貌如图8所示,可见裂纹起源处存在磨削烧伤层,整体形貌呈月牙形,最大深度为0.20 mm,长度为5.0 mm,深色磨削回火层深度为0.70 mm。

图7 失效齿轮浸蚀前的裂纹形貌Fig.7 Crack morphology of failed gear before etching
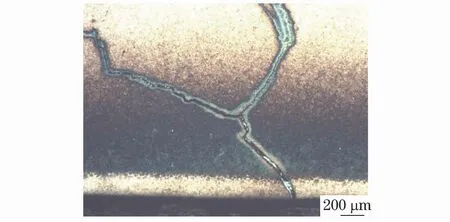
图8 失效齿轮浸蚀后的裂纹形貌Fig.8 Crack morphology of failed gear after etching
失效齿轮磨削烧伤层处的硬度梯度曲线呈和案例1一致的高-低-高特征,硬度梯度对应的显微硬度压痕如图9所示,可见磨削烧伤层处的压痕小、硬度高,深色磨削回火层的压痕大、硬度低。在普通光学显微镜下,渗碳层高温回火组织与极细渗碳淬火组织不易区分,因此,为了提高清晰度,根据不同温度的回火组织对浸蚀剂反应的敏感性不同,通常对试样采用浅浸蚀[8]。

图9 磨削烧伤层处的显微硬度压痕Fig.9 Microhardness indentations at grinding burn layer:a) at high magnification; b) at low magnification
3 分析与讨论
案例1中的轧钢机齿轮轴采用成形磨齿机磨齿,采用3SG60型砂轮加工。前期磨削过程中齿轮分度圆以上的部分未参与切削加工,而分度圆以下特别是滚刀过渡圆弧上端位置切削去除量较大。同时,粗磨时进给量较大,且需要对同一齿槽磨削多次,容易引起渗碳淬火齿面回火、二次淬火等问题。粗磨时原工艺进给量为0.100 mm,且同类工件中并未出现磨削烧伤、磨削裂纹等现象,通过查阅现场生产记录发现,为保证交货工期,增大了该齿轮轴粗磨时的进给量,为0.180 mm,为保证精度和表面粗糙度达标,精磨时进给量仍保持不变。粗磨时进给量的增大,造成磨削热过高,磨削局部高温,超过相变点AC1,经过冷却液急冷后,最表层形成未经回火的二次淬火白亮层,硬度高且脆性大,渗碳层最终形成高-低-高的典型磨削淬火烧伤硬度分布特征。前期切削量过大的部位主要集中在齿面分度圆以下,因此磨削烧伤主要集中于该位置处。齿轮轴在放置的过程中磨削表面所受应力大于其断裂强度时将产生裂纹。因此,轧钢机齿轮轴磨削裂纹主要位于齿面分度圆以下,如图1和图2所示。该齿轮轴发现磨削裂纹后,暂停对该批次后续5件的磨齿加工,将粗磨时进给量改为0.120 mm,且粗磨后2 h内进行去应力回火,对该5件齿轮轴进行金相检验,均无磨削烧伤。
案例2中轧钢机齿轮的磨齿工艺与齿轮轴的相同,热处理畸变较大,且在磨齿前未能准确测量磨齿余量,导致首次粗磨时进给量过大。齿轮首次粗磨时的进给量局部达到0.190 mm,导致局部磨削热过高,进而导致磨削裂纹。从使用后磨损痕迹分析,齿面受力接触区域宽度变窄,齿面局部受力较大,且齿面磨削烧伤使表面形成拉应力,运行时在外力作用下,表面首先产生裂纹,白亮层下面至0.60 mm处为磨削回火层,硬度较低,为45.0 HRC左右,使得裂纹较容易扩展,当扩展到正常渗碳淬火层组织时,硬度增大到55.0 HRC左右,单条裂纹扩展受阻,开始产生分支后继续扩展。
4 预防措施
造成磨削裂纹的因素较多,需对以下几个方面综合控制。(1)渗碳淬火后表面马氏体应为隐晶状或细针状;(2)残余奥氏体含量控制在20%(面积分数)以内;(3)表面碳含量控制在0.7%~0.9%(质量分数),且碳含量梯度下降平稳;(4)碳化物呈弥散细颗粒状分布;(5)严格控制热处理畸变;(6)保证回火温度和回火时间;(7)合理选择砂轮;(8)合理的磨齿工艺;(9)磨齿时充分冷却。
磨齿工艺的合理制定及执行至关重要,针对热处理变形较大的齿轮应准确测量实际的磨削余量,并严格控制粗磨初期的进给量,同时限定磨齿机的过载电流。当发现磨削烧伤时,应在2 h内进行去应力回火,防止应力过大进一步造成磨削裂纹。
5 结论
渗碳淬火齿轮磨齿工艺不当(粗磨时进给量过大)会导致最表层形成拉应力状态的二次淬火白亮层,白亮层组织为快速加热冷却下的淬火态隐晶马氏体,硬度高且脆性大,同时次表层磨削回火层硬度下降10 HRC左右,使渗碳层最终形成高-低-高的典型磨削淬火烧伤硬度分布特征。磨削烧伤层的显微组织和应力状态,易诱发裂纹并造成工件早期失效。采用成形磨齿机磨齿时,磨削裂纹一般位于分度圆以下。建议磨齿后进行检验,发现磨削淬火烧伤时应立即进行去应力回火,避免进一步产生磨削裂纹。
