自动化钻孔攻丝倒角机的设计与研究
2021-07-27冯美龙邵海军曹炳鑫
冯美龙 邵海军 曹炳鑫
摘 要:针对小尺寸零件钻孔、攻丝、倒角工序多,人工作业强度大、加工产品精度低等问题,依据某公司电器插脚零件,设计自动化钻孔攻丝倒角机,其结构包括送料机构、夹紧机构、加工机构、控制系统等。该机械能够实现自动化加工,产品过程检测,极大提高了生产效率和产品质量,促进了钻孔攻丝倒角组合设备的智能化进程。
关键词:电器插脚 钻孔 攻丝 倒角 机构
中图分类号:TH122 文献标识码:A 文章编号:1674-098X(2021)02(a)-0076-04
Design and Research of Automatic Drilling Tapping and Chamfering Machine
FENG Meilong SHAO Haijun CAO Bingxin
(Jiujiang Vocational and Technical College,Jiujiang,Jiangxi Province, 332005 China)
Abstract: Aiming at the problems of multiple drilling, tapping and chamfering procedures for small-sized parts, high manual work intensity, low precision of processed products, etc.According to a company's electrical pin parts,Design automated drilling, tapping and chamfering machine,Its structure includes feeding mechanism, clamping mechanism, processing mechanism, control system, etc.The machine can realize automatic processing and product process inspection,Greatly improve production efficiency and product quality,Promote the intelligent process of drilling, tapping and chamfering combined equipment.
Key Words: Electrical pin; Drilling; Tapping; Chamfering; Mechanism
产品设备制造中,普遍采用螺纹紧固方式[1]。传统螺纹加工过程往往先用麻花钻头钻削小于螺纹小径的底孔,再使用丝锥攻螺紋,最后对螺纹孔进行倒角,这种方式生产需要多次装夹,导致误差叠加,产品的加工质量难以保证,若产品尺寸细小时,加工误差更大,螺纹加工采用手工操作,作业的劳动强度大,生产效率低,这样迫切需要开发自动化的钻孔攻丝倒角机械优化传统加工过程[2]。
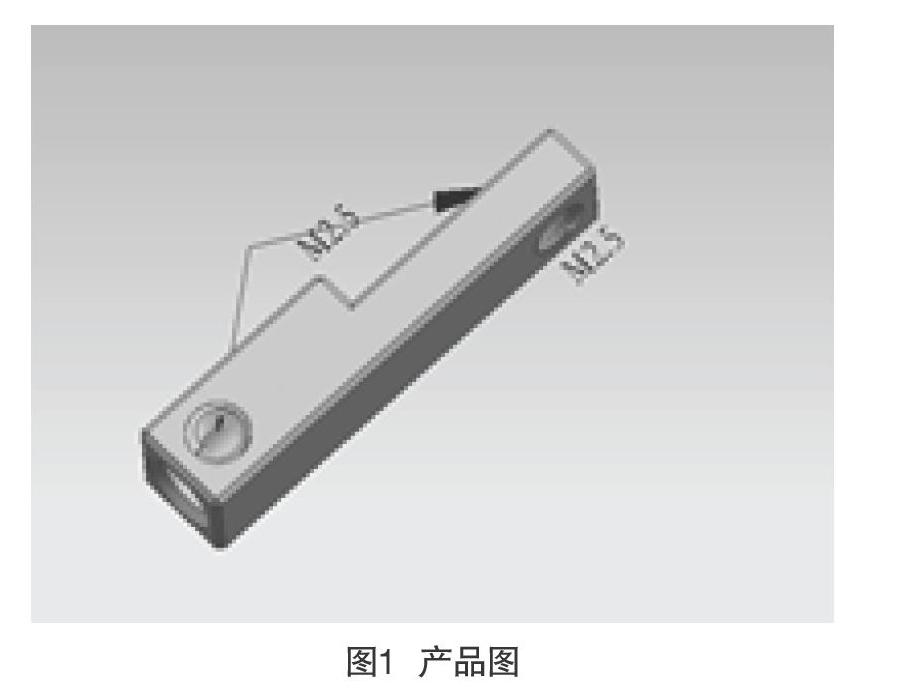
现针对某电器公司批量化生产的插脚零件进行分析,该零件如图1所示,该电器插脚材料为铜合金,插脚端面尺寸分别为5mm×5mm和3mm×5mm,零件长度有多个规格为23~36mm,待加工部位为头尾两个螺纹孔,小端面一侧螺纹孔为通孔,大断面一侧螺纹孔为盲孔,两个螺纹孔轴线方向垂直,螺纹要求M2.5×0.45的螺纹孔,该插脚尺寸较小,普通装夹加工,需要翻转分别对两个方向的螺纹孔加工,手动装夹不方便。
1 基本设计思路
针对现有的电器插脚加工过程中生产效率低、劳动强度大、自动化程度低等问题。采用PLC控制系统、伺服电机、气动系统,提高了整机的电气化、自动化运动。设计自动送料机构,装夹定位机构、加工机构等实现全自动多工位同步加工,克服设备生产率低、产品加工质量低的问题[3]。
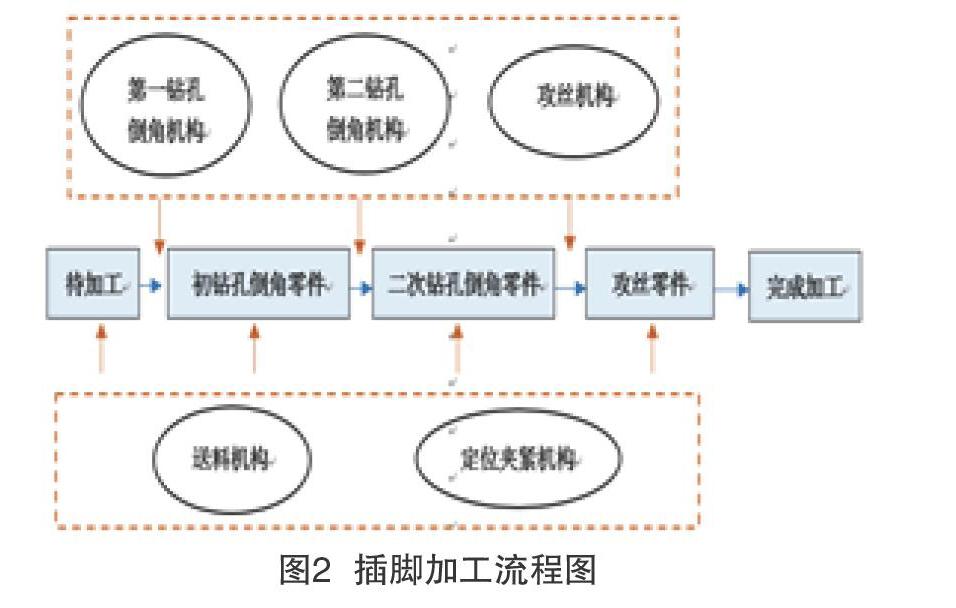
分析待加工插脚特点,拟定加工路线:第一,电器插脚未非对称端面零件,将插脚进行角度调整,规则排布后传送至加工生产线;第二,分工位对插脚两个待加工部位钻孔和倒角;第三,对插脚两个待加工部位攻丝;第四,插脚完成检测;第五,插脚零件计数收集入库,加工具体流程图如图2所示。
2 整体结构设计
基于设计思路开发自动化的多工位钻孔攻丝倒角机,其结构包括送料机构、夹紧机构、加工机构、控制系统等。工件经角度调整设备后规则排布于送料机构,再依序经过上料工位、装夹工位进行原位钻孔倒角加工,钻孔完成后零件输送至攻丝工位进行螺纹加工,完成加工的零件输送至检测工位和零件计数工位,最后零件输送到收集箱。
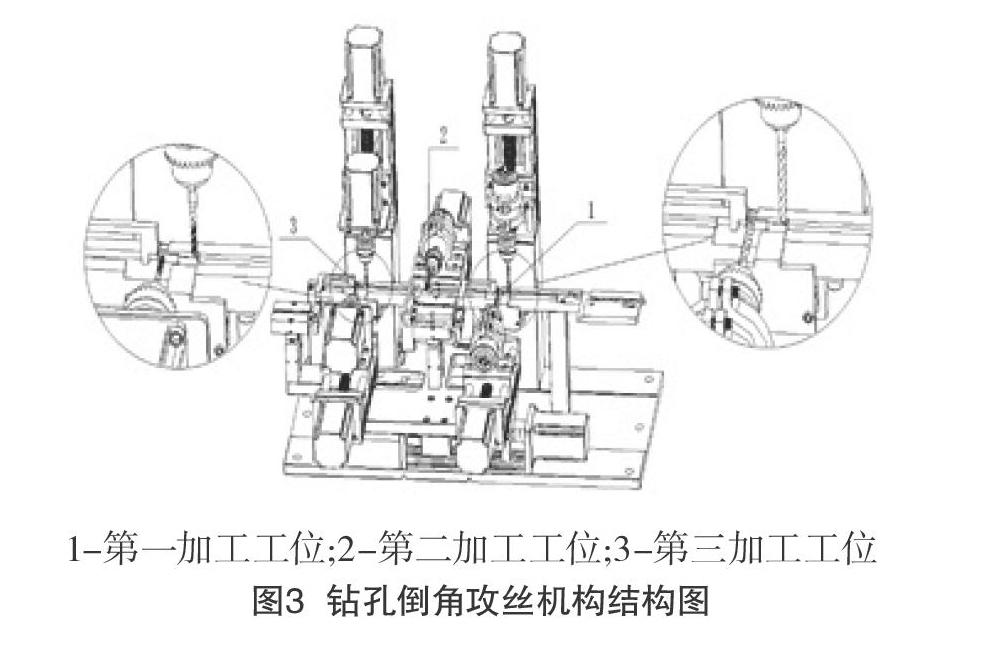
钻孔倒角攻丝机构结构图如图3所示,插脚需要在零件前部和后部两处互为垂直的两个面加工螺纹孔,整机布置三个加工工位,后续以第一、第二、第三区分各工位。第一加工工位设有水平和竖直的钻孔步进电机,运动行程由PLC控制伺服电机获得,插脚零件水平方向为通孔,固在第二加工工位设有水平钻孔步进电机,第三加工工位设有水平和竖直的攻丝伺服电机,丝锥转数与攻丝步进行程需要严格遵循螺距关系。整机三个工位可同时加工零件,各工位加工完成的零件通过送料抓手同步向后输送。
2.1 送料机构
依据插脚尺寸较小,设计角度调整振动盘进行方向筛选,如图4所示。在振动盘上部的料盘到送料线之间的设计零件角度调整通道,角度调整通道成螺旋上升,上升通道逐渐分成两路,一路与送料机构输送线相连,只有符合角度的插脚零件才能进入通过送入直震器部分的输送线,不满足角度的插脚零件则由另一路落回振动盘底部重新经过螺旋上升通道进行角度调整。直震器部分的送料输送线端口部分设有进料开关气缸,当后工序全部加工完成后,气缸打开直震器部分的插脚才能进入输送线,待送料卡爪夹持送入后工序。
其中,送料卡爪似双T字型连接,如图5所示为送料卡爪结构图,在卡爪前后端设有与插脚相适配的凹槽,可保证插脚被固定牢靠,送料卡爪有前后两端可同时夹持零件,这样设计不但能够简化送料机构,而且提高送料效率,同时卡爪顶部与动力气缸连接处采用弹性结构,便于送料卡爪自适应调整夹持插脚的力度,避免刚性冲击损坏送料机构。
2.2 夹紧机构
夹紧机构结构如图6所示,包括调整电机、第一竖直夹紧单元、第二竖直夹紧单元、水平夹紧单元等,由于插脚在前后两处水平和竖直方向进行加工,待加工零件需要在水平和纵向方向进行夹紧固定。第一竖直夹紧单元主要由竖直卡爪和夹紧气缸组成,第二竖直夹紧单元与第一竖直夹紧单元结构类似,水平夹紧单元则由水平卡爪和水平夹紧氣缸组成,第一竖直夹紧单元和第一竖直夹紧单元分别将工件在三个工位竖直方向进行固定,水平方向由三个水平布置的夹紧单元进行固定。针对于不同长度尺寸的电器插脚,可通过调整电机进行相应距离的调整,因为第一竖直夹紧单元和第二竖直夹紧单元都安装在调整电机的滑块调整板上,同样水平夹紧单元通过立柱固定在同一块调整板上,所以只要变更调整板的位置就能实现不同长度尺寸的电器插脚装夹固定[4]。
2.3 加工机构
待电器插脚装夹固定牢靠后,第一加工工位布置有水平和竖直两个方向驱动电机,电机端头装夹一款复合钻孔倒角刀具,复合钻孔倒角刀具前端为钻孔切削刃,后端具有倒角刃口,这样在同一工位完成钻孔和倒角加工。由于插脚零件在水平方向是通孔,在第一个工位加工完成后的零件,送入第二加工工位进行水平反方向的钻孔倒角加工,竖直方向为盲孔则不再布置加工单元,第二工位完成加工后零件送入第三工位进行水平和竖直两个方向螺纹加工[5]。螺纹加工由伺服电机进行精确控制,确保转数与螺距的比例关系,螺纹丝锥的回退同样精确控制。
在加工过程中,单个零件需经过上述三道工位完成钻孔、倒角、攻丝内容的加工,整个设备在三道工位可同时加工三个插脚零件,每道次工位加工时间近似,完成各道次加工内容后,送料机构在控制系统下自动向后传输零件,实现自动化多工位高效加工。
2.4 控制系统
本机采用三菱FX3U-64MT/ES-A型号的PLC控制整机中电机运转和气路阀门的开启,同时设备采用液晶触屏形式实现人机数据交互[6],设备采用自主开发的控制系统,如图7所示,菜单显示生产过程控制等相关数据,通过界面可实现设备的启停、设备的传输速度、刀具及备件的更换控制,以及产品规格变更对应的送料卡爪距离的调整都可通过触控屏实现控制,同时各工位布置零件检测感应器,实时监控零件的加工情况,在送出位置装有计数器,从开机到停机的整个过程中统计电器插脚的加工总量,控制单元设有断电数据保存功能,复位能够快速恢复零件的加工。配备安全急停按钮,周圈设有感应光栅、警示灯,防止误入、紧急停机起到安全保护作用[7]。
3 结语
本文针对当前电器插脚零件加工过程中,钻孔攻丝倒角装夹次数多、作业劳动强度大、尺寸精度低等问题,研发了自动化的多工位钻孔攻丝倒角机,解决了当前电器插脚生产所存在的问题,实现了多规格尺寸电器插脚的自动化加工,实现生产过程高效率,产品加工精度高质量,多种规格零件调整高柔性,便捷化的人机交互系统,促进了钻孔攻组合设备的智能化进程。
参考文献
[1] 陈君.钻孔、攻丝一次成形设备的控制系统研究[D].武汉:武汉科技大学,2008.
[2] 陈经文.PLC在电气设备自动控制系统中的设计与应用[J].科学技术创新,2020(23):151-152.
[3] 孟金伟.基于PLC数控车床上下料机器人软件设计[J]. 电力与能源,2020(3):339-344.
[4] 崔潇彬.PLC技术在电气工程自动化控制中的应用探究[J].科技资讯,2020(24):81-83.
[5] Kun Ren. Sharp corner transitional trajectory planning based on arc splines in glass edge grinding[J]. The International Journal of Advanced Manufacturing Technology,2017(93):4089-4098.
[6] 蔡广飞.基于PLC的全数字交流伺服位置控制[J].科技创新导报,2019(12):11-12.
[7] 徐平凡.电机端盖旋转式自动焊接设备的设计与应用[J].组合机床与自动化加工技术,2020(6):159-161.
