碳钢与承载不锈钢异种钢焊接的焊材选用
2021-07-27韦青平
韦青平
(华西能源工业股份有限公司, 四川 自贡 643000)
目前,在垃圾发电及生物质余热锅炉中,过热器,省煤器迎风面管材上焊接不锈钢材料以避免管材腐蚀及磨损。根据管子内温度和炉膛温度,在过热器,省煤器选用耐热钢或碳钢,防腐防磨材料为奥氏体不锈钢。下面对碳钢钢板与防磨板(材料为06Cr25Ni20)焊接式样试验,从而找出满足性能要求及使用要求,同时又能降低制造成本的焊接材料。
1 焊接对比试验
1.1 试验材料
试验用母材及焊材的化学成分和力学性能见表1。母材Q345R,符合GB/T 713—2014标准;母材06Cr25Ni20符合GB/T4238—2015;焊材E3019-16符合GB/T983—2012和NB/T47018.2—2017;焊材E5015-A1符合GB/T 5118—2012和NB/T 47018.2—2017。
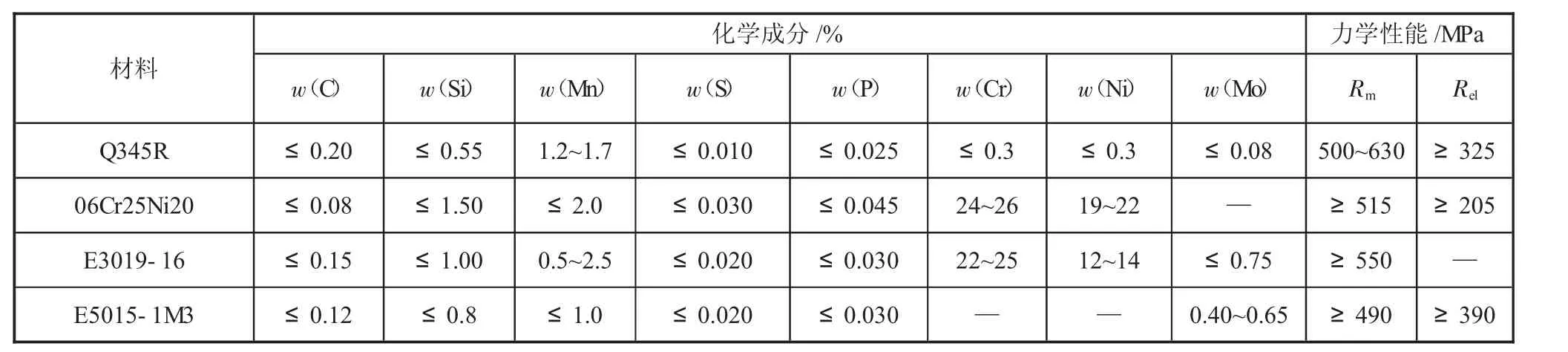
表1 试验用母材及焊材的化学成分和力学性能
1.2 焊接方法及工艺参数
碳钢Q345R与不锈钢钢板06Cr25Ni20对接,δ=20 mm,V型坡口,单面30°。试板采用Φ3.2 mm焊条打底,Φ4 mm焊条打底,背面清根,Φ4 mm焊妥。焊接完成后,两块试板RT 100%检查。探伤合格后进行焊后热处理。焊接及热处理参数见表2。
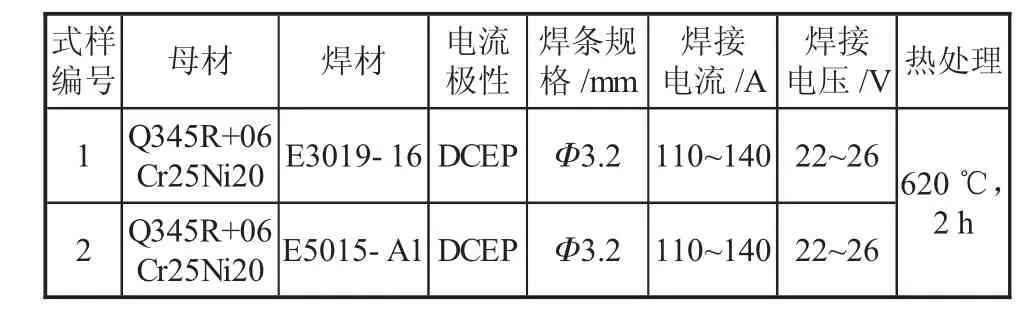
表2 焊接及热处理参数
2 结果与分析
2.1 力学性能
两个式样力学性能抗拉强度,1号式样:561 MPa、585 MPa,断裂在碳钢侧;2号式样:619 MPa、610 MPa,断裂在碳钢侧;其强度高于母材最小抗拉强度485 MPa。350℃高温下抗拉强度见表3。
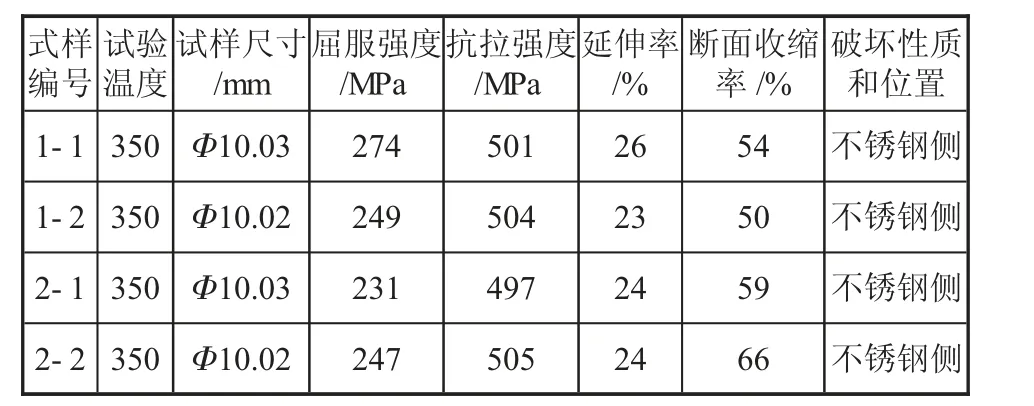
表3 式样瞬时高温性能
按NB/T 47014—2011对各式样进行侧弯180°,试验结果合格。
常温冲击试验,两侧热影响区和焊缝冲击试验合格。
2.2 金相组织分析

图2 式样1不锈钢侧熔合区(200×)
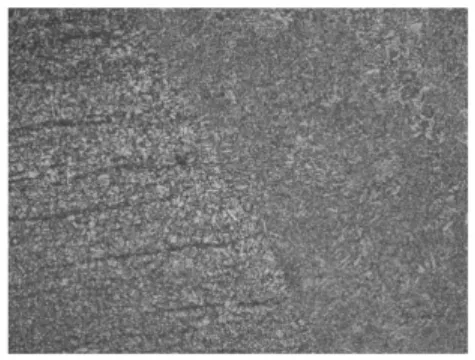
图3 式样2碳钢侧熔合区(200×)
上面图片为式样1和式样2两侧母材与焊缝熔合区金相照片:从图1~图4金相照片可得出:

图1 式样1碳钢侧熔合区(200×)
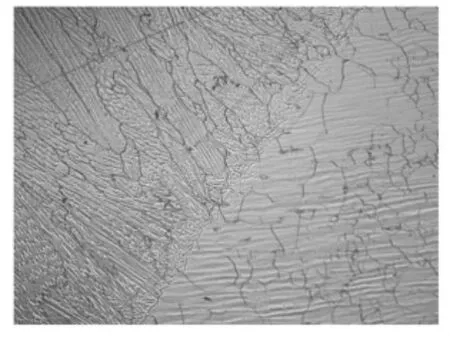
图4 式样2不锈钢侧熔合区(200×)
1)采用不锈钢焊条的式样1在碳钢侧熔合区出现较为明显的脱碳层,在不锈钢侧焊缝呈现焊缝柱状晶形状。其焊缝组织未A+C点。
2)采用耐热钢焊条的式样2在碳钢侧熔合区晶粒细小均匀,组织为F+S,与母材组织相似。不锈钢侧未出现明显的脱碳层。
3 综合分析
根据NB/T 47014的相关要求,从常温力学性能以及瞬时高温性能看,式样1和式样2都能满足标准要求。
不锈钢与碳钢焊接为异种钢焊接,在异种钢焊接过程中,需克服几个大的问题,比如:焊缝合金元素与母材的匹配,碳迁移产生的脱碳层性能下降,以及材料的热膨胀系数不同产生的热应力等。在锅炉运行过程中,其管子起到热交换作用,其承受内部压力,以及管子内外壁热应力。对于式样1,在碳钢侧出现脱碳层,根据现有研究:在贫碳区中有塑性应变集中现象,导致其损伤加剧,成为裂纹扩展过程的较弱环节[1]。采用不锈钢焊条焊接式样,碳钢侧易出现脱碳层,其性能降低,在锅炉运行过程中,受热应力影响管子会拉裂,裂纹在熔合区扩展,最终锅炉漏水引起锅炉停炉。从保护管子角度,并避免受压部件侧出现脱碳层以满足安全使用要求,其焊接材料应采用非不锈钢焊条为宜。
4 结论
1)在垃圾炉生产制造中,碳钢与非承载不锈钢异种钢焊接,选择耐热钢焊条,和不锈钢钢条都能满足焊接接头力学性能。
2)为保证垃圾余热锅炉产品安全使用,保证管子长效使用,应选用耐热钢焊条以避免管子侧出现脱碳层,并避免焊缝出现应力集中。
