集聚赛络纺色纺纱使用牵伸器材的体会
2021-07-27赵巧妮王林侠
赵巧妮,王 钊,王林侠
(五环(集团)实业有限责任公司,西安 710038)
0 引言
纺纱用胶辊应具有优良的弹性、稳定而均匀的硬度、优异的耐磨性;胶圈则要求松紧适当、弹性好、运转平稳不打顿;网格圈表面应清洁干爽、不粘附短绒。由于集聚赛络纺装置是无动程纺纱,以致须条对胶辊、胶圈的磨损严重,而且因色纺纱原料介入了有色元素或助剂,使纤维可纺性下降,这成为纺纱生产中胶辊、胶圈有效控制纤维的难题[1-2]。
1 集聚赛络纺色纺纱生产特点
1.1集聚赛络纺是在传统棉纺环锭细纱机的牵伸机构前面再增加1个集聚装置,由两根粗纱以一定间距经过双喇叭口,喂入同一牵伸区、以平行状态同时被牵伸,集聚须条的吸风管位置固定,因无导纱动程而加快了胶辊的磨损;另一方面,集聚赛络纺纱线中的纤维伸直度好、强力高、结构紧密,同样也会造成胶辊磨损严重。因此,集聚赛络纺工艺要求胶辊有良好的耐磨性以减少回磨次数、提高生产效率。
1.2由于色纺纱原料经过染色处理,化学染料对胶辊表面具有破坏作用,在纺纱牵伸过程中纤维高速运动出现掉色问题,颜色覆盖了胶辊表面致使胶辊抗静电性能降低,部分纤维脱离胶辊的控制又造成纤维缠绕胶辊、生活难做使产品质量和产量下降,胶辊主要表现为可纺性差、寿命短和经常缠花。
1.3当品种调换颜色变化时,之前胶辊、胶圈表面的颜色、网格圈表面粘附的短纤维会对后续品种造成污染,而小批量、快交货又是色纺纱的主要特点,纺纱器材更换频繁使工作量增大。
1.4色纺纱产品对棉结、色结的要求特别高,生产中一般通过2次以上的纤维梳理才能达到去除棉结、色结的要求,但在纺纱过程中纤维经多次梳理后易出现损伤严重、产生较多的短绒问题,致使部分深色短绒集聚后带入纱条造成色结类疵点。
2 胶辊使用要点
2.1 胶辊的选择
根据使用经验,胶辊硬度选择及推荐型号如下:纺纯棉色纺纱或棉与纤维素纤维混纺色纺纱品种时,宜选用邵尔A硬度为65度~70度、表面微处理的国产A型胶管;纺纯化纤色纺纱或棉与合成纤维混纺纱时,选用邵尔A硬度为70度~75度、表面涂料处理的国产B型胶辊。
用不同硬度胶辊在集聚赛络纺R/CJ 50/50 11.8 tex 6号灰品种试纺,成纱质量指标见表1。

表1 不同硬度胶辊的集聚赛络纺R/CJ 50/50 11.8 tex 6号灰品种成纱质量
从表1试纺结果可知,微处理的国产C型胶辊纺纱质量最优。在纺纱过程中,低硬度高弹性胶辊能有效缩短浮游区长度、控制纤维运动,从而有效改善成纱条干CV值。综合考虑现有的生产环境,胶辊的回弹性、耐磨性和使用寿命为延长胶辊的使用周期、适应无动程纺纱及色纺的需要,宜选用经济实用的国产A型胶辊。
2.2 胶辊直径的选择与搭配
较大直径的胶辊,在相同压力下的钳口弧面长、握持力好。为保证良好的牵伸质量、稳定的纤维变速线路、减少胶辊绕花,对不同直径档差的胶辊在集聚赛络纺R/CJ 50/50 11.8 tex 6号灰品种成纱质量进行对比试纺,其结果见表2。
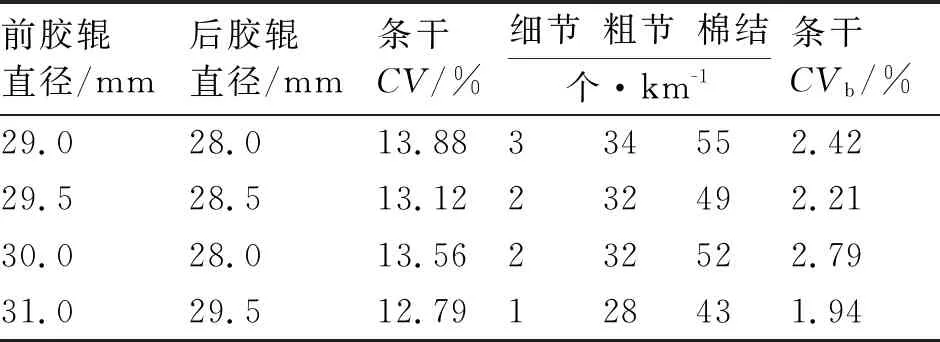
表2 不同直径档差胶辊在集聚赛络纺R/CJ 50/50 11.8 tex 6号灰品种成纱质量
胶辊直径合理搭配,能够合理分配摇架压力、稳定纺纱质量。由表2试纺对比可知,当主牵伸胶辊与后档胶辊直径档差控制为1.0 mm~1.5 mm时最佳、且不大于2mm为宜;前胶辊直径控制为29.0 mm~31.5 mm、后胶辊直径控制为28.0 mm~29.5 mm较为适宜。
2.3 改善胶辊的抗缠绕性
2.3.1 防止胶辊油污缠绕纤维
给胶辊轴承加油非常重要,宜选用3号锂基脂,合理控制油量以防止缺油或向外渗漏污染胶辊。加油应在精磨前,利于胶辊轴承加油后表面附着的油污在精磨时被磨掉,不致影响胶辊的使用效果。
2.3.2 防止胶辊表面处理不当引起缠绕
胶辊表面处理方法对防止胶辊缠绕有积极作用,当遇到纺深色品种时胶辊更易绕花,高温高湿季节绕花更严重,用抗静电清洗剂清洗胶辊表面效果不明显;采用不同涂料及配比来改善胶辊的抗静电性,做对比试纺后确定选用A,B双组分涂料按1∶10进行微处理,解决了胶辊缠绕问题。由于色纺纱品种的颜色多样且其染料化学成分复杂,生产中要根据有色纤维比例及颜色类别不断积累经验,选择合适的涂料及配比,以适应不同品种的生产需要。
2.3.3 关注温湿度变化缠绕胶辊
色纺纱因纤维的特殊性而对温湿度变化敏感,一般相对湿度控制为58%~65%、温度控制为26 ℃~30 ℃,有利于胶辊顺利纺纱。因为色纺纱品种与颜色的不同,缠绕性有较大差异,特别在寒冷的冬季因车间温湿度偏低,纺深色品种时极易发生胶辊吸花,造成疵点增加,所以加强车间温湿度控制很重要,为做到车间温湿度既稳定又适合,则应不断地在实践中摸索以确定。
2.4 相关工艺配置
2.4.1 增加前胶辊的前移量
前胶辊前移量由正常的2 mm增大到3 mm~4 mm,以减小加捻三角区长度和前罗拉反包围弧长度、使原来不能有效捻入加捻点的纤维顺利捻入,反包围弧长减小能较好地控制边缘纤维,从而避免边缘纤维散失。当然,前胶辊前移量过大则会使前钳口压力降低而影响钳口握持力,应根据实际情况进行适当调整。
2.4.2 胶辊加压量宜偏重控制
摇架压力要保持一致性、稳定性及“三线平行”,拆装胶辊时不能单手操作,以防止摇架加压臂位置移动或变形。前胶辊加压量一般控制为140 N/双锭~160 N/双锭为宜,若加压量偏小会造成后档胶辊压力不稳定、不一致。由于色纺纱具有小批量、交货周期短的特点,一般不应频繁调整工艺,以避免增加工作量及纱线产量损失;另外,加压量偏大掌握有利于对不同种类纤维的有效控制。
2.4.3 适当降低车速
因染色后的纤维物理机械性能受到一定程度的影响,故色纺纱相较于同类产品本色纱线强力偏小,适当降低车速能够使生产生活稳定;还因原料经染色后静电问题严重而易吸附胶辊产生疵点,低车速可以有效缓解静电吸附、减少疵点产生。
2.4.4 适当调节双喇叭口位置
无动程纺纱对胶辊的集中磨损强烈,胶辊易出现沟槽形磨损性损伤,致使细纱断头增多;沟槽严重时还会出现周期性粗、细节纱,从而缩短胶辊磨砺周期和使用寿命。集聚赛络纺纱时双喇叭口位置要调整合适,防止个别锭位不正或喇叭口固定螺钉松动造成须条偏离集聚槽而影响成纱质量。
2.5 胶辊的维护保养
2.5.1胶辊制作完毕后应严格执行胶辊上车质量标准,经调换人员把关后上机使用;从此以后的胶辊动态质量状况应一直在调换人员的监控下,每天揩车下机的胶辊都要经过调换人员保养检查后再上机,及时剔除不合格胶辊才能有效杜绝因胶辊不良造成的锭间差异[3]。
2.5.2胶辊应执行上、下机与车间交接验收制度,做好胶辊与车间交接验收工作是为了更好地分清责任,相互监督、相互制约,共同把好胶辊上车质量关,要求胶辊调换人员与揩车组长对上机胶辊在开车后进行验收,确保胶辊上车合格率为100%。
2.5.3按纺纱品种的重要程度做好胶辊上机的活鉴定工作,固定对应的胶辊、避免用错造成质量波动;胶辊上机前要逐个进行活鉴定,剔除跳动超标、手感不良的胶辊,区分放置淘汰胶辊、杜绝重复使用[4-5]。
2.5.4胶辊的回磨周期,一般主、次牵伸胶辊2个月回磨1次,每次回磨量约为0.20 mm;后胶辊8个月回磨1次,每次回磨量约为0.30 mm。胶辊的磨砺量一般控制为0.20 mm,过大即造成使用寿命缩短,过小会造成胶辊表面中凹而影响纱线质量[4]。由于集聚赛络纺的须条对胶辊磨损集中而加快,生产中应持续监控胶辊的状态,特别是不熟悉的翻改新品种用胶辊磨损情况,跟踪好使用情况、确定合理的磨砺周期,以避免造成纱线质量恶化。
2.5.5胶辊调换周期应随揩车进行、制定严格的揩车作业计划。染色纤维的色素易渗透胶辊表面而造成胶辊绕花,所以揩车周期要短。一般纤维素类色纺14.58 tex纱以15 d为1个周期,纯棉14.58 tex纱以7 d为1个周期,浅色的细号纱用胶辊调换周期可适当延长;调换时,先由维修工取下旧胶辊送到胶辊房,再取出胶辊房内已保养好的胶辊上车。胶辊房负责对换下的旧胶辊进行清洁,检查刀伤、老化、龟裂及标识不符的胶辊,并进行合理补充、统一胶辊的直径,放置48 h后才允许下次上车使用。
3 胶圈网格圈使用要点
3.1使用BYC系列胶圈,上下胶圈的厚度分别为0.85 mm和1.00 mm,上、下胶圈的总厚度不应超过2 mm,并做好上、下胶圈的新、旧搭配。
3.2由于集聚赛络纺色纺纱的特殊性,胶圈更换周期宜短,一般上胶圈为4个月换1次,下胶圈为8个月换1次;胶圈随揩车清洗,洗掉胶圈表面附着的颜色、污垢和棉蜡等。
3.3 网格圈、异形管随揩车周期拆下清洁;逐一挑拣网格圈并用超声波清洗机清洗网格圈表面粘附的短纤维、灰尘、油剂及色素等。
4 注意事项
4.1因为集聚赛络纺色纺纱用胶辊、胶圈的使用周期较短,产品颜色差异大,更换又会减少使用时间且增加很多工作量,所以生产调度一定要合理安排品种,将颜色接近的品种安排在同一区域生产和翻改,减少因调整品种、频繁更换纺纱器材造成工作量的增加,也避免了不同颜色纱线的交叉污染。
4.2色纺纤维短绒多,短纤维也不可能完全被吸入负压管,会随网格圈回转积聚在牵伸区下部,当积聚到一定程度时会随着罗拉转动而带入纱条、形成密集的纱疵;还因为色纺原料短绒偏多,故网格圈的空隙率宜偏大一点;另外要根据品种调节合理的负压,以达到凝聚毛羽的较好效果。
5 结语
胶辊、胶圈等牵伸器材对集聚赛络纺的成纱质量影响较大,为做好牵伸器材的使用则应采取科学规范的管理方法、健全各项管理制度;重点是要结合色纺纱生产特点进行分析,掌握常见问题发生的原因和处理方法,科学合理地使用胶辊、胶圈才能稳定纺纱质量。对纺特殊品种纱的难点问题应跟踪探讨、大胆研究,不断提高牵伸器材的管理、使用水平和纱线的质量。