无缝成形产品工艺设计模型建立及其系统实现
2021-07-26沈颖乐丛洪莲俞旭良郑培晓
沈颖乐, 丛洪莲, 俞旭良, 郑培晓
(江南大学 针织技术教育部工程研究中心, 江苏 无锡 214122)
针织产品面料柔软、贴体、伸缩性大,在外观上比机织产品更含蓄、柔和、贴合人体体形。成形产品的生产更为灵活,可以在编织过程中通过变换纱线的粗细和种类,改变编织的密度和织针针数,形成各种不同厚度和纹理效果的组织,通过立体效果的花纹等来塑造产品的形态。无缝生产技术的应用推广,改善了服用性能,能满足消费者追求舒适、时尚、功能、个性的多样化需求,符合产业转型要求,是针织服用产品发展的必然趋势[1]。
随着无缝生产技术的成熟,对成形产品的设计、性能等方面的研究也越来越多。国内外针对无缝成形产品研究主要包括:一是针对无缝内衣尺寸预测的研究,为纱线原料类别、织造参数等工艺的快速确定建立基础[2-4];二是针对无缝内衣的工艺设计和塑身性能等进行的研究[5-7],为无缝成形产品的开发提供了方向。与产品设计模型有关的研究主要有:王薇等[8]建立了纬编提花织物的设计模型,并总结了不同种类的提花织物得到工艺编织信息的转换算法;汝欣等[9]设计了一套针对无缝针织内衣机花型及链条动作的文件数据。目前,意大利圣东尼公司在无缝圆机市场占有率最大,使用的是与机器配套的设计系统;国内使用自主研发系统的企业较少,主要是纺织高校的研究,包括江南大学自主研发的CKCAD圆纬设计系统和基于互联网的CKDS圆纬设计系统,适用于多针道、电脑提花等各类圆纬机产品开发;此外,浙江理工大学对无缝内衣机控制系统、交互系统等方面的设计进行了研究[10-11]。
目前,对无缝成形产品工艺参数与性能的关系以及织物通用的工艺设计模型已有一定研究,但国内关于无缝成形产品工艺快速设计的实现系统的研究尚有欠缺。为建立无缝成形产品的设计模型,本文针对无缝成形产品的款式设计、选针信息和纱嘴控制等工艺模型进行了研究,以期在建立以上模型的基础上实现无缝成形产品的设计系统。
1 无缝成形产品工艺设计模型
无缝成形产品的设计模型示意图如图1所示。产品的设计涉及款式设计与工艺设计。款式设计可建立用作绘制款式造型的设计花型图;工艺设计可建立填充选针信息的编织花型图,以及配置密度等工艺参数的立体花型图,为直观表示纱线编织状态建立产品的结构花型图。
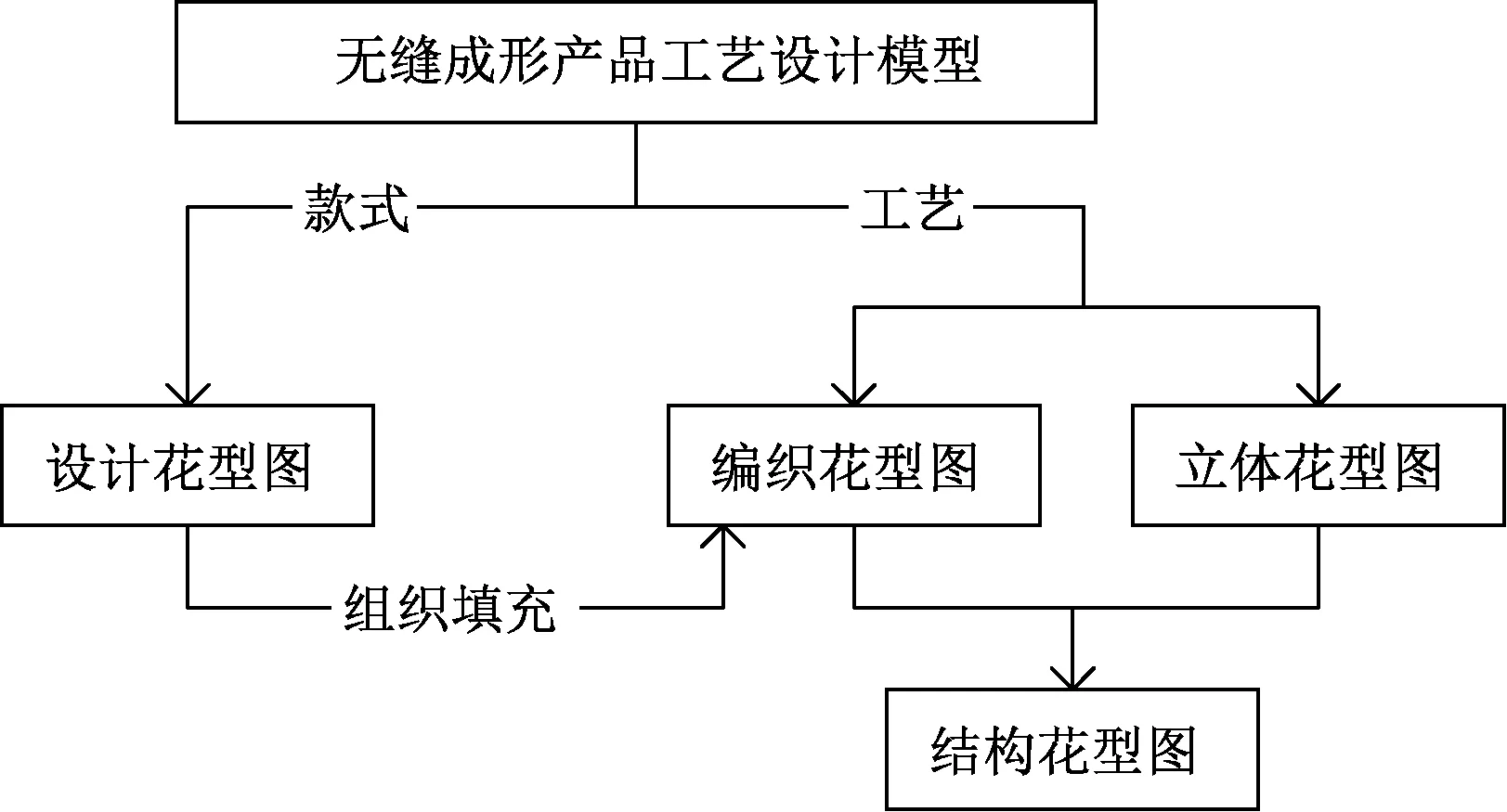
图1 设计模型示意图Fig.1 Schematic diagram of design model
1.1 设计花型图模型
设计花型图为设计系统中花型的基本形状图,它与各种通用绘图软件的功能基本相同。利用不同的颜色对产品设计图的不同区域进行区分,但这些颜色并没有实际意义,为使机器能识别工艺信息,必须将设计花型中的颜色与组织小图联合起来,生成可以直接使用并编码到机器上的工艺花型文件。
设计花型图绘制的是成形产品的花型图案,每个意匠格表示一个线圈,利用颜色区分不同的组织。通常设计花型图的花宽w是由机器针数而定,花高h根据织物的大小以及密度决定。实际在做工艺时,尤其是拷贝版型时,需要在原版的基础上进行放大缩小,推算其所需花高后绘图,结果如图2所示。
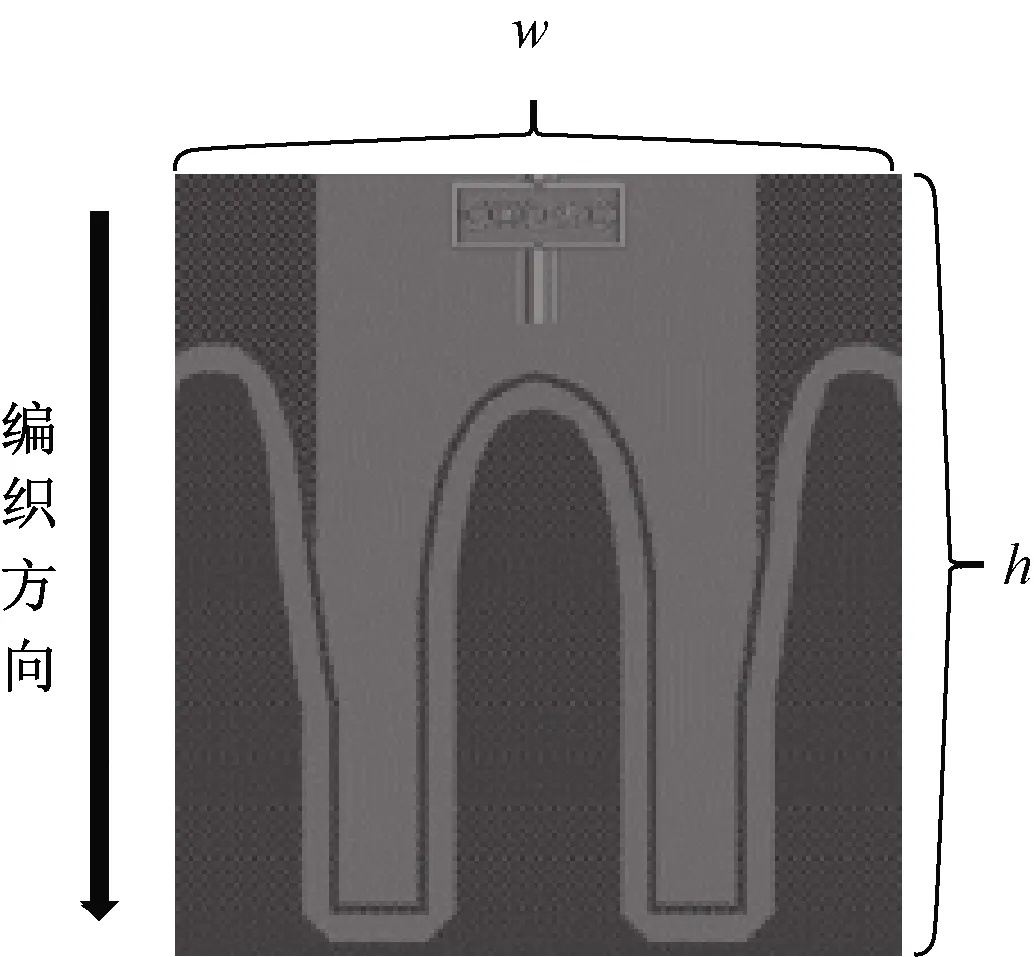
图2 花型图Fig.2 Design pattern
由图2可知,由于它是二维平面图形,可利用二维矩阵进行描述[12],即任意一个意匠格的花色信息可通过对应的二维数据进行信息储存。因为机器一般先做产品下部的扎口,所以设计花型图需倒置,花型图案的横列数从上往下编号,建立二维矩阵:
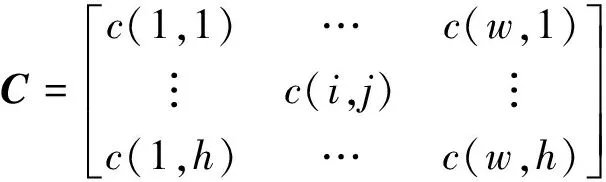
(1)
式中:i是花型图案的纵行号,取值范围为1,2,…,w,从左至右进行编号;j是花型图案的横列号,取值范围为1,2,…,h,从上至下编号;c(i,j)表示花纹循环中第i纵行第j横列处的意匠信息,利用颜色代码ck来赋值:
c(i,j)=ck
(2)
式中:k为颜色种类总数;ck表示颜色代码,ck具体取值为1,2,…,可设置具体颜色。
1.2 编织花型图模型
设计花型图的花色信息不能直接被电子式圆机读取,需要将其转换成可识别的选针数据,具体可用编织花型图来表示,编织花型图中被填充的组织小图是用来表示1个或几个完整循环的织物组织选针信息的图,每个意匠格代表1个线圈,同理可建立二维矩阵:
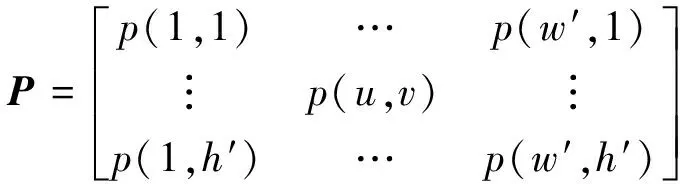
(3)
式中:u是组织循环的纵行号,取值范围为1,2,…,w′,从左至右进行编号;v是组织循环的横列号,取值范围为1,2,…,h′,从上至下编号;p(u,v)表示组织循环中u纵行v横列处的选针信息,利用颜色号pk来赋值:
p(u,v)=pk
(4)
pk代表的颜色表示的是每路2个选针器与中间片三角的工作状态,按照分类讨论共有6种颜色。图3示出选针系统的示意图,将织针被选中的状态记为1,未被选中则记为0,将所得的三位数转换成二进制得到的数值记作组织意匠颜色代码pk,如二进制010对应十进制2并记作黑色,图3最后1列显示的是代码与所对应的组织意匠颜色。

图3 选针系统编织示意图Fig.3 Schematic diagram of knitting needle selection system
黑和绿代表的第2选针器工作状态不同,黑色代表第2选针器不工作,织针不编织;绿色代表第2选针器工作,织针喂入纱线成圈,可钩取到面纱与地纱。
当第1选针器工作时,织针未被选中,也就无法被中间片三角作用,因此此时记为1或0都无影响;当中间片挺针三角退出工作时,在第1个选针区被选上的织针只能上升到集圈高度,旧线圈不会从针头上退下来,再垫上新纱线时就形成集圈(红4);有2根纱线编织时,织针被第2选针器选中形成添纱平针(黄5),中间片挺针三角工作时被2个选针器都选上形成的组织与之相同,都为添纱编织。
红4和蓝6代表的选针器工作状态是相同的,但红4组织代表的是集圈组织,产品中若编织集圈组织则需要在机器上机软件上设置中间片三角的工作状态,中间片三角默认是工作的状态。
1.3 立体花型图模型
以上的花型图定义的是机器的选针工作,属于花型选针层。为了实现织物的穿纱配置与密度的快速改变,建立花型设计的另一个层面——纱嘴与压针三角层,也称为立体花型设计模块。立体花型设计主要包括2步:第1步给出一个要快速改变织物密度的区域;第2步在给出区域中填上相应的包含有密度信息的颜色,同理可建立二维矩阵:
(5)
式中:i是花型图案的纵行号,取值范围为1,2,…,w,从左至右进行编号;j是花型图案的横列号,取值范围为1,2,…,h,从上至下编号;d(i,j)表示纱嘴与压针三角层中第i纵行第j横列处的纱嘴、密度信息,利用颜色号dk来赋值。
意匠格所在的纵行数对应了机器上特定的织针,横列数对应路数,当织针运转到特定的选针器和纱嘴位置时就执行意匠格所定义的命令,因此,控制密度的压针三角与纱嘴进入或退出工作的角度将根据意匠格所在纵行数对应的机器角度确定。
花型的多个层面设计使花型中的单个格子可以控制机器上不同的机械动作,最大的优点就是在选针工作的同时可以控制纱嘴或压针三角。因为它们是在不同的层面上,每个层面的颜色都可被定义不同的动作指令。
1.3.1 压针三角控制
机器通过压针三角的运动收紧或放松织物的密度,每一个压针三角都由一个步进马达控制,每个马达从零位开始正负方向上都有80个刻度的密度数值变化,数值从小到大,密度从紧到松。设计系统为直观表现织物密度,定义dk1表示线圈纵向高度。在立体花型层面设置有15种不同的线圈密度变化,它们对应于颜色板上前15个颜色。这仅仅改变的是在第2个步骤被赋予颜色区域的压针三角高度,这个命令也称为密度的快变。
立体花型层面的密度设计主要是针对产品局部的部位,在开始时可先设计产品面料整体的线圈高度,在识别到密度的快变指令后进行局部的微调。
1.3.2 纱嘴控制
无缝内衣机灵活的三角系统与功能强大的选针系统相配合能编织复杂的提花,而装备了多类型的导纱嘴完成的垫纱工艺则为灵活的编织提供了基础。经过中间片挺针三角作用的织针能上升在8号和7号纱嘴处垫上色纱,后被压针三角压下;在第2个选针系统上升的织针能在6、5、4号纱嘴及2、1号纱嘴处钩取面纱和地纱;没有被抬升的织针不能在相应位置垫纱。8个纱嘴是相互独立的,所以提供了各种纱嘴组合,以发挥所有的编织可能性。
纱嘴与压针三角层的另一部分颜色dk2是用来控制纱嘴动作的,在选针层面上看不到这些颜色,可以在花型配置中定义颜色所控制的纱嘴的动作。将控制纱嘴的颜色值dk2定义为
(6)
式中,a、b分别表示面纱、地纱穿纱信息。
当系统识别到编织花型图的线圈在第1选针器选中时,提取立体花型图对应位置的纱嘴信息,如有7、8号纱嘴色纱信息则记录纱线信息;同理在第2选针器选中时,记录4、5、6号纱嘴面纱信息;有上述任意情况则记录1、2号纱嘴地纱信息。
1.4 结构花型图模型
为将编织花型图与纱线编织状态联系起来,可将穿纱情况、纱嘴动作与编织花型图结合得到产品具体编织状态,即将编织花型图转换成结构花型图。
当用1根纱线编织时,编织状态可分为浮线、集圈和成圈,将选针数据元素pk记作0、1、2,在结构花型图上分别用3个符号表示,再对意匠格赋予颜色值表示不同的纱线可得到编织花型图。
当有2根纱线参与编织时则为添纱组织,再加入1根色纱时就为添纱提花组织,将选针数据元素pk记作1个2行的列向量:[p(1,u,v),p(2,u,v)]T。p(1,u,v)表示地纱编织信息;p(2,u,v)表示面纱编织信息。如编织花型图意匠格的红(4)表示地纱集圈,面纱不编织,在结构花型图中记作[1,0]T。
将其替换P矩阵中的数据后,得到1个全新的编织数据矩阵P′,即得到所需的结构花型图,如图4所示的集圈组织的意匠图及相应矩阵。
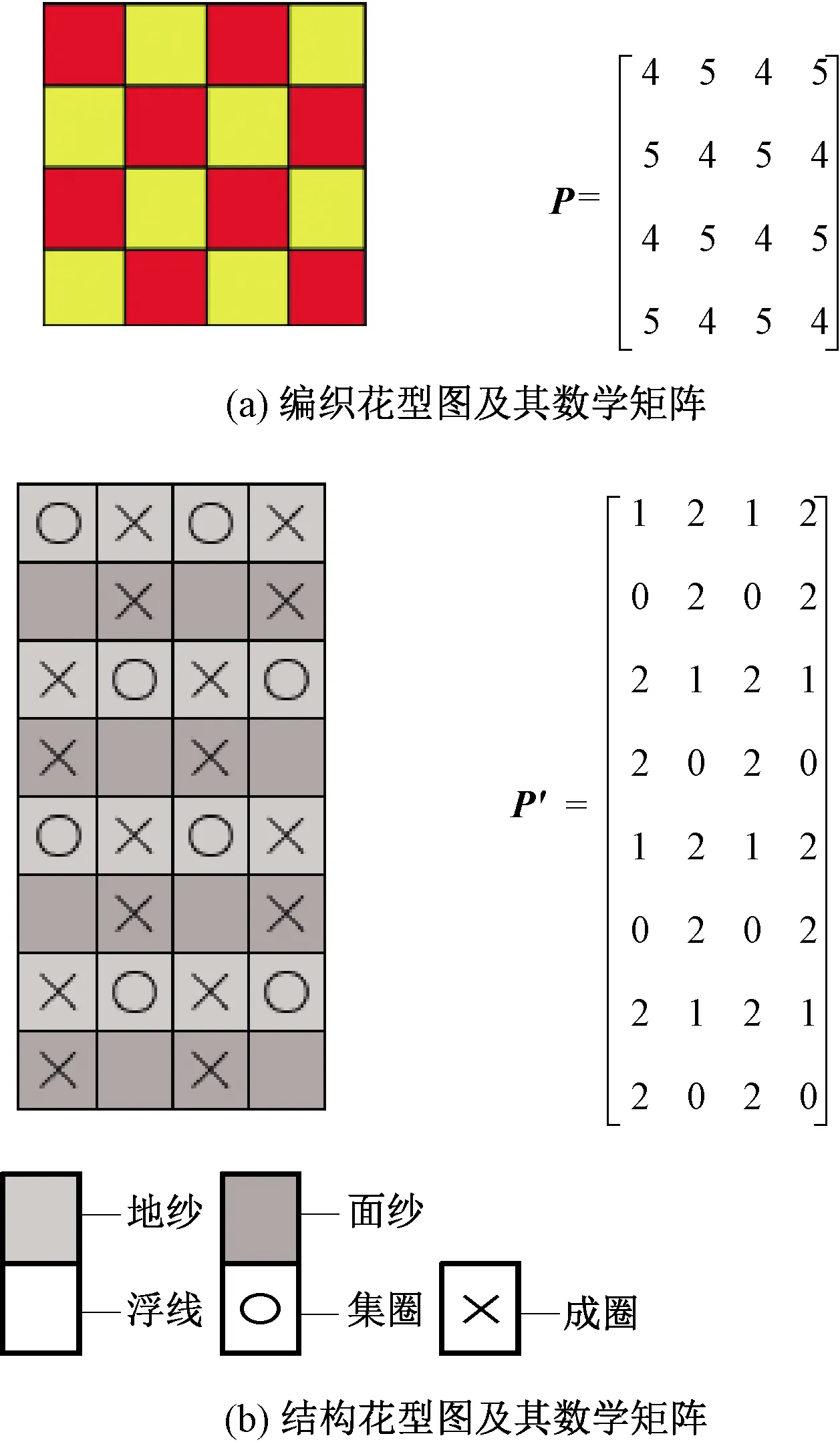
图4 集圈组织花型图的数学表示Fig.4 Mathematical expressions of tuck stitch pattern. (a)Mathematical matrix of knit pattern; (b)Mathematical matrix of structure pattern
2 无缝成形产品工艺设计系统实现
本文根据上述模型使用HTML5的Canvas元素获取一个2D上下文对象RenderingContext2D,该对象是一个编程接口,相当于一个功能强大的绘图程序,可以进行复杂的集合图形和字符串绘制操作。接着通过色块分区、组织填充和图元贴图功能实现4个花型意匠图,完成无缝成形产品花型工艺设计步骤。
2.1 设计花型图实现
系统通过设计花型视图显示织物,每个视图上都用不同的颜色表示织物的效应或图案。在意匠图中,基本元素不是像素点而是意匠格。根据不同的设计需求,1个意匠格所含像素点的多少也是不同的。像素点坐标设为(x,y),意匠格坐标设为(i,j),它们之间的关系如式(7)所示:
(7)
式中,gw、gh分别表示构成1个意匠格在长度、宽度上所需的像素点个数。
用户可以通过导入*.bmp等多种格式的设计图进行绘制,除此之外,考虑到成形产品需要设计大花型,为提高效率,在无缝成形产品设计系统中添加了多种功能的几何绘图工具。与常见的绘图工具类似,如直线、矩形、椭圆等的画笔工具,以及拥有换色、填充等功能的油漆桶工具,添加的绘图工具方便设计人员对复杂线条与图形的绘制。
2.2 立体花型图实现
立体花型图操作功能与设计花型图相似,只是赋予了意匠格更多维度的信息,基本实现方法可参考2.1节的内容。
为在Canvas上实现多个层面的绘图,如图5所示,可采用基于Canvas开发的Java Script框架库——Konva,它所实现的图形交互效果能同时兼容桌面和移动应用。Konva具有4层架构,stage是基础架构,layer构成不同层面,有许多group存在于层中,在group中可实现绘制图形、显示图片等操作。
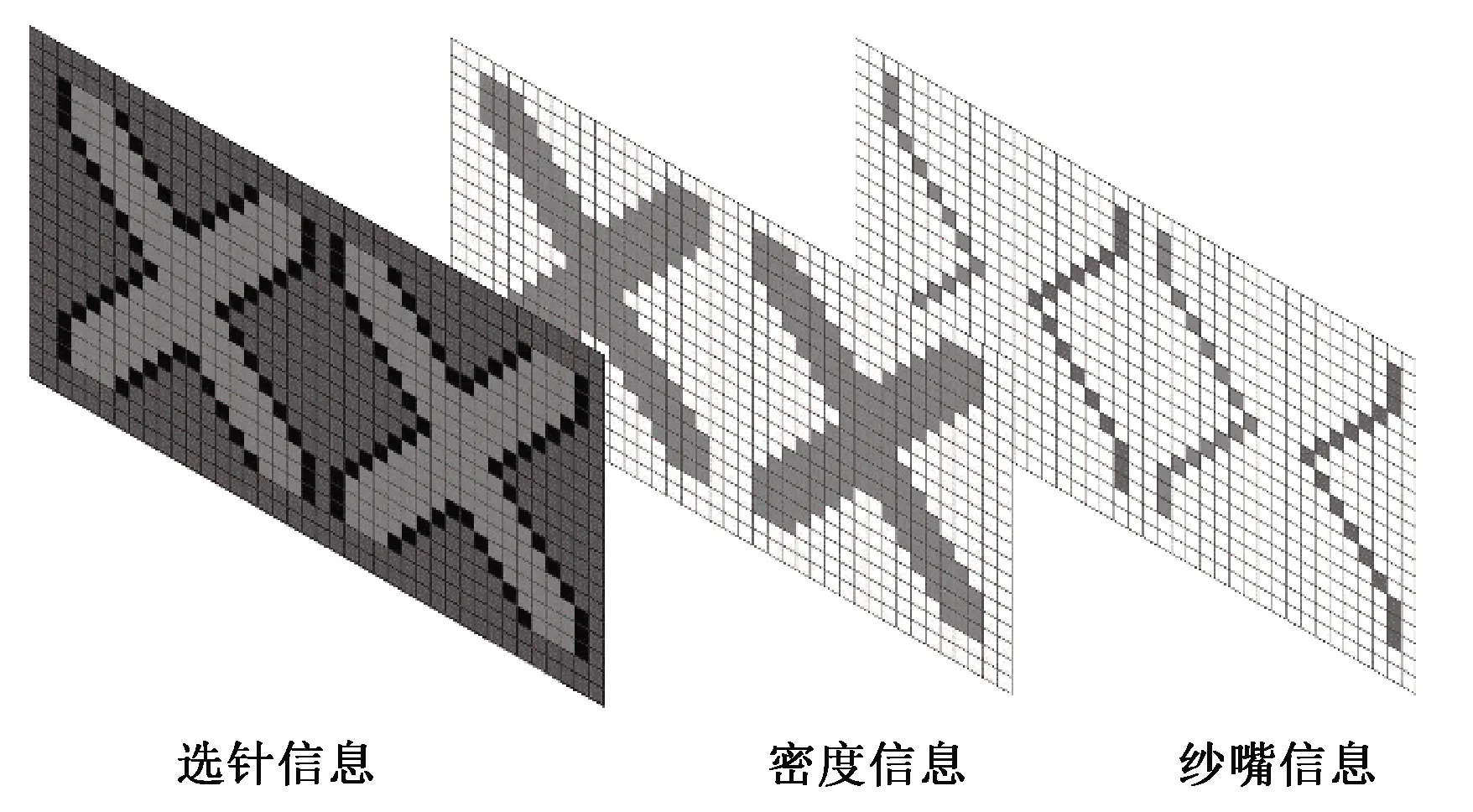
图5 花型图多层面信息Fig.5 Multidimensional information of knit pattern
2.3 编织花型图实现
因为编织花型图的颜色才是能被机器识别的颜色,所以需要将设计花型图(款式设计图案)与组织小图的颜色结合起来,生成可以直接使用并编码到机器上的工艺花型文件。这种方法的优势是用1个只有颜色的设计花型图与不同的结构组合相结合,从而生成多个不同的编织花型文件。
假设在设计花型图相同大小的矩形上从左上角的起始位置开始,连续平铺上所需要填充的组织小图,那么在设计花型图的每一个意匠格位置都有一个对应于组织小图的颜色pk值,之后选定需要被替换的设计花型图颜色ck,获取颜色值为选中颜色的坐标,替换成对应的pk值,其具体流程如图6所示。
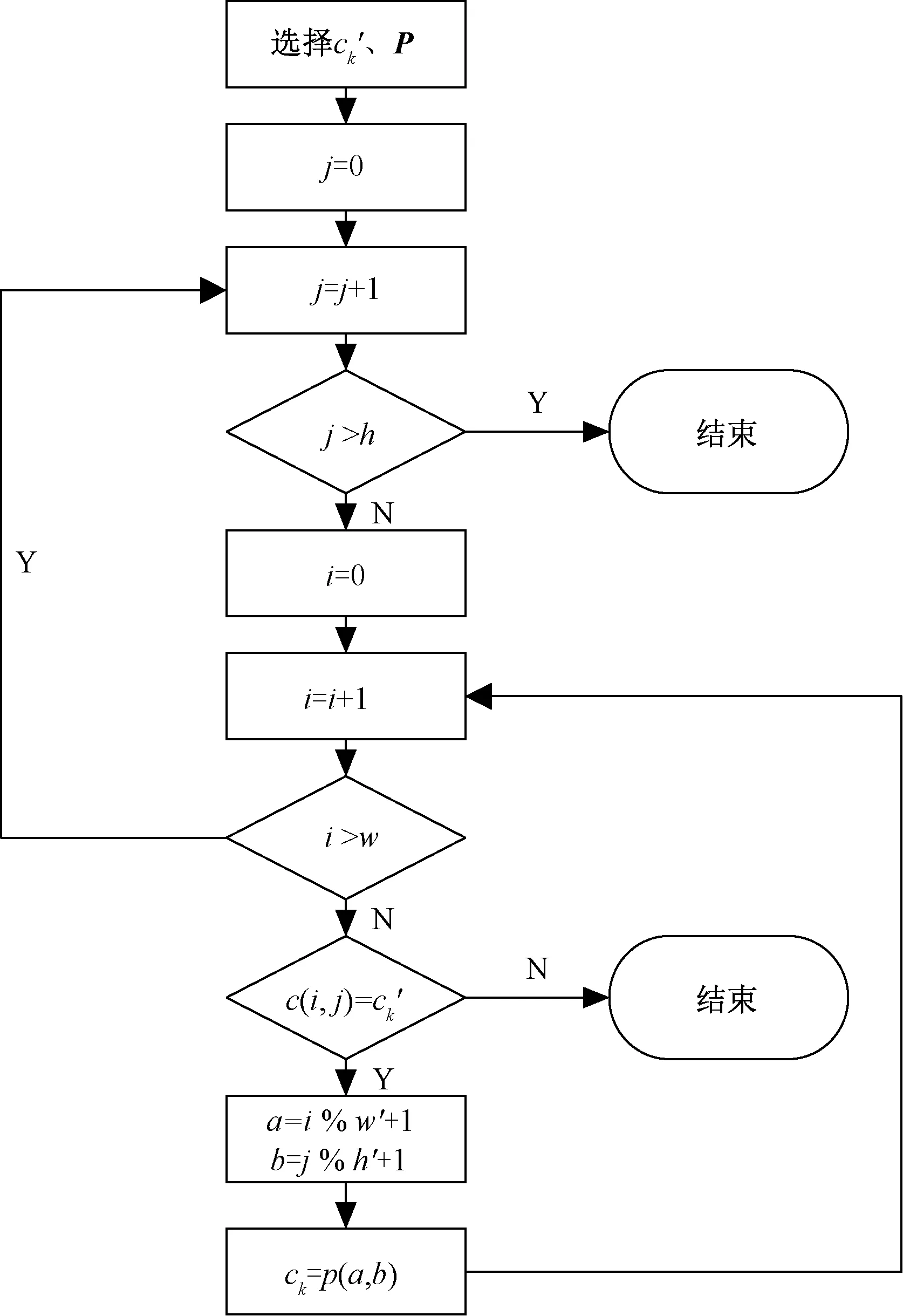
注:w—花型图花宽;h—花型图花高; w′—组织图花宽; h′—组织图花高。 图6 组织填充流程图Fig.6 Flow chart of weft filling
1)以c(1, 1)为起点,从左往右逐行在意匠图中读取c(i,j)的花型意匠信息,并记录其对应的位置。
2)若c(i,j)ck′,说明此处不需要被填充选针意匠信息,系统越过该意匠格,读取下一格的数据。
3)若c(i,j)=ck′,获取该意匠格在组织图上的相对位置,完成选针意匠信息的填充。
2.4 结构花型图实现
由编织花型图矩阵P转换得到的结构花型图矩阵P′数据由0、1、2构成,相较矩阵P纵向数据得到扩展,具体转换关系见表1。

表1 无缝添纱产品编织信息的数学表达Tab.1 Mathematical expressions of knitting needle information of seamless plating product
编织花型图功能的实现主要依靠Canvas贴图的方法[13]。首先将纱线所有编织情况做成图元保存在程序中,然后获取一个位置上的选针信息,将其替换成线圈的编织信息。通过编织信息获取对应的图元贴在对应的位置,创建二维动态数组k[i,j],绘图完成后保存k[i,j]数据信息,并使用session对象将其存入数据库的相应字段中,其花型设计界面如图7所示,意匠颜色配置界面如图8所示。
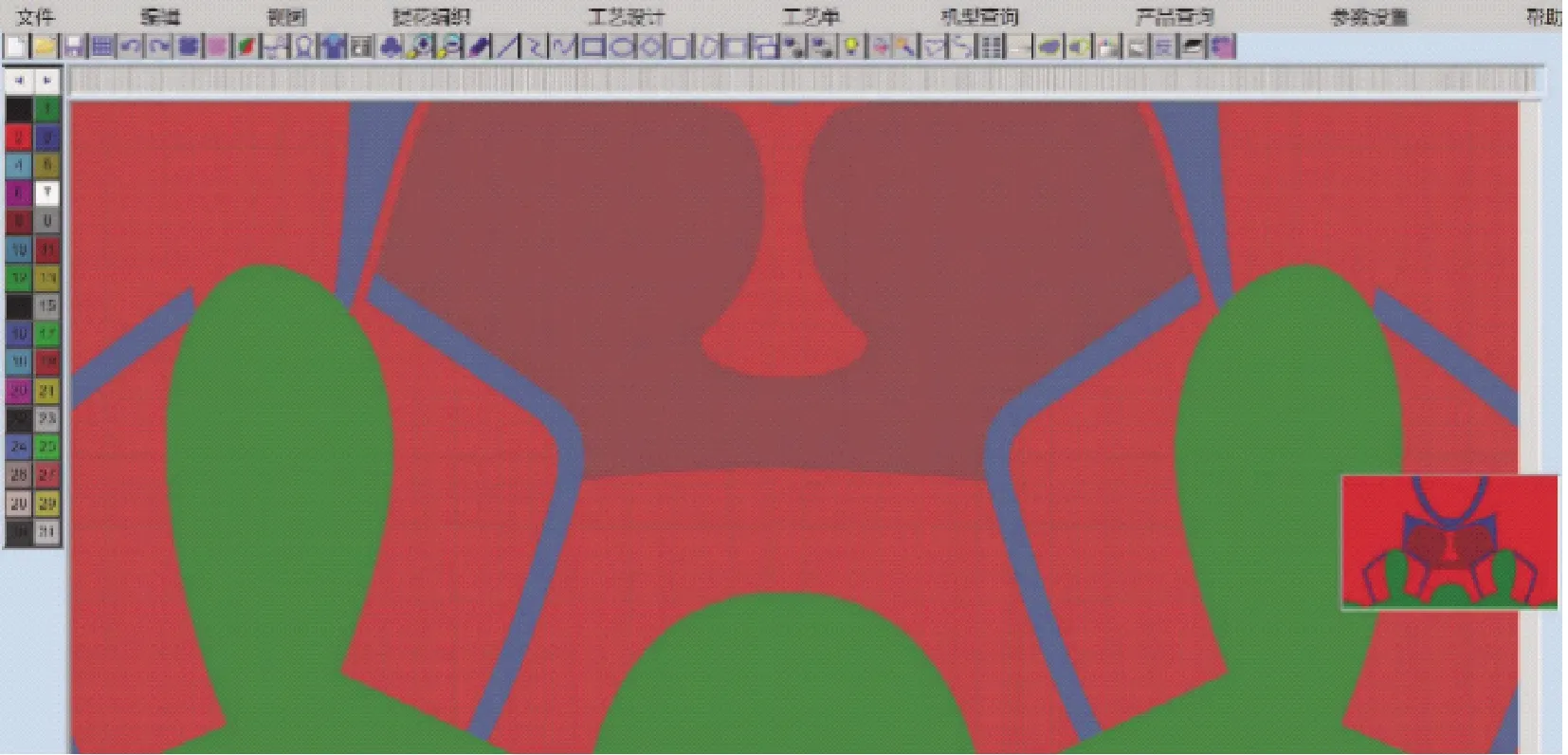
图7 花型设计界面Fig.7 Pattern design interface
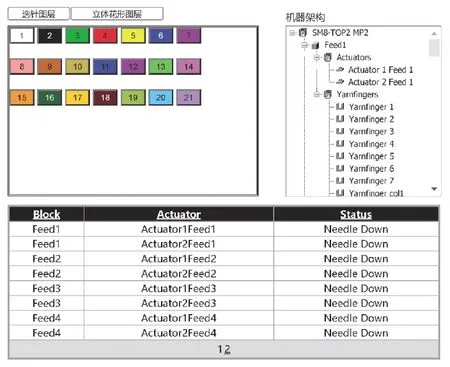
图8 意匠颜色配置界面Fig.8 Color configuration interface
在图7所示的界面上,用户可在颜色板上选择颜色,利用画布上方一栏的工具实现产品花型图的快速绘制。意匠颜色配置界面可实现对意匠颜色信息的定义,选针图层定义选针信息,立体花型图层定义压针三角与纱嘴工作状态,如图8所示。通过实现产品工艺设计的设计系统,验证了本文提出的工艺设计模型的正确性。
3 结 论
本文研究了无缝成形产品花型工艺的设计原理,为实现产品快速设计构建了工艺的花型图模型,直观地表现了产品设计的过程;同时提出了设计花型图到编织花型图的填充算法、编织花型图到结构花型图的转换算法;通过色块分区、组织填充和图元贴图功能实现了花型的工艺设计,将设计模型与算法结合后开发了设计系统。结果表明,本文开发的设计系统验证了产品的工艺设计模型,实现了无缝成形产品工艺的快速设计,为产品的快速开发提供了有效工具。
