海上风力发电机组分体安装技术分析
2021-07-23李美娇
李美娇


摘 要:对于海上风电而言,海上施工面临较为严峻恶劣的环境,且海上风力发电机组具有“两大两高”(重量大、体积大、起吊高度高、定位精度高)的特点,作为海上风电的核心部件,海上风力发电机组安全、精准、高效的安装就位是保障海上风电运行与发展的根本。海上风力发电机组安装可分为整机安装法和分体安装法两类,现主要针对近海海上风力发电机组采用自升式起重平台船进行分体安装的技术进行分析与探讨,以探索安全高效的安装方式。
关键词:海上风力发电机组;分体安装技术;创新
0 引言
为了解决我国日益严峻的能源危机,满足国内日益增长的电力需求,海上风电以其得天独厚的优势——节能、环保、高效,在新能源领域顺势而生、蓬勃发展。海上风力发电机组(以下简称“风机”)作为海上风电的核心部分,其安装质量、安装进度对海上风电按期投产、稳定运行具有举足轻重的作用,直接影响海上风电的开发成本。
1 风机安装特点
海上风力发电机组部件体积大、重量大,其安装过程具有以下特点:(1)海上安装环境复杂,我国江苏至广东沿海海域每年5月—9月为台风高发季节,且经常伴随突风、雷暴等天气;浙江至广东沿海海域每年10月至次年3月受东北季风气候的影响,海上浪涌和风速明显增大,海况恶劣,窗口期少。风机由于安装窗口期受限,对安装效率要求较高。(2)风机组成部件多,安装精度要求较高[1]。尤其是叶轮与机舱对接时,有严格的环境要求及精度要求。叶轮预组装时间较长,高强螺栓力矩拉伸要求严格。(3)风机部件尺寸超长,安装重心高,安装过程需要具有足够的起吊高度、起吊能力,且施工船舶需要有足够的作业半径,安全性要求高。(4)风机部件运输多采用海运,海运过程受海况影响较大,运输工期较难保证,可能造成施工船舶停工待料,影响整体工期,从而出现索赔等合同纠纷。
2 风机安装存在的主要风险
结合风机安装特点,风机安装可能存在以下主要风险:
(1)安全风险:风机安装属于大件吊装作业,其安全风险较大。在风机安装过程中可能出现吊带或钢绳断裂,吊耳或工器具损坏、碰撞引起风机部件损坏的安全风险;吊机钢丝绳多股断裂、吊具破损或断裂情况导致高空坠物甚至伤人的安全风险等。
(2)质量风险:风机安装要求精度高,其质量风险较大。在安装过程中可能存在塔筒螺栓力矩紧固不符合标准要求,影响风机整机安装质量,严重时会使整台风机出现倒塌倾斜事故的质量风险;海上盐雾强、腐蚀快,螺栓防腐未做到位,存在较大的质量风险等。
(3)进度风险:包括台风、雷暴等不可抗力的天气因素制约风机安装进度,延长项目整体安装工期的风险;风机分体运输,部件到货不及时,工序未能有效衔接,延长安装工期的风险等。
3 风机分体安装技术分析
3.1 施工准备充分,确保安装工作顺利开展
3.1.1 安装方案的编制与审批
风机部件体积及重量较大,其中机舱重达200多t,叶片长度超70 m,其安装方案属于危险性较大的施工方案,应由安装单位技术负责人组织专业技术人员进行编制,并经过专家论证审批后方可实施。此外,还需要编制施工工序卡,详细描述安装质量控制要点、安装风险分析及应对措施、安装人员及工器具布置等,在安装前完成安全、技术交底,使安装人员掌握风机安装工作流程及技术要点。
3.1.2 风机基础法兰的安装交接验收
风机安装前应进行风机基础法兰的安装交接验收工作,该工作应由工程监理、风机基础施工方、风机安装方、风机供货商共同参与完成。交接时,主要对风机基础环上法兰表面进行验收,校验时应用水准仪按圆周方向均分8个点,所得基础桩垂直度、法兰圆度及平面度均需要满足设计及规范要求。验收中测量的数据及外观情况应进行详细记录,各参与方在验收单上签字完成移交手续。如出现不符合项,应处理合格后再次验收,直至满足要求,方可进行风机安装。
3.1.3 风机部件、风机安装所需工器具的检查
风机安装前,应由工程监理、风机供货商、风机安装方共同完成风机部件的检查验收工作,检查设备表面质量、到货清单等内容,避免因运输不当等造成设备变形、设备损伤、塔筒泡水等,影响安装质量和安装工期。
风机安装前,风机安装方应组织起重负责人对风机安装所必需的安装工装、吊索具、工器具进行检查,清点检查各工器具是否存在损伤和变形等情况;组织安装负责人检查润滑油脂、密封胶等措施材料的有效性,嚴禁使用不合格产品;组织电气安装人员对各类电动工具和电源盘进行检测。各类检验检测完成后张贴合格标识,便于识别和使用。
3.2 打破传统,创新安装流程,节约工期
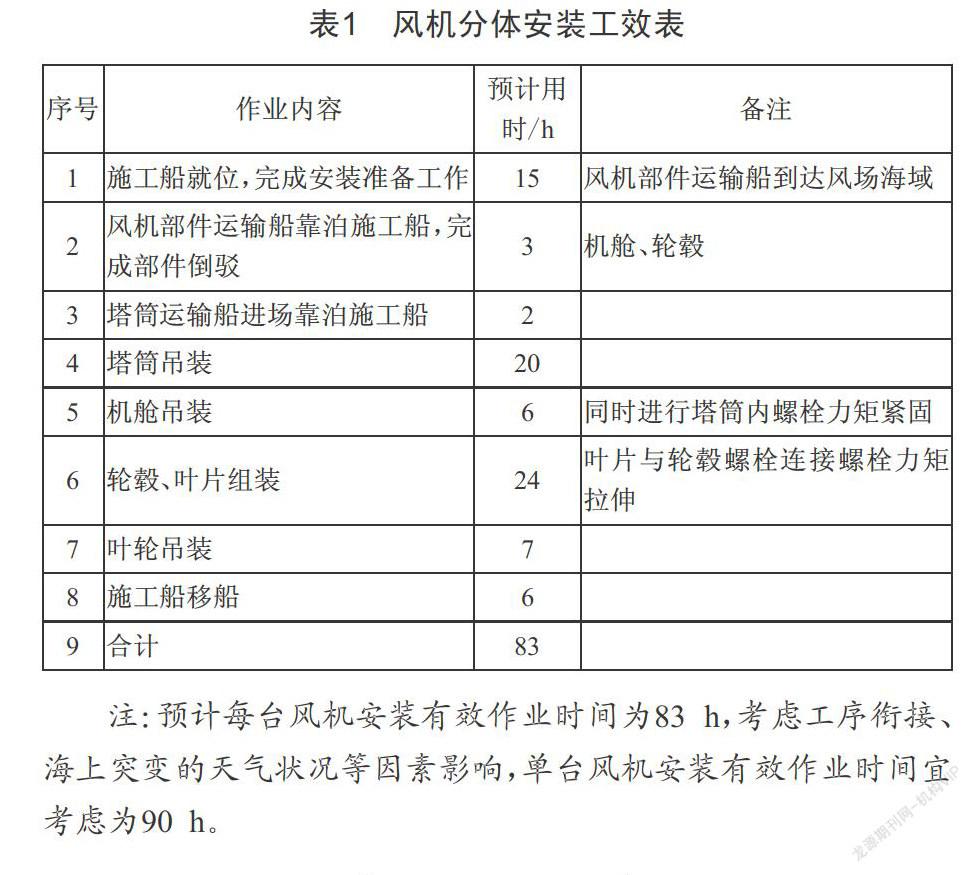
根据风机安装工效表(表1)及安装流程图(图1),可知单台风机安装需要约4个有效作业窗口期。传统安装流程中存在的主要问题是在叶片与轮毂的组拼过程中,叶片与轮毂螺栓连接需要超过10 h的力矩拉伸,在此期间施工船吊机处于闲置状态。针对此种情况,可以打破常规,合理调整供货计划和安装工序,优先进行叶片与轮毂组拼,利用叶片力矩拉伸的时间吊装塔筒和主机,有效避免吊机闲置,缩短单台安装工期至3个有效作业窗口期。
调整后的安装流程如图2所示。
3.3 塔筒安装技术控制要点
首节塔筒吊装前,应进行试吊工作,确保吊装工况满足要求;需要对风机基础法兰用专用清洗剂清理法兰表面灰尘和垃圾,再涂抹2圈硅酮密封胶。塔筒吊装前应用专用清洗剂清理塔筒表面灰尘油污,检查塔筒内电气柜安装螺栓是否松动,检查内部照明灯、电缆夹等安装是否牢靠[2]。
塔筒起吊后,吊装过程宜缓慢平稳,防止塔筒摆动过大造成塔筒内部电气柜损伤。首节塔筒在即将落到既定位置时,先穿入3根螺栓进行定位再缓慢降落,对齐法兰面后,拧入剩余螺栓、螺母、垫圈。塔筒连接螺栓紧固力矩应按要求分3次施加,紧固时对称交叉进行,紧固后以终拧值进行校验,校验完成后做好螺栓防松标识[3]。
