石油化工装置蒸汽管道施工质量控制
2021-07-23王立松
王立松
中国寰球工程有限公司北京分公司 北京 100020
石油化工装置的蒸汽管道是热力管道的一种,指设计压力等于或大于0.1MPa(表压),公称尺寸大于25mm 的蒸汽介质管道。蒸汽管道输送的都是高温、高压介质,具有一定的危害性,所以在管道设计、施工、使用各个环节都要严格遵守相关标准规范。尤其施工过程中要接受检查、检验,以保证蒸汽管道的施工质量。因此,在蒸汽管道的施工中要严格按照制定好的质量控制点进行过程控制。
1 蒸汽管道的施工程序
蒸汽管道施工遵循一般管道安装程序,如图1 所示。
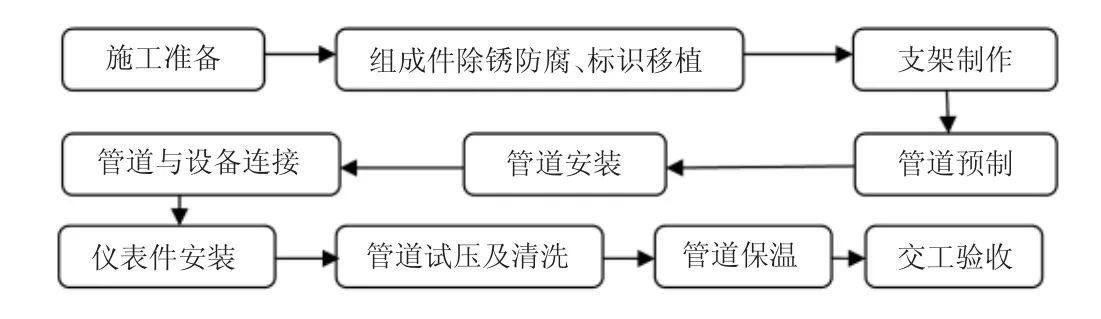
图1 蒸汽管道施工工序示意图
石油化工装置蒸汽管道施工过程中应注意的主要质量控制点包括材料质量、焊接质量、管支架安装质量、试压和吹扫质量等。
2 蒸汽管道的施工质量控制
2.1 施工准备
2.1.1 技术准备
在蒸汽管道施工前,要严格审核施工图纸,仔细阅读对蒸汽管道施工有要求的设计文件和标准规范;根据实际施工情况编制管道施工方案并履行审批程序,合理确定管线的预制口、安装口,并在图纸上标识清楚。
2.1.2 材料、机具准备
根据图纸的设计要求确定材料、机具,石油化工装置中蒸汽管道所用材料一般为P91、P22、P11 等合金钢材料,并根据材料所对应的焊评选择焊接材料;根据现场的实际情况选择机加工设备,所需机具一般包括坡口机、切割机等。
2.2 蒸汽管道的预制和安装质量控制
2.2.1 材料检验质量控制
材料检验质量控制是蒸汽管道施工中的第一道质量控制,对保证蒸汽管道整体施工质量有着重要的作用。在蒸汽管道预制前,要对所用材料进行检验。检验分为两部分,一部分为现场实物检查,主要检查材料的表面质量,要求管子和管件有清晰的标识,内容包括制造厂的代号或商标、许可标识、材料(牌号、规格、炉批号)产品编码等,这些都要符合安全技术规范及其相应标准的要求,并且从产品标识能追溯到产品质量证明文件。对于设计压力大于10MPa 的管子和管件,外表面应逐件进行表面无损检测。另一部分是材料的质量证明文件的检查,主要审查质量证明文件的参数是否满足设计和规范要求,是否为质量合格产品。
蒸汽管道上所用的阀门必须在现场做强度试验。但根据石化相关标准规范要求,部分阀门可不进行现场压力试验,前提是必须在阀门出厂前的试压过程中进行验证。
2.2.2 管道预制质量控制
依据图纸下料时,要根据石化相关标准规范对管道坡口进行检验,并做好相应的施工记录。由于蒸汽管道材料的特殊性,管道下料一般采用机械加工方式,以更好地保证下料的质量,如保证坡口表面平整性、减少坡口裂纹的产生、杜绝氧化物的产生、增强下料尺寸的准确性等,并且减少材料的浪费。由于现场制作难以保证施工质量,所以要尽量减少管件的现场制作。下完料的管段要及时进行管段标识和材料标识的移植,确保所有材料都能追溯到原始信息。
蒸汽管道的预制要严格按照管道单线图进行。预制过程中,管道的焊接工作是最重要的施工步骤。根据管道材质的不同,焊接工艺的选择也不同,焊接操作要严格按照焊接工艺卡进行。目前氩弧焊比较普遍,蒸汽管道大口径管道焊接一般采用氩弧焊打底,手工焊盖面;小口径管道焊接一般直接采用氩弧焊。
蒸汽管线的所有焊缝都必须进行外观检查,焊缝的圆满度应符合设计规定,外形应平缓过度,焊缝表面不得有裂纹、气孔等质量缺陷。在完成焊缝表面检查后,要根据石化相关标准规范和设计要求对焊缝进行无损检测,最终根据所选用的标准规范判定是否合格。焊缝外观检查和无损检测是管道施工质量控制中最重要的一步,关系到整个系统运行的安全性。为了更好地控制焊接质量,在蒸汽管道焊接前要对其作业班组进行技术交底,确保每位施工班组成员都能熟悉蒸汽管线的焊前、焊中和焊后的相关要求。
2.2.3 管道安装质量控制
蒸汽管道安装质量直接关系到管道的试压、吹扫及运行全过程安全,包括管道安装焊接、管道支架安装、法兰面检查等。
蒸汽管道的支吊架安装也是质量控制的重要一步。支吊架主要分为固定支架、滑动支架和弹簧支架三类。管道上的每个支架都要严格按照设计图纸进行安装,特别是固定支架和弹簧支架的安装位置一定要经过专业技术人员确认。支架安装时滑动面应平整,不得有倾斜和卡涩情况。由于管道的位移量都在管道应力设计时给出,所以现场不需要偏装,严格按照施工图纸所给的位置安装即可。由于石油化工装置蒸汽管道的温度较高,所以在运行时容易出现“掉炕现象”,为了避免出现这类管支架安装质量问题,在安装过程中要加强现场检查,确保每个支架都是按照图纸施工,不得随意更改原设计方案。
2.3 蒸汽管道的试压、吹扫质量控制
蒸汽管道试压是检验管道施工质量的最后一步,通过压力试验能检验焊接质量、安装质量和设计质量。蒸汽管道在试压前要按照相关标准规范要求,完成准备工作,具体包括以下几方面:系统查线、无损检测核查、材料复验检查、设计复核和试压方案的编审批。系统查线要严格,特别是管道材质的在线检查,在以往承建的石油化工装置中都会或多或少的发现了材料问题,所以在线材料检查是管道试压前较重要的一项质量控制。
由于蒸汽系统是高压系统,所以一定要采取有效的安全措施保证试压安全。蒸汽管道一般以水为试验介质,管道的实验值一般都在管道数据表中给出。如没有给出试验压力,可根据石化标准规范计算得出,液体压力试验的压力值是设计值的1.5 倍。当管道系统设计温度大于试验温度时根据公式(1)确定。

式中:Pt——试验压力;
P0——设计压力;
[σ]1——试验温度下材料的许用应力;
[σ]2——设计温度下材料的许用应力。
在吹扫过程中,要按照审批完成的吹扫方案进行引气、升温、降温等操作,最后达到标准规范及进入设备的要求。
3 存在的主要问题及整改措施
3.1 超高压蒸汽管线与设备口连接处的焊缝易泄漏
措施方法:在超高压蒸汽管道焊接时,尽量采用预留直管段,以便于调整;先测量设备焊口与管道焊口的外径,以确定最佳对口位置。
3.2 超高压蒸汽管线与阀门法兰连接处采用八角垫
措施方法:法兰面用八角垫密封属于“硬密封”,安装时采用断线检查的方法,确认八角垫与法兰接触面是否为全接触。
3.3 在石油化工装置蒸汽管线施工中,容易出现螺栓用错问题
措施方法:为了杜绝这类问题的发生,在蒸汽管道安装前应对所用螺栓进行再次材料检验,以降低螺栓用错发生率。
4 结论
蒸汽管道系统是高温、高压系统,一旦发生泄漏或爆炸,具有很大的危害性。在蒸汽系统的施工过程中,要严格按照设计文件要求,严格遵守相关标准和规范,严格控制好质量控制点的施工质量,并采用合理的施工方法和机具进行施工,确保蒸汽管道施工质量和施工安全,为蒸汽管道长周期安全运行打好基础。
