天然胶乳气囊导尿管多次浸渍工艺的特点
2021-07-21李志锋陶金龙赵鹏飞丁宏达
李志锋,陶金龙*,孔 娜,赵鹏飞,关 杰,丁宏达
(1.中国热带农业科学院农产品加工研究所,广东 湛江 524001;2.广东省天然橡胶加工重点实验室,广东 湛江 524001)
天然胶乳成膜性能好,湿凝胶强度高,易于硫化,所得制品具有优良的弹性、较高的强度、较大的伸长率和较小的蠕变等特点[1-2]。天然胶乳产量中约10%被制成浓缩胶乳,用于生产手套、避孕套、气球、导尿管等浸渍制品[3-5]。气囊导尿管结构复杂,其管身或管壁通常有排泄腔、充液(气)腔和注药腔,管身还有可以充液(气)鼓起和排液(气)后又恢复与管身平滑贴合的气囊[6-8],其独特的结构可以应用凝固剂与硫化胶乳反复交替浸渍制作而成。
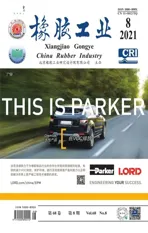
气囊导尿管的规格有8~28 Fr(1 Fr=0.33 mm)[5],其基本结构是管身的一端有1—2个排泄孔,另一端有2—4个漏斗,管身包裹着1—3个球囊,管壁有1—3个充液腔或注药腔,球囊的容积为3~50 mL不等。部分天然胶乳气囊导尿管外观见图1。
图1 部分天然胶乳气囊导尿管外观Fig.1 Appearance of some natural latex aerocyst catheters
天然胶乳气囊导尿管是通过拼装[5-9]和凝固剂与硫化胶乳交替浸渍和干燥而成的。就浸渍而成的凝胶或胶膜层而言,天然胶乳气囊导尿管浸渍胶层可分为首层湿凝胶、充液腔和注药腔的胶膜层和覆盖球囊的胶膜层,它们通过凝固剂与硫化胶乳多次交替浸渍和干燥而成。每次浸渍的凝固剂和硫化胶乳的组分或固形物质量分数各不相同,浸渍胶层工艺特点和用途也各不相同。
1 首层湿凝胶
1.1 首次凝固剂浸渍
天然胶乳气囊导尿管模具的首次凝固剂浸渍包括导尿管主模具、充液漏斗模具和注药漏斗模具(见图2)的首次凝固剂浸渍,其目的在于浸渍硫化胶乳干燥后,分别形成主模具首层湿凝胶、充液漏斗模具首层湿凝胶和注药漏斗模首层湿凝胶。

图2 天然胶乳气囊导尿管模具Fig.2 Mould of natural latex aerocyst catheter
仅从附型效果而言,“硝酸钙+陶土+水”凝固剂体系作导尿管主模具、充液漏斗模具和注药漏斗模具的首次凝固剂体系是较好的选择,但成品干燥后存在导尿管内腔难清洗和清洗出来的陶土对环境污染严重,迫使行业改进首次凝固剂体系,如“硝酸钙+轻质碳酸钙+水”“硝酸钙+轻质碳酸钙+异丙醇+甲基纤维素+水”[8]等有粉凝固剂体系,目的是兼顾附型效果和导尿管内腔便于清洗。首次凝固剂的浸渍方式为:快速进入,慢速提起,使首次凝固剂附型均匀,凝固剂干燥后进入后续工序。
1.2 首次硫化胶乳浸渍
天然胶乳气囊导尿管模具的首次硫化胶乳浸渍包括导尿管主模具、充液漏斗模具和注药漏斗模具的首次硫化胶乳浸渍。首次浸渍的硫化胶乳固形物质量分数为0.48~0.52。各种规格导尿管的管径为2.64~9.24 mm,首次浸渍的硫化胶乳可加入适量碳酸钙分散体或天甲胶乳来提高导尿管管身硬度[10-11],改善管身偏柔软而在临床上难插管的缺点,克服特殊规格气囊导尿管在临床上出现球折[10]和因气囊膨胀造成局部管身轴向拉伸而导致充液(气)腔或注药腔堵塞[12]。
首次硫化胶乳浸渍方式为:中速进入,慢速出胶,减少浸渍出胶后胶乳流痕或管端处的胶滴,待湿凝胶完全定型后可以进入后续工序。
2 形成充液腔和注药腔的胶膜层
2.1 第2次凝固剂浸渍
将已定型的主模具湿凝胶、充液漏斗模具湿凝胶和注药漏斗模具湿凝胶进行第2次凝固剂浸渍,分别浸渍无粉清凝固剂体系,如“硝酸钙+异丙醇+水”凝固剂体系[8,13]等。
第2次浸渍凝固剂的目的是增强拼装后浸渍硫化胶乳的凝固能力,使凝固形成的胶膜层达到一定厚度,满足后续工序的需要。第2次凝固剂的浸渍方式为:快速进入,慢速提起,减少浸渍提起时产生的流痕。若浸渍提起时管端有液滴,可以用海绵吸干。
后续的拼装是在湿凝胶状态下进行,为了避免湿凝胶过于“娇嫩”易被触碰伤,主模具湿凝胶、充液漏斗模具湿凝胶和注药漏斗模具湿凝胶第2次浸渍凝固剂后送入烘箱内干燥(70 ℃×10 min),适当提高首层湿凝胶的强度,有利于减少拼装时充液漏斗模具湿凝胶弯尖处和注药液漏斗模具湿凝胶弯尖处与主模具湿凝胶接触处的凝胶被触碰伤,避免出现导尿管排泄腔与充液腔或注药腔相通的质量缺陷。
拼装步骤包括:(1)在充液漏斗模具湿凝胶弯尖处穿插直径为0.7~0.8 mm的黑色胶丝;(2)在注药液漏斗模具湿凝胶弯尖处穿插直径为1.3 mm的黑色胶丝;(3)各胶丝末端分别拉至合适长度,分别粘贴在主模具湿凝胶各测量位置上;(4)分别转动各充液漏斗模具湿凝胶和注药液漏斗模具湿凝胶,使其弯尖处对准并接触主模具湿凝胶,使黑色胶丝平整粘贴在主模具湿凝胶上,完成拼装。
不同模片的主模具湿凝胶可以拼装1—3个充液漏斗模具湿凝胶和1个注药漏斗模具湿凝胶。双腔气囊导尿管充液漏斗模具湿凝胶与主模具湿凝胶的拼装见图3。
大多数的漂流木都未经人类之手触碰,但它们在大海上的漂流故事也同样令人惊讶。大多数漂流木的最终命运是沉入海底,并永远待在了那里。像克莱默这样的研究人员的努力极大增进了我们对漂流木对海洋生态巨大影响的理解,但对它们在海洋食物链中所扮演角色的认识我们仍然知之甚少。20世纪70年代至90年代,露丝·迪克森·特纳(Ruth Dixon Turner)曾对漂流木进行了开创性的研究,之后美国林务局的著名科学家、美国国家鱼类和野生动物基金会鱼类保护机构主任詹姆斯·塞德尔(James Sedell)将特纳的研究成果汇编成册。从小就在俄勒冈海岸的海滩上玩耍的塞德尔,对海上已经渐渐消失的漂流木一直十分感兴趣。

图3 双腔气囊导尿管充液漏斗模具湿凝胶与主模具湿凝胶的拼装Fig.3 Assembly of double chamber aerocyst catheter filling funnel mould wet gel and main mould wet gel
2.2 第2次硫化胶乳浸渍
导尿管完成拼装后第2次浸渍硫化胶乳的目的是使干燥后的胶膜层完全覆盖粘贴于主模具湿凝胶的黑色胶丝上。导尿管脱模时抽出直径分别为0.7~0.8 mm和1.3 mm的黑色胶丝,分别形成管壁充液腔和注药腔。
第2次浸渍的硫化胶乳与首次浸渍的硫化胶乳的组分和固形物质量分数相同,浸渍方式也相同:中速进入,慢速出胶,减少浸渍出胶后胶乳流痕或管端处的胶滴。第2次浸渍硫化胶乳后,不同规格主模具湿凝胶管径达到导尿管湿凝胶管径的80%~92%,模具再在烘箱内干燥至管端变微黄色,然后进入后续工序。
2.3 第3次硫化胶乳浸渍
第2次浸渍硫化胶乳干燥是为后续夹孔[6]和装球囊工序作准备。夹孔是借助镊子和不锈钢剪刀将覆盖在形成充液腔的黑色胶丝末端的少许胶膜剪去,使脱模后形成的充液腔与球囊连通。装球囊是借助不锈钢夹将预先制作好的球囊球膜适当张开,手工将它平整地套在夹孔的管身段(见图4)。

图4 气囊导尿管夹孔和装球囊Fig.4 Clamping hole of aerocyst catheter and balloon loading
对多次硫化胶乳和凝固剂交替浸渍工艺而言,硫化胶乳含碳酸钙和钛白粉等分散体及干燥工艺控制不当,都可能导致浸渍两层以上的胶膜脱层[14]。若第2次浸渍的硫化胶乳中加入适量碳酸钙分散体,为避免影响球囊两端与管身的粘合性能,增加浸渍1次不含碳酸钙和钛白粉分散体、固形物质量分数为0.25~0.30的硫化胶乳。第3次浸渍硫化胶乳的目的是使球囊装在不含碳酸钙和钛白粉分散体的胶膜层上,有利于球囊两端与管身粘合牢固。
第3次浸渍硫化胶乳的操作方式为:快速进入,慢速出胶,减少浸渍出胶后胶乳流痕或管端处的胶滴。完全定型后模具置入烘箱内干燥至管端呈微黄色,再进行夹孔和装球囊。
3 覆盖球囊的胶膜层
3.1 第4次硫化胶乳浸渍
装球囊后,为了球囊两端与管身的牢固粘合,还需多次进行硫化胶乳与凝固剂的交替浸渍和干燥。
第4次浸渍不含碳酸钙和钛白粉分散体和固形物质量分数为0.25~0.30的硫化胶乳,其目的是使刚装上的球囊两端与管身初步粘合。第4次浸渍硫化胶乳的操作要求最严格,即为:浸渍至球囊部分变慢速,待浸渍到球囊部分之后变中速浸渍;慢速出胶,到球囊部分变更慢速。完全定型后模具送入烘箱干燥,至球囊呈灰白状态可进入后续工序。
3.2 第3次凝固剂浸渍
第3次浸渍凝固剂的目的是使后续的硫化胶乳浸渍形成有一定厚度且厚度均匀的胶膜层覆盖在球囊上,使球囊与管身进一步粘合牢固。
“硝酸钙+异丙醇+水”等可作第3次浸渍的凝固剂体系[13]。第3次凝固剂浸渍方式为:快速进入,慢速提起,减少浸渍提起时凝固剂产生的流痕。若浸渍提起管端有液滴,可用海绵吸干,晾干后进入后续工序。
3.3 第5次硫化胶乳浸渍
第5次浸渍不含碳酸钙和钛白粉分散体和固形物质量分数为0.25~0.30的硫化胶乳,其目的是形成有一定厚度且厚度均匀的胶膜层覆盖在球囊上,使球囊两端与管身进一步粘合牢固。
对导尿管制作工艺而言,装球囊后先浸渍无粉清凝固剂,晾干后再浸渍硫化胶乳,可以得到一定厚度的胶膜层覆盖在球囊上,同时使胶膜厚度较均匀。厚度均匀的导尿管球囊,充气或充液才能对称地膨胀鼓起,满足临床使用的需求。反之,厚度不均匀的导尿管球囊,充气或充液后在厚度偏薄的一侧先鼓起,形成“球偏”[15],临床留置时会出现漏尿。
第5次硫化胶乳浸渍操作要求为:中速进入,慢速出胶,减少浸渍出胶后胶乳流痕或管端处的胶滴。
完成第5次硫化胶乳浸渍后,模具置入烘箱内干燥至球囊部位呈灰白色,再进入后续工序。装球囊后的凝固剂和硫化胶乳浸渍见图5。

图5 装球囊后的凝固剂和硫化胶乳浸渍Fig.5 Impregnation of coagulant agent and vulcanized latex after balloon loading
需要注意的是,导尿管装球囊后,球囊与管身紧贴,此处管径变化很小,因此图5中看不出球囊(充气状态可明显看出)。
3.4 第4次凝固剂浸渍
为了进一步加强球囊两端与管身的结合牢固度,控制球囊胶膜达到安全厚度和控制导尿管达到标准管径,还需浸渍无粉清凝固剂后进行硫化胶乳浸渍。第4次浸渍凝固剂的目的是使后续的硫化胶乳浸渍再形成有一定厚度且厚度均匀的胶膜层覆盖在球囊上。
“硝酸钙+异丙醇+水”等凝固剂体系可作为第4次浸渍的凝固剂体系[13]。第4次凝固剂浸渍方式为:快速进入,慢速提起,减少浸渍提起时凝固剂产生的流痕。若管端有液滴,可以用海绵吸干,晾干后再进入后续工序。
3.5 第6次硫化胶乳浸渍
第6次浸渍不含碳酸钙和钛白粉分散体和固形物质量分数为0.45~0.48的硫化胶乳,其目的是提高球囊两端与管身粘合牢固度,控制球囊最终达到安全厚度0.45~0.65 mm,并控制导尿管管径达到所需值。
第6次硫化胶乳浸渍操作要求为:中速进入,慢速出胶,减少浸渍出胶后胶乳流痕或管端处的胶滴。
待湿凝胶完全定型后进行导尿管湿凝胶沥滤,即在流动的自来水中浸泡一定的时间,然后送入烘箱内干燥。干燥至用力拉伸导尿管球囊,达到球囊回弹快可恢复原状,可以进行导尿管脱模。
4 结语
(1)通过凝固剂与硫化胶乳的多次交替浸渍和干燥,形成主模具充液漏斗模具和注药漏斗模具首层湿凝胶后进行拼装,再形成充液腔和注药腔的胶膜层,安装球囊后再反复浸渍凝固剂和硫化胶乳,干燥后制作成结构复杂的天然胶乳气囊导尿管,并达到球囊两端与导尿管管身粘合牢固和满足球囊质量安全。
(2)天然胶乳气囊导尿管首次浸渍凝固剂和非首次浸渍凝固剂分别采用有粉水凝固剂体系和无粉清凝固剂体系。不同规格的导尿管管径差异大,所采用的凝固剂的硝酸钙含量和其他组分有差异。凝固剂浸渍操作应有利于减小导尿管管径差,有利于湿凝胶或胶膜厚度均匀。
(3)天然胶乳气囊导尿管装球囊前,所浸渍的不与球囊接触的硫化胶乳可以加入碳酸钙或钛白粉分散体。装球囊前所浸渍的与球囊接触的硫化胶乳和装球囊后所浸渍的硫化胶乳不能加入碳酸钙和钛白粉分散体。不同规格的导尿管管径差异大,所浸渍的硫化胶乳的固形物质量分数亦有差异。硫化胶乳浸渍操作应有利于减小导尿管管径差和减少管端形成胶滴。