白车身柔性总拼工位研究
2021-07-21李鲁彪
李鲁彪
(库卡柔性系统(上海)有限公司,上海 201616)
引言
当今时代我国汽车生产制造产业高速发展,汽车生产的质量也不断提高。为了提高汽车生产质量和增加汽车的整车制造精度。在汽车生产制造工艺中对于生产汽车的智能制造装备的要求也不断提高[1]。
焊接车间在汽车的四大工艺车间中是自动化率最高,最为复杂的一个重要环节。在焊装车间中根据汽车的生产工艺和零件搭接顺序分为各种产线例如:地板线,主线,侧位线以及分拼线等等。其中最重要且关乎整个白车身焊接精度的线体当属主线。而总拼工位是主线乃至焊装车间最重要的一个工位。
总拼工位不仅对于整车制造精度有决定性的作用而且还关乎整车的质量。总拼工位在合理生产管理系统下的调度,不仅可以实现车辆制造智能切换,而且还可以实现无节拍损失生产,对于完成车辆的多样化高精度生产和达到量产目标有决定性的作用。
1 FFS总拼工位基本概念和组成
主线总拼工位(如图1所示)的作用是把汽车的左右侧围,地板总成以及顶盖横梁在此工位由装用夹具进行精准定位,然后再由机器人进行定位点焊(或者其他连接方式:SPR,FLS等),形成初步的白车身分总成,以便后续工位的顶盖焊接和调整线的左右车门和前后机盖的装配等后续工艺。

图1 总拼工位
工艺流程如下:
车型轨道布局系统、多车型切换生产情况车型切换系统是由4个夹具切换小车和若干条轨道做成的封闭轨道系统。其中主要的功能根据不同的车型进行夹具切换,系统采用双轨道系统设计,包括夹具切换输送轨道和夹具切换返回轨道,当需要车型切换时,本系统将当前工位中的车型夹具切换到四面体存储单元中,同时将下一个车型夹具从另一个四面体存储单元中切换到当前工作工位。夹具切换完成之后系统的其他部分可以通过夹具返回轨道适时调整两个存储单元中的夹具数量,保证每次切换都能做到实施切换,不占用生产时间。
主要组成部分如表1。
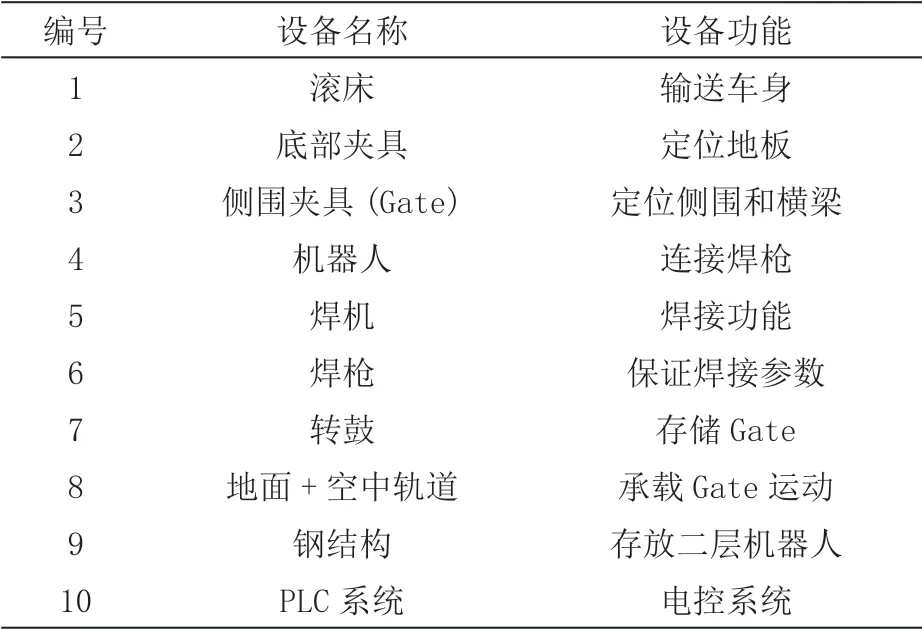
表1 总拼工位主要设备构成
2 总拼工位的设计分析
2.1汽车总拼工位的设计基本要求
1)工位内夹具设计时,首要考虑设计的夹具具有足够的强度和刚度, 满足工艺需求和定位精准的情况下结构应简单合理[2]。
2)夹具设计充分考虑操作、维护修理方便和安全可靠,且保证夹具装卸方便以利于夹具修理。
3)由于总拼工位存在较多的运动部件,所以要考虑到运动部分的润滑便捷性或者直接选取自润滑材料,由于车间会有焊渣飞溅和较大灰尘,滑动部分需考虑防尘罩的安装和易清洁设计。
4)在进行总拼工位设计和规划时,设备在空间的运动轨迹需避免相互干涉,运动平稳可靠。人工进入到工位维修时需要挂安全锁,避免安全性信号丢失,对维修工人造成伤害。
5)在满足设计和功能的前提下,应该尽量选用标准。在进行Gate设计时存在左右对称的情况下,一般选取左侧为设计侧。
6)Skid(滑撬)或者Pallet(台车)承载着车身进过滚床的输送,进入到总拼工位。对于基准的选取原则:如果是选用Skid则要避免工件在Skid上的定位基准和工位内的定位冲突,如果选用Pallet则要考虑到Pallet是否在此工位与工件脱开,如果不脱开则要考虑Pallet在工位内的定位。
2.2汽车总拼工位的设计基本流程
1)总拼工位在设计之初首先应该根据汽车生产纲要计算出标准的节拍,从而计算出所需机器人数量,焊接设备。
2)选取基准。对于基准的选取原则是:主定位基准要保持一致,不能前后工位存在不一样的主定位基准和定位数量[3],此原则主要是避免基准选取不一致导致车身工差累积过大,车身面隙检测不合格。
3)对于车身的定位焊点(GEO最少焊点)进行分析,必要时候可借助process design 或者 process simulation 软件进行仿真分析,可以避免焊接路径干涉,以及焊枪选型,大大提高设计效率和质量。
4)选取Skid 或者Pallet 之后保留合适的进枪空间,之后根据机器人的可达性确定机器人安装位置再确定合适的总拼工位的工作高度和输送高度。
2.3汽车总拼工位的占地面积
焊装车间主线的总拼工位原则上是越小越好,较短的总拼工位可以在长度方向上预留出多余的工位来完成其他工艺,紧凑的宽度方向可以让整个线体更加美观,无需占用多余的物流通道,车间物流更加顺畅。本文研究的一种柔性总拼工位在满足6车型随机生产且无节拍损失下。宽度方向仅为13 m,长度方向仅仅占三个工位,相比市面上其他总拼占用五个工位,少了两个工位,而长度尺寸为22 m,详见图2。

图2 总拼工位尺寸图
3 总拼工位的组成单元设计
一般来说需要从夹具式样书信息来确定夹头的位置和数量以及主定位基准的位置、延续性和数量。确定输送定位与焊接定位不能有冲突。分析完这些信息后还要进行PLP定位点分配,这些都是后期不同夹具的设计依据,对于焊枪或者机器人可达性的分析需要由仿真人员进行专业分析。
最后是根据设计出来的夹具以及切换设备的前后顺序分析,再交由专业电气工程师制作专业的气路顺序图和电控图纸设计。以上为总拼工位一般设计流程。具体步骤如下(如图3所示):

图3 总拼工装设计流程图
1)根据生产纲要和纲领确定需要的总拼形式;
2)根据所选总拼形式结合焊点数量和分布确定焊接能力;
3)分析车身结构,进行PLP 制作;
4)输送系统参数:输送高度,输送速度等;
5)焊枪和机器人出版选型;
6)根据PLP、进行地板夹具、侧围夹具设计;
7)夹具轨道布局和存储形式设计;
8)钢结构设计;
9)仿真验证,验证机器人负载和焊枪可达性;
10)验证输送高度,输送高度和滚床长度修改;
11)根据仿真对焊枪形状和机器人型号修改;
12)根据仿真结果对夹具3D修改;
13)气路电控图纸。
3.1输送设备和变频器设计和选用
3.1.1 滚床和台车设计
针对于不同地输送载体Skid(图4)和Pallet(图5)以及节拍选取不同的滚床[4]。Skid上面只有托快和固定销对白车身底部进行简单定位,Pallet上面携带的不仅有托快,还有定位销和钩销缸,对车身底部进行精准定位。
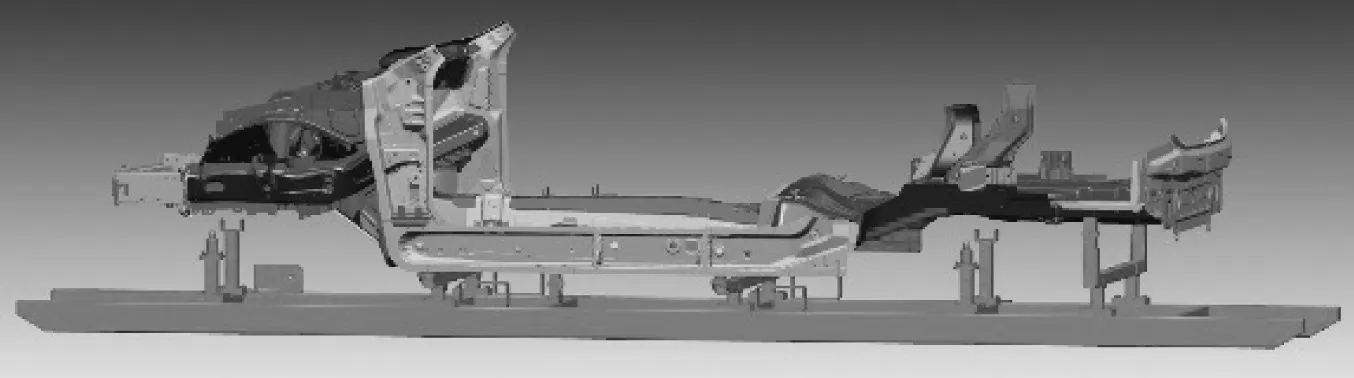
图4 Skid
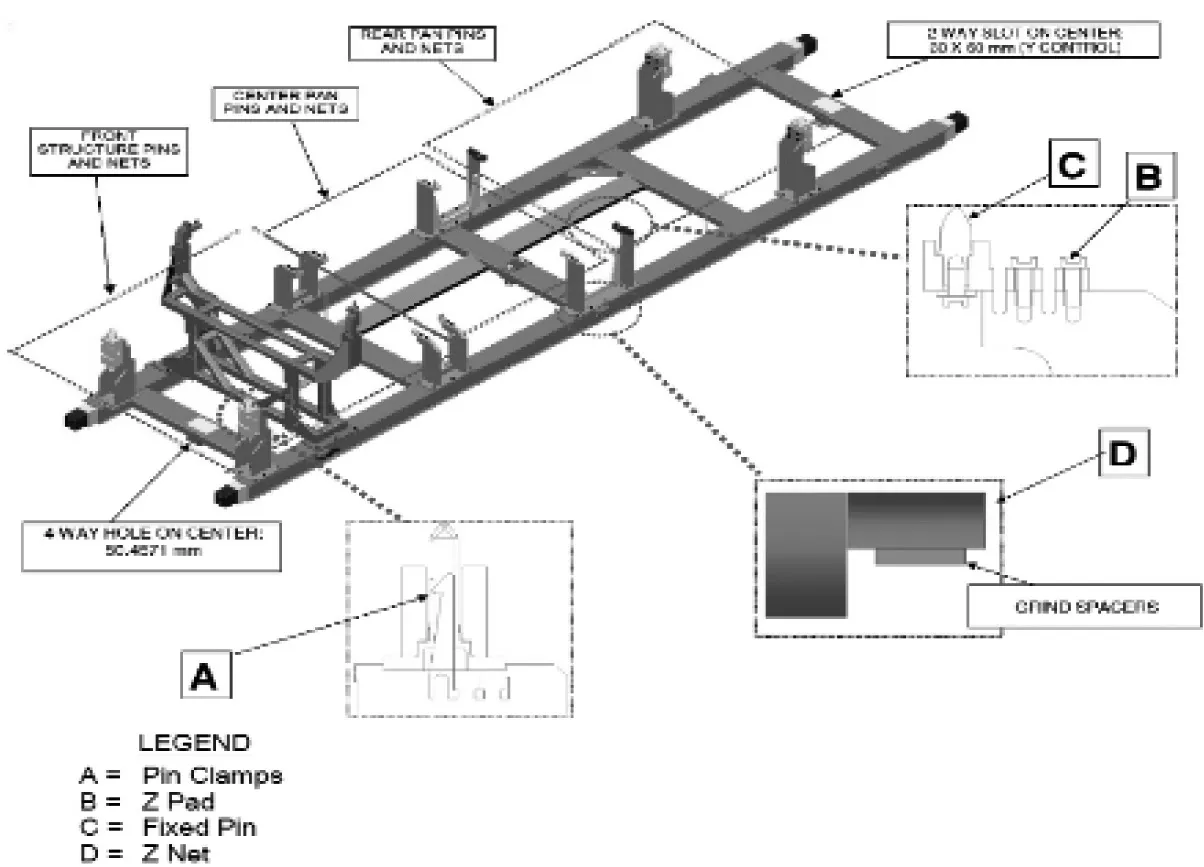
图5 Pallet
单一辊床本体长度不低于5.2 m,可适应5.5~6.2 m工位间距变化,对于超出该范围可增加无动力单辊或动力双辊来适应台车传输。相邻辊子的纵向间距最大不超过1 200 mm,且在任何情况下skid/pallet必须由至少3根辊子驱动。
滚床承重至少需考虑到Skid/Pallet+白车身重量及动态载荷,且Skid滚床承重至少达到1.5 t以上,Pallet滚床承重至少达到2 t以上,如果Pallet涉及到风车切换结构,Pallet滚床称重至少3 t,在任何情况下,标准Skid滚床(过渡滚床除外)辊子不少于5根,标准Pallet滚床(过渡滚床除外)辊子不少于6根。辊子的横向间距因满足滑橇或台车的通过性。
辊床的主框架板材厚度≥5 mm,主梁整个辊床框架直线度控制在3 mm以内。
3.1.2 变频器选用原则
输送线所有转接处的辊床需采用变频调速器,转接口的辊床需设置侧向导向轮和活动端挡防止滑橇或台车卡阻及异常冲出。滚床最大速度大于20 m/min的情况下,必须使用变频控制;电机功率小于或等于4 kW,可以使用分散式变频器控制(图6),大于4 kW必须使用集中式变频器控制(图7)。

图6 分散式变频

图7 集中式变频
滚床电机一般装在滚床外侧,如空间受限必须装在内侧需要甲方同意,所有电机带制动,并有手动操作的抱闸释放拉杆。分散式变频器安装在和滚床框架连接的标准安装支架板上,样式由甲方确认。
滚床采用同步皮带传动,Pallet滚床皮带宽度为85 mm,Skid滚床皮带宽度为50 mm。
滚轮需包裹聚氨酯,通过轴承与轴连接,滚轮需带翼缘对滑橇及台车进行有效的导向和限位。
Skid滚床由传感器控制位置,分别为占位、减速、停止、超程,且传感器位置可调;Pallet滚床由编码尺控制位置(空中返回线无高精度定位要求工位除外)。
3.1.3 雪橇和台车一般参数
为保证辊床的美观性,采用喷漆或烤漆,同时辊床支腿安装在C型槽内,机架的高度可调(调整范围>50 mm)。
Skid滚床的传输统一高度为483 mm,Pallet滚床的传输统一高度为600 mm。
Skid滚床的速度根据工艺需要最大可达到75 m/min,Pallet滚床的速度根据工艺需要最大可达到125 m/min;如无特殊要求,地面Pallet滚床系统水平传输时间应不大于5.5 s,上升/下降时间(如涉及)不大于1.5 s;工艺生产线外的空中输送部分,传输速度需要达到36 m/min。
在生产线尾,需要设计台车下、上线工位,配套慢速动力辊床,辅助台车上、下生产线,并且台车上、下线均相关设备及控制逻辑保证生产队列以及台车队列。
滚床系统精度需满足工艺设计要求, Pallet系统重复定位精度(Pallet定位在滚床上最终重复精度)要求如下:
1)所有滚床速度不大于36.6 m/min需要提供扶手围栏进行防护,如无其他规定,扶手围栏由直径25 mm的圆钢管构成,围栏高1 067 mm,中间横档高534 mm,且底部有100 mm高的踢脚板;且需要提供自关门供维护人员通过,门上需悬挂警示标识。
2)所有滚床速度大于 36.6 m/min需要提供安全围栏防护,每个机运单元至少有两个安全门/通道,人员进入区域需要由符合安全要求的设备进行检测防护。
在不同工况下,10台次的测量数据表2。

表2 精度误差表
对于GEO工位,在下降位至少有6组支撑托块对台车进行支撑,且有导向轮,定位销等结构保证系统精度满足要求。
生产制造按照节拍来分可以分为普通节拍(≤45 JPH)和高节拍(≥45 JPH)。首先考虑节拍原则的情况下Skid和Pallet都适用于普通节拍和高节拍,滚床按照节拍不同可以分为普通滚床和高速滚床。目前主流汽车制造厂在制定前期规划方案和考虑投资产出比的前提下,基本上是按照以下两个原则:Skid和低速滚床或者高速滚床使用或者Pallet配合高速滚床使用。
3.2 轨道布局和小车设计
3.2.1 工装基准设计
总拼工位轨道的布局主要作用是连接Gate的存储位置和工作位。主线总拼工位的轨道布局主要时根据后期车型投入多少和生产方式来确定的[5]。布局原则有以下三种:
1)引入车型小于等于4种且主线白车身生产方式为批量切换切。其轨道布局为以主线焊机工位为起始点向工位左右两侧中的任意一侧延伸,且必须与Y向垂直。如果引入车型不变且生产方式为随机生产,那么工作为两侧都需要向工位两侧延伸的轨道依然遵守与Y向平行的原则。
2)引入车型小于等于6种且主线白车身生产方式为批量切换切。其轨道布局为以主线焊机工位为起始点向工位左右两侧延伸,且必须与Y向垂直。如果引入车型不变且生产方式为随机生产,轨道布局形式不变,但是工位靠近物流通道一侧必须布置一条返回轨道以保证,切换时间不占用工位公益时间。
3)引入车型大于6但小于8种且主线白车身生产方式只能为批量切换切。其轨道布局为以主线焊机工位为起始点向工位左右两侧延伸,且必须与Y向垂直。而且不需要在工位靠近物流通道一侧布置返回轨道,切换轨道和返回轨道详见图8。

图8 轨道示意图
小车的主要作用就是把需要生产的车型工装在轨道上滑移进入工作位。一般来说总拼工位系统单侧滑车数量总数是4组,这4组小车的布置原则是总拼内侧滑移轨道两个滑移小车,其功能是带动Gate实现Y向滑动;总拼工位1个滑移小车,拖动Gate在X向移动,外侧轨道布置1台滑移小车实现Gate在外侧轨道上的切换;小车示意图9。

图9 小车示意图
针对于总拼工位柔性生产方式和工位内小车工作流程说明:工位内PLC接收到从上一个工位或者车型生产管理系统下达的下一个车型指令,PLC信号下达切换指令。与此同时工位内执行Y向移动的小车由内向外运动,把当前车型Gate移动到内侧轨道上,感应器检测到信号之后就会发信号给执行X向移动的电机(图10),之后电机1执行动作是带着Gate远离工作位且逐渐靠近库存位,电机2执行动作是,拖着适用于下一车型的新Gate从另一端的库存位置到达工作位,感应器检测到新车型Gate到位置之后并进行车型Gate确认,等到信号确认无误后,执行Y向移动的小车拖着Gate向工位内侧移动,开始新车新的加紧,定位工作。

图10 XY向小车示意图
小车只负责牵引和切换工作,如果需要焊接还需要把Gate进一步加紧定位。在进入缩紧位置之前X向小车自带精度导向块会滑入安装在Base板上的精度导槽,由此纠正Gate在X向的精度误差;继续向内部滑动时,Gate下部的Z向的精度块会与安装在Base板上的Z向支撑贴合,以保证Z向不会因为没有支撑而悬空导致的挠度变形,当Gtae滑动到位时,Gate上自带的Y向精度块和销子会与两侧的立柱上的精度孔和精度块匹配,然后实施加紧。以上X,Y和Z向的定位完成后Gate的空间精度定位,机器人就可以开始进行焊接和其他工艺,见图11。

图11 小车定位示意图
4 总结
对总拼工位各个组成单元的研究和分析,又结合焊装车间实际生产经验对总拼工位内各个单元分析总结如下:
1)采用高速滚床输送车身可以使线体输送时间由原来的12 s以上减少到8 s左右,大大提高到了总拼工位的焊接能力;
2)将标准的四面体转台切换形式应用在地板总拼夹具上,最多可以满足四种不同平台的车型定位;
3)传统的地面铺设轨道对Gate存储形式变为四面转鼓/转台形式,则对总拼工位的整体占地面积减少30 %左右;不仅使整个线体看起来更加美观,而且维修的便捷性也大大提高了;
4)侧围夹具的夹头巧妙优化,车身夹具的整体重量将大大减少,使得能源消耗也随之降低,夹具的维修便利性也大大提高;
5)对于机器人采用地面和空中的双层布置,使得机器人在焊接可达性上实现无死角焊接,减少机器人的使用种类,对于机器人的前期投资大大降低以及后期机器人的备件种类也随之减少[6];
6)点焊枪和铆枪以及铝点焊的合理分配将打破一个工位只能实现同一种连接工艺的“魔咒”,使得不同车身零部件的连接工艺更加灵活,也降低后期车型导入时的风险。