机器人智能化焊接技术发展综述及其在运载火箭贮箱中的应用
2021-07-21林尚扬杨学勤徐爱杰陈华斌赵耀邦
林尚扬,杨学勤,徐爱杰,陈华斌,林 涛,赵耀邦
(1.哈尔滨焊接研究院有限公司,黑龙江 哈尔滨 150028;2.上海航天精密机械研究所,上海 201600;3.上海交通大学 材料科学与工程学院,上海 200240;4.江苏北人机器人系统股份有限公司,江苏 苏州 215024)
0 引言
机器人技术的蓬勃发展,使其越来越自动化、智能化,并促使其融入到生产制造中的每个环节,如搬运、焊接、装配、包装和喷漆等。根据国际机器人联合会(International Federation of Robotics,IFR)发布的数据,2019 年焊接与钎焊方面的工业机器人消费量为7.5 万台,占工业机器人全球总销量的20%,焊接依然是工业机器人最主要的应用领域[1]。
传统制造类企业由于缺乏高端智能装备的支持,更多还是采用普通装备依靠工人的劳动密集型加工,造成产品生产组织难度大、制造过程柔性差、生产成本和能耗与欧美国家有较大差距等问题[2]。随着德国“工业4.0”与“中国制造2025”对未来智慧工厂发展趋势的一致预判,市场对满足高精度、高品质、多品种和小批量柔性生产的智能化机器人焊接系统的需求呈现跨越式增长态势。
自动化焊接和智能化焊接是实现高效焊接制造的重要手段。通过在焊接过程中引入信息流,通过多源传感器的获取焊接过程数据,实现对焊接动态过程的多模态信息感知、知识判断与智能化控制等行为功能。同时,智能焊接强调信息与人之间的转换与融合,从而实现智能焊接加工系统与系统人员无缝的人机交互。在智能焊接机器人柔性加工单元和焊接多智能体的协调控制系统的基础上,建造智能化焊接单元,形成规模完整的智能化焊接柔性制造生产车间,应用于实际的自动化与智能化焊接应用工程,是“智能化焊接技术”所追求的终极目标。然而,机器人焊接智能制造诸多“热点”问题的研究和实现还面临如下诸多难题[3-9]:
1)焊接机理模型。焊接是一个牵涉到电弧物理、传热、冶金和力学的多信息、强耦合、非线性的复杂过程,并伴随着强弧光、高温辐射、电磁干扰、烟尘以及飞溅等。同时,焊接过程牵涉到多尺度、多物理场建模,焊接电弧、熔池动态行为及演变机制等存在诸多难题。
2)关键信息感知。面对焊接动态过程多工况交替、多信息耦合、模式不明且多变的多源异构数据,人为设计涵盖焊接过程所有信息特征根本无从着手,而且真正覆盖所有焊接工况下的样本数据和接头失效模式下的标签数据往往很少,同时标签数据的质量尤其是经过焊后检测、工艺验证过的数据匮乏,已成为焊接过程多模态信息深度学习感知、决策与控制关键技术落地的重要瓶颈。
3)焊接知识模型泛化能力。在焊接过程智能传感及信息表征方面,焊接多源异构传感信号差异大,采样策略形式多,数据价值密度低,导致数据质量参差不齐,呈现“碎片化”特点。通常实验室场景下获取的数据、信息特征、焊接质量预测模型及控制决策,在实际焊接场景“落地”的过程中往往呈现“一机一模型”以及模型泛化能力不足等难题。
4)智能化焊接场景落地问题。通常一个模型往往只适用于某种特定的焊接工况,放在其他场景下模型效果大打折扣,这与当前可供建模的数据匮乏质量不高有一定关系,更深层面还是缺乏焊接工艺知识与机理的理解,并将机理特征融合模型。
尽管在表征和描述焊接制造环节传感、信息融合建模及自主决策控制方面存在诸多难题,但获取焊缝成形良好、工艺稳定以及接头综合性能可靠的焊接接头,一直是航天关键部件焊接智能制造亟需解决和不容回避的问题。
1 智能化焊接技术发展现状
传统的焊接机器人采用“示教再现”的工作模式,缺乏对环境、产品的感知和适应能力,难以满足复杂多变环境下的零缺陷生产要求。智能化焊接源于模拟焊工的观察、经验、行为和科学问题的探索,实现自动、智能焊接并提高焊接产品质量和效率,核心取决于能否对焊接动态过程中决定焊接质量的特征信息的准确获取、实时处理和技术实现。国内外研究人员相继在智能焊接科学方法、智能化焊接关键技术等层面开展了系统深入的研究[10],本文将聚焦机器人智能化焊接所涉及的焊接初始位置引导、焊缝跟踪、熔池监测、熔透控制和缺陷识别等各技术环节,阐述国内外研究现状。
1.1 焊缝导引与跟踪
通过视觉传感的方式识别、提取出焊缝特征点,实现焊缝视觉快速编程,是解决智能焊接最有效的手段之一。其中,焊缝识别和导引涉及焊缝特征点重构、特征点变化和焊缝点云重建。特征点重构多应用于被动视觉传感器,应用较多的是双目立体视觉法和一目多位立体视觉法恢复特征点三维坐标;特征点变化适用于主动视觉传感,通过扫描焊缝,根据激光条纹上的焊缝特征点变化实现焊缝起始点定位;焊接工作空间点云重建,则借助于多视图几何、工作空间扫描、结构光编码和深度相机等,抽取点云数据中焊缝和角点[11-13],基于视觉传感的焊缝导引与初始焊位识别如图1 所示。

图1 基于视觉传感的焊缝导引与初始焊位识别Fig.1 Weld seam leading and initial weld position searching based on vision sensing
鉴于示教误差、装配误差和焊接热变形等,待焊轨迹往往偏离实际预设路径。焊缝跟踪技术通过提取焊缝特征点和焊枪当前位置以获得轨迹偏差,在焊接过程中实时校正焊枪轨迹。焊缝特征信息的稳定获取是保证跟踪质量的关键,焊接过程中往往存在着大量的弧光、烟尘、飞溅等,因此给焊缝特征的精确提取带来诸多难题。
被动视觉传感器焊缝跟踪,通常以熔池中心或焊枪位置与焊缝中心的距离作为轨迹误差。由于焊枪位置可以从机器人控制器中读取,而焊缝中心通常以两个边缘中心作为参考基准,因此,采用被动视觉进行跟踪时,特征提取包括熔池轮廓提取和焊缝边缘提取。文献[14]采用高动态范围相机获取了清晰的焊缝和熔池图像,为进一步应对划痕对焊缝识别精度的影响,文中采用canny 算子提取焊缝边缘,并通过模型匹配的方式过滤伪边缘,结果如图2 所示。

图2 被动视觉焊缝跟踪Fig.2 Weld tracking based on passive vision sensing
利用激光辅助光源的主动三维视觉系统,是目前焊缝测量与跟踪的主流方法。针对一些特殊焊缝,可通过改变激光结构来提高焊缝测量精度,如三线光、环状光、十字形光以及三角形光等。文献[15]提出了一种基于结构光视觉传感的焊缝识别算法,核心是充分利用先前时刻的图像信息来处理当前时刻图像,提升了焊缝提取算法的可靠性和有效性。该方法采用非均匀有理样条(Non Uniform Rational B-Spline,NURBS)蛇形模型实时识别感兴趣区域(Region of Interest,ROI)的激光条纹中心线,通过分割和直线拟合确定焊缝特征点,计算焊缝的位置,基于结构光视觉传感的强噪声干扰下焊缝识别方法如图3所示。

图3 基于结构光视觉传感的强噪声干扰下焊缝识别方法Fig.3 Weld tracking method based on structure light under strong noise inviroment
近年来随着人工智能技术的蓬勃发展,基于人工智能的3D 扫描成像技术,可基于结构光相机生成的点云数据集并结合人工智能技术快速生成焊缝轨迹,实现弧焊机器人的焊接起始点寻位和轨迹自主规划,并实时更新焊接后台工艺专家库。系统无需输入准确的3D 数模和示教编程,直接将工件进行3D 扫描,自主生成机器人焊接轨迹,焊接过程开启焊缝跟踪和纠偏功能。这类传感手段和技术省去了工件数模创建、离线编程和机器人示教等环节,非常适用于解决工业现场多品种、小批量产品机器人焊接,同时可提高产品的焊接质量与效率,具有广阔的发展和应用空间[16]。
总之,基于视觉传感技术的初始焊位识别、导引以及焊缝跟踪,使传统示教再现型机器人有能力应对更加复杂的焊接环境,一定程度上提高了焊接机器人的智能化水平。
然而,现有的图像处理算法仍在一定程度上依赖于先验知识,降低了其面对复杂焊接场景的鲁棒性和焊接各种工况的适应性。视觉系统仍需要人工操作,如传感器的标定过程极度依赖操作者的专业知识,初始焊接位置导引、识别等均假定焊缝处于视场范围内,在实际应用场景上存在一定程度的不确定性。
1.2 焊接多源传感数据智能感知
从仿生焊工的角度分析,焊工在焊接过程中主要用眼睛和耳朵感知焊接过程信息,研究人员从“视、听”角度对焊接过程电弧-熔池进行原位测量及表征。文献[17]分析了电压、声音和光谱信号之间的相关性,结合电弧发声机理,采用基于“听觉注意机制”对电弧声音信号进行了时频域处理和特征提取,建立了焊接熔透状态振荡模型,最终借助支持向量机与网格相结合的分类模型搜索优化和交叉验证(SVM-GSCV)建立了不同熔透状态的分类模型,如图4 所示。

图4 基于听觉注意机制的铝合金焊接熔透状态识别Fig.4 Welding penetration mode weld tracking method based on structure light under strong noise inviroment
视觉传感以信息丰富、模仿人类视觉行为的特点而成为最有前景的传感方式之一,焊工对于焊接过程的感知信息80%以上来源于视觉。前文已提到利用视觉传感进行焊缝轨迹识别、初始焊接位置导引以及跟踪,接下来介绍焊接视觉在动态焊接电弧-熔池表征和熔透监测方面的最新应用现状。
文献[18]提出了一种基于主动视觉(CMOS 相机+激光辅助光源)的液态熔池测量及表征系统,采用波前分割及偏振成像方式获得电弧-熔池等离子体热辐射的偏振分量灰度图,借助Frankot-Chellappa 全局积分算法将极化角梯度数据进行傅里叶变换,实现三维熔池轮廓重建并计算“上凸”和“下凹”熔池的深度信息,如图5 所示。

图5 GTAW 偏振成像及熔池三维形貌重构Fig.5 Polarization imaging of GTAW and three-dimensional topography of the weld pool
美国橡树岭国家实验室研究人员采用被动视觉传感方式[19],研究发现GTAW 钨极尖端与在熔池中的倒影与熔池高度信息存在定量关系。将熔池表面假设为球面镜,建立反射模型,通过测量熔池几何尺寸、弧长和熔池几何尺寸,计算熔池表面高度,如图6 所示。同时,熔池表面深度信息与“上凸”和“下凹”熔池成正相关性,最后该方法通过平板堆焊对不同熔深情况进行了算法验证,该研究为进一步开展焊接熔透控制提供了可靠反馈变量。
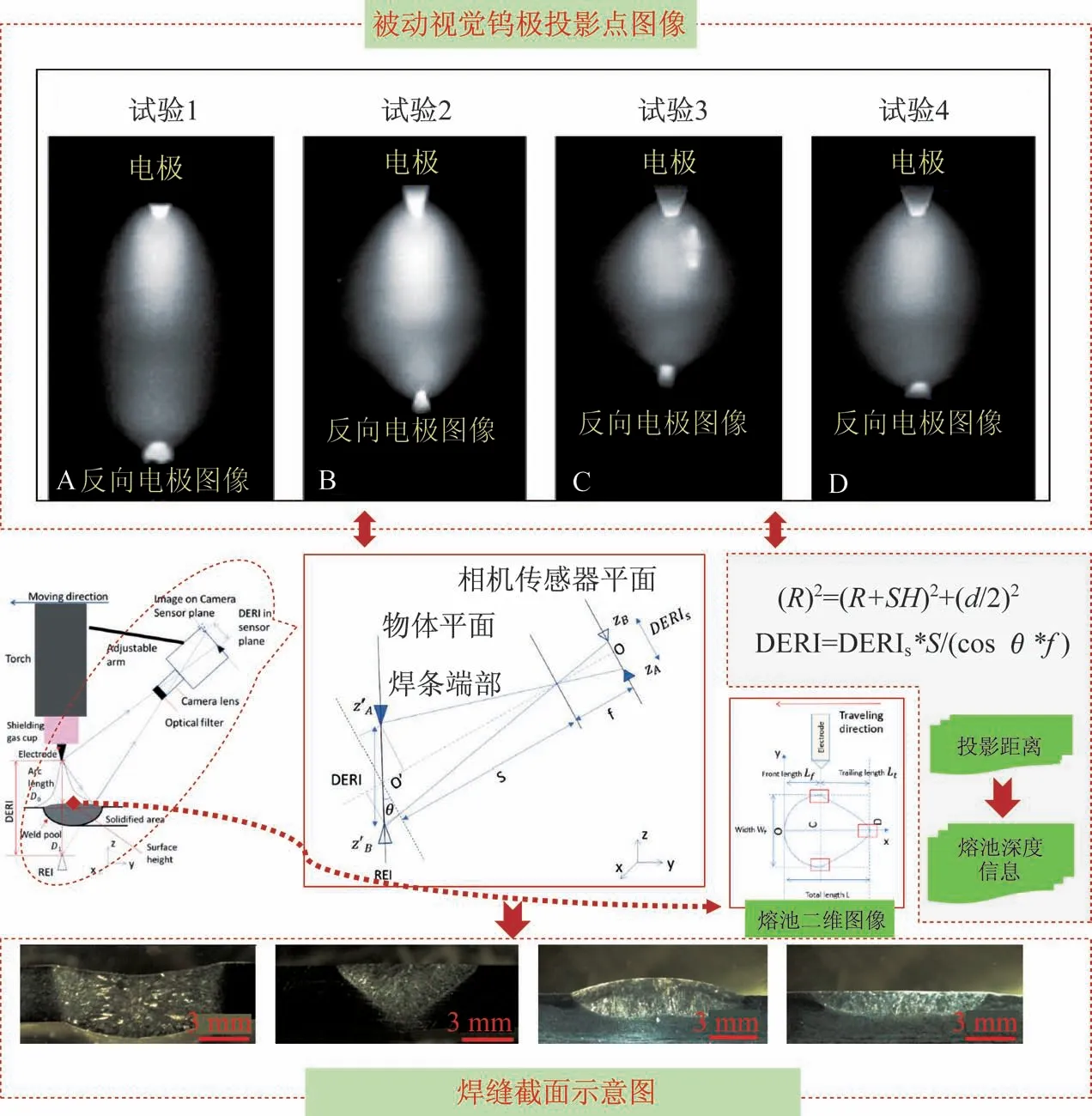
图6 基于钨极“倒影”测量及表征的熔透监控Fig.6 Welding penetration monitoring based on tungsten imaging
文献[20]首次提出了基于深度学习的GTAW过程监测与熔透状态识别新模式,针对多源异构传感信息表现出良好的识别效果。该深度学习框架能够对被动和主动视觉熔池图像进行实时处理和学习,包括3 个深度学习增强的连续阶段:图像预处理(pix2pix 网络)、图像选择(AlexNet)和熔透状态分类。然而,5 个具有异构结构的神经网络在分类阶段表现出了不一致的泛化能力和识别精度,在此基础上进一步建立了更能适应不同焊接环境、工况下的图像处理、质量控制和可靠分类的集成学习模型,如图7 所示。
综上,国内外学者采用不同视、听传感系统对焊接动态过程进行了监测和建模,取得了丰硕的成果,为智能化焊接基础理论与方法研究奠定了坚实的基础。但目前的信号获取工作大多忽略了对数据可靠性的研究及验证,且综合利用多源异构传感信号对实际场景下的焊接动态过程监控的研究工作少之又少。
1.3 焊接过程数据智能管控技术
随着智能化焊接机器人系统优化了生产工艺,使产品质量和生产效率有了显著提升。为有效监控焊接过程,强化车间管理水平,提高管理智能化和服务智能化水平,结合软件和大数据分析技术的智能化焊接管理系统成为解决上述问题的关键技术。
现有的智能焊接管理系统通过焊接设备的物联网连接,基于集中式大数据处理技术,通过将焊接设备、人员、材料和工艺等数据整合到一个平台来进行管理,为用户提供设备监控、设备管理、工艺管理和生产管理等多方面的数据管理服务[21]。通过焊接设备将用户与公司紧密连接到一个平台,公司能精准地为客户提供工艺指标、软件更新、故障诊断等扩展性服务,提高问题反馈的及时性和速度。行业内目前已经出现利用焊接大数据分析技术,结合焊接过程机理模型,进行焊接工艺质量分析的机理模型、分析算法和诊断算法等服务。蕴硕物联“数字工艺引擎”产品介绍如图8 所示。
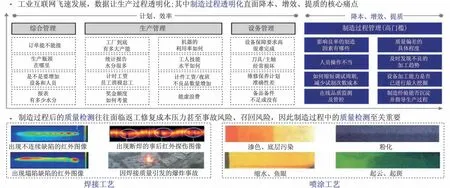
图8 蕴硕物联“数字工艺引擎”产品介绍Fig.8 Introduction of digital technology engine including internet of things
随着“5G”技术的发展,基于5G 技术的智能焊接大数据平台,将实物、系统、环境、管理人员和一线工人进行集中化管理,对各类机器人焊接工作站或生产线的生产、设备、工艺等数据采集,实时集中化收集信息、传递、存储,通过高级智能化分析,对焊接工艺流程进行全流程监控。通过对生产线进行大数据管理和最优逻辑控制,及时分析焊点飞溅原因,优化改进焊接条件,可极大提升产品质量、节约成本。
2 机器人智能化焊接技术在运载火箭贮箱中的应用
2.1 运载火箭贮箱机器人智能化焊接的需求
运载火箭主要由箭体结构、动力装置系统和控制系统组成。其中,箭体结构是运载火箭最为关键的结构部件,具有大尺寸、轻质、薄壁、复杂等典型特征,是运载火箭运载能力和部署能力的重要决定因素。运载火箭箭体结构主要由推进剂贮箱、铆接舱段、整流罩等部分构成。其中,推进剂贮箱(如图9 所示)是一种大尺寸、薄壁高强铝合金焊接结构,作为运载火箭的主承力结构,是箭体结构中最大的结构部件和影响运载火箭安全性和可靠性的关键部件,占火箭总质量的60%、全箭长度的2/3。由于推进剂贮箱焊接装配精度不易保证——零件尺寸较大,且为薄壁三维结构(最薄处2.3 mm),加工精度和装配精度难以保证,特别是焊缝间隙和错边,这对焊接工艺提出巨大挑战,焊接质量稳定性不易保证。常规自动化设备(如焊接机器人),其焊接路径和焊接参数是根据实际作业条件预先设置的,在焊接时缺少外部信息传感和实时调整控制功能,焊接机器人对焊接作业条件的稳定性要求严格,而箭体结构因尺寸大、壁薄,导致易变形。因此,不同零件在实际焊接过程中,会因加工或装配上的误差、变形造成焊缝位置和间隙随机变化,从而造成常规焊接机器人无法满足使用要求。
2.2 运载火箭贮箱机器人智能化焊接技术及应用情况
针对运载火箭贮箱机器人焊接应用的难点问题,从2014 年开始,由上海航天精密机械研究所牵头,上海交通大学和江苏北人机器人系统股份有限公司参与,共同开展运载火箭贮箱机器人智能化焊接技术的研究和应用。该项目以运载火箭贮箱箱底法兰环缝、箱底纵缝和筒段环缝的变极性TIG、变极性等离子焊接过程作为研究对象,通过模拟高级焊工作业过程的感知、决策和控制过程,研究焊接装配高精度在线测量、焊接路径自适应控制、焊缝成形自适应控制、焊接熔池监视、焊接工艺参数检测和设备状态检测6 大智能功能。
其中,焊缝成形自适应控制智能功能主要实现运载火箭贮箱焊缝的熔透状态控制、正反面成形尺寸一致性控制。针对变极性TIG 和变极性等离子焊接过程,分别建立背面熔宽的预测模型,设计开发了焊缝成形的模糊自适应控制算法,达到焊缝正反面尺寸一致性误差为±0.5 mm 的控制效果。焊缝成形自适应控制智能功能介绍如图10 所示。
图中,焊接工艺参数检测智能功能以传感器为数据采集媒介,对焊接过程中涉及的工艺参数、环境参数等一系列能够影响、预测焊接质量的关键参数进行采集的数据采集系统。焊接过程参数反映了焊接过程中焊缝成型涉及特征的数量级别,真实、可靠地对焊接过程参数进行采集是实现焊接成型控制准确性的重要保证。焊接过程参数实时采集系统工作环境较为恶劣,需要考虑焊接过程中高频干扰、电源波动、传感器非线性等因素对数据采集准确性的影响,因此,焊接过程参数准确实时的采集是实现焊接智能化以及制造车间数字化的重要技术之一。该研究内容与目前焊接大数据的研发趋势不谋而合,焊接工艺参数检测智能功能介绍如图11 所示。

图11 焊接工艺参数检测智能功能Fig.11 Intelligent function of welding parameter measuring
该项目通过机器人智能化焊接技术的研究,最终应用到运载火箭贮箱箱底TIG 焊接设备、箱底法兰焊接设备、贮箱环缝TIG 自动焊接设备上,解决运载火箭贮箱筒段、箱底、箱底法兰加工装配状态不一致情况下机器人自适应焊接的问题,实现运载火箭贮箱焊接过程的全流程管控和数据追溯。机器人智能化焊接总体实现效果如图12 所示。
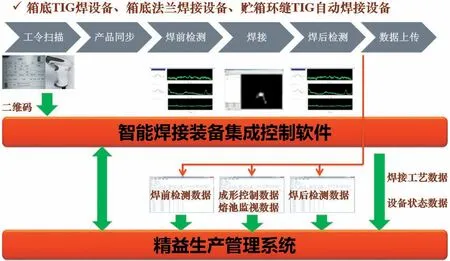
图12 机器人智能化焊接总体实现效果Fig.12 Schematic of intelligentized robotic welding
围绕机器人智能化焊接技术方向不断涌现的新的研究成果,基于3D 相机的焊缝引导和快速编程、焊接过程多源数据智能感知、焊接大数据智能管控等技术,未来都有望与运载火箭贮箱焊接工艺结合并应用,进一步提高焊接机器人的智能化水平。
3 结束语
纵观国内焊接自动化、智能化的发展历程,研究人员针对焊接过程复杂、多变性,开发出系列多源焊接传感器,收集焊前、焊接过程中数据,提取传感数据的特征信息,建立特征信息与焊接接头质量之间的关系,并应用一些控制策略保证焊接质量。然而,一方面还缺乏对焊接制造整体流程的统一描述,同时焊接过程可视化界面没有,一些传感信息并未被数字化,这对后续焊接大数据分析、存储和分享带来诸多困难;另一方面,融合焊接工艺机理、焊接知识库和焊接大数据的工艺机理模型十分匮乏,使得在复杂焊接场景下,构建的焊接知识模型泛化能力不足。随着机器人技术、传感器技术、控制技术、数据分析技术和通讯技术等先进技术的不断发展,以及这些技术与传统焊接工艺的融合,机器人智能化焊接技术将得以快速发展,使得焊接机器人变得越来越智能。智能的焊接机器人有望在未来应用到航空航天、造船、重工和风电等各个领域。
