滑轨铣磨床MM440变频器的Profibus总线通信与调试
2021-07-20刘红安李元华
刘红安,李元华
航空工业西安飞机分公司 陕西西安 710089
1 序言
随着西门子自动化运动控制系统在工业领域的应用日渐普及,西门子MM440变频器在数控设备中也得到广泛的应用。西门子MM440变频器由微处理器控制,并采用具有现代先进技术水平的绝缘栅双极型晶体管(IGBT)作为功率输出器件,具有比例控制、积分控制功能的闭环控制输出特性,其脉冲宽度调制的开关频率可选,因而可降低电动机运行的噪声。西门子MM440变频器还具有磁通电流控制(FCC)功能,能够改善动态响应和电动机的控制特性,用于控制三相交流电动机的速度,具有很高的运行可靠性和功能的多样性。目前,MM440变频器与标准数控系统如西门子840D PL等系统的主流通信方式采用了Profibus总线通信嵌入式连接,集成到自动化系统中。
1台捷克产滑轨铣磨床采用西门子840D PL数控系统,加装金刚石砂轮磨头,同时又配置砂轮片修调器,可对金刚石砂轮磨头进行动态、静态的精修。机床的砂轮磨削精度要求高,缩短系统的响应时间(砂轮直径的检测时间和磨削器的启停时间)可以获得高的动态响应性;在设备出现故障的情况下,又可以利用西门子840D PL数控系统的远程诊断功能快速诊断故障,减少停机时间,因而采用Profibus DP总线来实现系统的自动化。因此,将MM440变频器的Profibus总线通信“无缝”嵌入到机床的总体控制当中,减少现场布线的数量,便于重新编程、监测和控制。
2 西门子MM440变频器的基本参数配置
西门子MM440变频器在进行Profibus总线通信时必须进行基础参数配置(见表1),设定P0010=1,即变频器开始快速调试。如果调试结束后设定P3900=1,表示结束快速调试,进行电动机计算和复位,此时P0010自动返回“0”值,表示电动机准备运行。

表1 MM440变频器的基本参数配置

(续)
在完成快速调试后,变频器就可以正常地驱动电动机了。下面就可以根据需要设置Profibus DP通信控制的方式和各种参数。
3 MM440变频器与S7-300的Profibus DP通信
为了连接成Profibus DP系统,必须采用Profibus接口模板——CBP2模板,安装在变频器的正面,通过RS485串行接口与变频器进行通信。S7-300 PLC通过Profibus DP通信实现对砂轮片修整器进行控制,实现砂轮片修整器的起动、停车和调速的过程。
(1)S7-300 PLC硬件组态MM440变频器 在STEP-7编程工具中,新建一个S7-300的项目,在项目中对MM440变频器进行组态,并创建一个Profibus DP网络,自动分配接口地址范围,如图1所示。
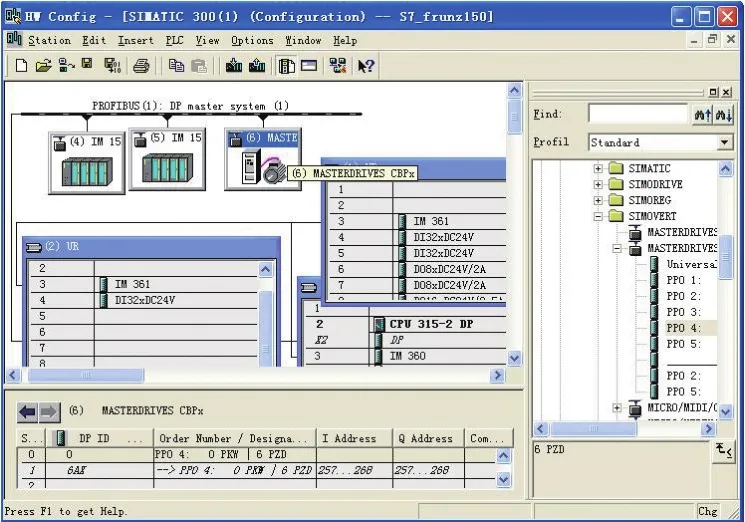
图1 PLC硬件组态
在组态中出现的PPO,即参数过程数据对象(Parameter Process data Object), S7-300 PLC主站使用PPO周期地读取从站参数,对于MM440变频器,可以指定PPO3编写数据交换程序。PPO分为两部分:PKW区和PCD区。它为这两个区域分配12个输入、输出地址区。PKW即参数索引值,由4个字构成,PKW=PKE+IND+PWE。PKE即参数标识,PKE发出读写变频器参数的指令及参数值,是报文的第1个字;IND即索引,是报文的第2个字;PWE即参数值,如在表1中提及的MM440变频器的基本参数,是报文的第3和第4个字。PCD区是过程数据通道。
PKW区主要用来读取非连接器参数。比如说速度环的PI调节器参数、滤波时间常数及给定值斜坡上升/下降等参数,这些都不能通过PCD方式读取,只能用PKW方式才能访问读取。
PCD区传输的过程变量在PPO类型或者变频器中已经定义,PCD区传输的是主站发送控制字、频率设定值到从站和从站返回状态字、实际值到主站。PCD区传输过程数据的数量由PPO类型或者变频器决定。PCD的过程数据包括速度、频率、电流、电压、转矩和功率等数据值。PCD区由2个字构成,PCD=STW/ZSW+MS/MAV。STW,即控制字QW257;ZSW,即状态字IW257;MS,即主设定值QW259;MAV,即主实际值IW259。
(2)S7-300的地址区与参数的定义 S7-300 PLC主站通过类型4的PPO实现的通信是一种循环数据交换,非常易于编程。控制字和主设定值从SIMATIC CPU的PLC主站被发送到MM440变频器。变频器在响应报文中返回状态字和主实际值,状态字:IW257;控制字:QW257;频率实际值:IW259;频率设定值:QW259。控制字包含16个用于控制驱动ON/OFF、旋转方向的二进制信号,通过指令T QW257将信号传送到MM440变频器。
因为SIMATIC CPU主站要控制砂轮片修调器的ON/OFF、旋转方向及速度变化,因此主要分析控制字QW257的数据位(见表2)。

表2 控制字QW257的数据位
西门子变频器有3种停车方式:自由停车、正常停车和快速停车,区别如下:OFF1表示斜坡停车;OFF2表示自由停车;OFF3表示快速停车,即按照快速停车的斜坡降速的,常常用作紧急停车。相比较,OFF3停车最快,OFF1次之,OFF2最慢。
(3)S7程序中控制MM440变频器 首先在S7的变量表中,预设定频率设定值:QW259为W#16#4000,即砂轮片修整器电动机的频率为50Hz(对应电动机的额定转速),再将控制字QW257预设定为W#16#047F,即电动机准备运行;预设定为W#16#067F,即电动机左转运行;预设定为W#16#057F,即电动机右转运行。可以对照表2控制字QW257的地址的数据位设定砂轮片修整器电动机的控制状态,其控制程序如图2所示。
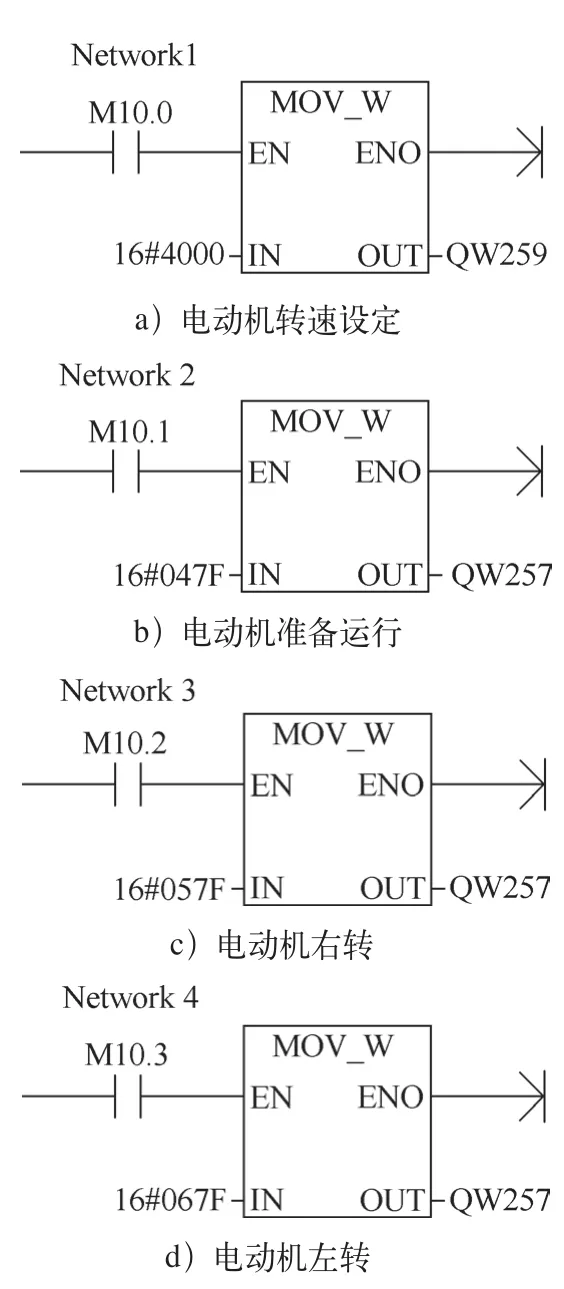
图2 MM440变频器的控制程序
S7控制砂轮片修调器的程序经过编辑,并编译完成后,下载到SIMATIC S7-300 CPU中自动运行。在西门子840D PL的NC中通过相应指令将M10.0接通,则将额定转速指令发送到MM440变频器,但是此时砂轮片修调器并不会转,必须通过M10.1接通STW的第10个标志位“通过PLC进行控制”,再接通M10.2,将STW的第8个标志位“点动向右”置“1”,此时砂轮片修调器电动机按照额定转速起动,向右转。而接通M10.3,则将STW的第9个标志位“点动向左”置“1”,此时砂轮片修调器电动机按照额定转速起动,向左转。
4 西门子MM440变频器的应用扩展
SIMATIC CPU通过Profibus DP通信对MM440变频器进行控制,除了上述PCD区的控制字外,还可以实时在现场采集状态字IW257以及频率实际值IW259,与实际频率及转速进行比较,以构成控制更为精密的闭环控制及PID控制。而且CPU通过Profibus DP通信还可以读取或者改写MM440变频器的设定参数,结合其他软件如WinCC等做二次开发,在西门子840D PL的OPI界面上进行显示,达到在线监控和诊断的目的。
在滑轨铣磨床的控制系统中,西门子840D PL通过Profibus DP通信实现对砂轮片修整器进行控制,磨削速度稳定,实时响应性高,砂轮盘直径圆度好、精度高,从而保证了工件的高精度磨削加工要求。
5 结束语
随着数控技术朝着高速度、高精度、复合化和网络化等方向发展与市场竞争的加剧,产品设计周期缩短,产品结构变得更加复杂,产品的精度要求也越来越高。数控机床功能以及应用水平的开发在一定程度上反映了一个公司的科研开发和制造能力的高低。
基于Profibus总线的控制方案在数控机床上的应用非常普遍,也是国际上现代工业控制的比较先进的控制方案,其前景将非常广阔。因此,深入研究MM440变频器的Profibus DP总线的控制技术,对于提高设备利用率和保证设备正常生产,具有重要的现实意义。