温锻空心轴的等温正火
2021-07-20周晓雁郝丰林刘小丹孔旭红蒋勇余国增
周晓雁,郝丰林,刘小丹,孔旭红,蒋勇,余国增
1.青岛德盛机械制造有限公司 山东青岛 266700
2.江苏双环齿轮有限公司 江苏淮安 223200
3.苏州工业园区久禾工业炉有限公司 江苏苏州 215021
1 序言
旋转锻造又称径向锻造,它是利用分布于坯料横截面周围的两个以上的锤头,对坯料进行同步脉冲对击,使棒料或管料直径减小、长度增加的一种精锻工艺。在锻造过程中,毛坯与锤头既有相对轴向运动,又有旋转运动。旋转锻造适用于实心和空心长轴类锻件,以及内孔形状复杂锻件(如内花键孔)。
世界知名的旋转锻造公司有德国GFM、SMS公司等。我们的客户要求产品加工选择GFM公司,为了协助客户开发新品,我们也购买GFM公司的旋锻机。
2 温锻空心轴热处理工艺探讨
GFM公司认为对于冷锻或温锻的预制坯可以采用软化回火或退火处理(Soft Tempering or Annealing);冷锻预制坯硬度≤600MPa(168HBW)最好,≤800MPa(236HBW)也可以接受,工件锻后硬度增加10%;温锻预制坯可以≤800MPa(根据成形难易程度,确定加热温度,采用较高的加热温度,可以减少加工硬化和内应力)。不管是冷锻工件还是温锻工件,锻造后都可以不进行预处理,但有的温锻件采用正火处理。
对于空心轴一般采用无缝钢管加工,也可以采用预制坯,所谓预制坯就是根据要求锻造毛坯,然后加工出要求的形状。我们选择模锻制作预制坯,然后采用GFM旋锻机温锻,始锻温度800~830℃。对于比较复杂的空心轴一般采用上限温度锻造,对于一般的空心轴采用下限温度锻造。
如图1所示的预制坯首先采用热模锻(锻造温度≤1200℃)锻造出毛坯(见图2),然后钻孔,粗车出预制坯的尺寸。采用GFM旋锻机锻造出锻件,始锻温度800~830℃,然后等温正火。对各个步骤的金相及硬度进行检测,结果见表1。

表1 金相检测

图1 预制坯

图2 锻坯
3 预制坯中频感应加热工艺探讨
预制坯采用中频感应加热,加热速度快,有细化晶粒的作用。采用径向高频次锻造,晶粒有拉长、细化的趋势。温度在830℃左右,有降低加工硬化的作用,没有恶化组织。对于锻造后直接空冷的锻件进行等温正火处理[1,2],加热温度940℃,等温温度580℃,金相组织不均匀,有魏氏组织,硬度165~175HBW。锻件按照原等温正火工艺进行返修,锻件进行二次正火后,金相组织合格。

图3 模锻后空冷金相组织

图4 空冷+GFM锻后空冷金相组织

图5 空冷+GFM锻后空冷+一次等温正火金相组织

图6 空冷+GFM锻后空冷+二次等温正火金相组织
3.1 分析原因
为什么锻造后第一次正火组织不均匀,有魏氏组织,晶粒也有混晶的风险,而第二次正火组织就恢复正常。但对于正常的模锻件锻造温度高时(锻造温度≤1200℃),为什么一次正火就合格?
经过对比分析认为原因有以下几点:
1)预制坯经过模锻,没有预处理,存在晶粒粗大及非平衡组织的风险。
2)经过二次加热,虽然温度在800~830℃之间,组织没有恶化的趋势,但还是存在模锻后的非平衡组织。
3)经过GFM高频次的的锻造,锻后的应力非常大。
4)锻造后的晶粒有拉长的趋势,存在大小不一的晶粒。
5)经过重新加热速度也较快,由于应力的作用,组织还是有不合格的风险。
3.2 验证分析
为了验证分析原因做了如下试验,见表2。主要是验证高频次锻造应力是否影响正火效果。

表2 验证工艺金相

图7 模锻空冷+锻件GFM锻后空冷+650℃×3.5h高温回火金相组织

图8 模锻空冷+锻件GFM锻后空冷+650℃×3.5h高温回火+等温正火金相组织

图9 模锻空冷+锻件GFM锻后缓冷+等温正火金相组织
3.3 结果分析
锻造后的锻件在650℃高温回火,由于加热温度没有达到相变温度,因此组织没有太大区别,组织不均匀,存在魏氏组织,晶粒有混晶的风险。高温回火后的锻件,等温正火组织及硬度都符合要求。因此,可以初步断定锻造过程产生的应力对于正火组织有不利的影响。预制坯GFM锻造后缓冷再进行正火,等温正火组织及硬度也符合要求。
根据这几次试验结果可以说明,由于温锻的性质造成锻后等温正火金相不合格,但通过高温回火,或者锻后缓冷,消除锻造应力,正火就可以保证合格。
4 预制坯预先等温正火试验
根据与GFM公司交流,对于预制坯进行等温正火处理,GFM锻造后锻件可以不用等温正火处理。预制坯采用等温正火,硬度按160~185HBW控制;温锻时由于高频次锻造,晶粒细化,硬度有上升的趋势,可防止锻件硬度不合格。硬度控制在下限主要是为了保证金相组织,防止出现非平衡组织,在再次加热锻造时出现非平衡组织。预制坯没有经过预处理,锻件后需要经过等温正火处理。由于锻件形状比较复杂,始锻温度较高,锻造后的锻件还是需要等温正火的。锻件经过等温正火,由于正火过程中高温加热,有氧化脱碳的风险,与不需要等温正火处理的锻件尺寸相应地要加大,防止由于氧化脱碳造成尺寸不合格。对于精度要求高的锻件可以锻后不用等温正火处理。对于试验预制坯进行预先等温正火试验很有必要。预制坯、锻件正火硬度及金相见表3。

表3 预制坯、锻件正火硬度及金相组织

图10 锻造位置等温正火金相组织

图11 未锻造位置等温正火金相组织
为了比较GFM锻造位置金相组织,对于直接冷却和经过保温缓冷的金相组织(500×)进行比较,如图12c、图14c所示。在金相组织中可以看出经过缓冷去应力的锻坯,金相组织(图14c)有球化的趋势,对于这种金相组织与高合金钢等温退火的金相组织非常相似。

图12 锻造位置直接空冷未正火金相组织

图14 锻造位置锻后缓冷未正火金相组织

图13 未锻造位置直接空冷未正火金相组织
锻造后硬度有上升的趋势。预制坯中频感应加热相当于高温回火,由于没有变形,硬度有降低的趋势。预制坯通过GFM高频次锻造硬度由163HBW上升至187HBW、191HBW,GFM温锻后硬度上升14%~17%,检测虽然只有两件,但也可以说明锻造硬度有上升的趋势。
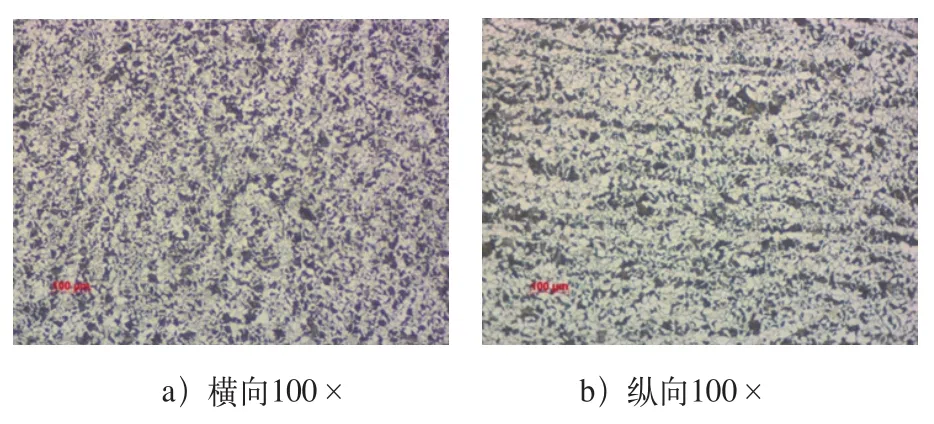
图15 未锻造位置锻后缓冷未正火金相组织
由于GFM在锻造过程中,不同的部位变形量不同,各处的硬度及晶粒度不同,因此对于类似锻造产品正火检测项目最好指定位置。指定的检测位置是作为齿轮或者花键的位置。硬度、金相可以按照平常要求执行;对于晶粒度要求不低于5级,而没有上限要求。
5 预制坯渗碳试验
对于预制坯各种状态的锻件进行渗碳淬火,检测心部组织。试验及状态检测见表4。

表4 渗碳淬火后心部组织

图16 等温正火+GFM锻造+锻后空冷后金相组织

图17 等温正火+GFM锻造+锻后缓冷后金相组织

图18 模锻后等温正火+GFM锻后空冷+等温正火后锻造位置金相组织(100×)

图19 模锻后空冷+GFM锻后空冷+等温正火后锻造位置金相组织(100×)
预制坯不同预处理状态是否影响渗碳后晶粒度,根据试验只要等温正火后金相组织合格就可以,试验状态见表4。四者的晶粒度没有太大区别,只是预制坯经过预处理,晶界更清晰而已,大晶粒数量少一点,但都是合格的。根据渗碳淬火后心部金相可以看出,对于锻件直接冷却和锻后缓冷,金相都是合格的,由于锻坯晶粒度细小,渗碳后的组织还是优于正常模锻件的。但是锻件锻后缓冷可以消除部分锻造应力,虽然直接空冷组织也是合格的,但是对于缓冷后的锻件由于应力的消除对于渗碳工件的变形还是有好处的。
6 结束语
综合上述试验可以看出,对于预制坯进行预处理,GFM锻造始锻温度<830℃,锻件可不用进行等温正火处理。对于预制坯采用较低的锻造温度(≤1000℃),预制坯组织不会太差,锻造时选用较低的锻造温度(≤820℃),锻造后空冷,进行等温正火,合格率也很高,可以达到90%以上,对于锻造过程缓冷有时执行有难度,通过降低预制坯锻造温度,提高预制坯质量,稳定GFM锻造温度,采用等温正火质量还是可以保证的。
1)在实际生产中发现,预制坯锻造时温度≤1000℃,能保证成形,GFM锻造后空冷没有经过缓冷处理,经过一次正火很多时候也是合格的,可能与预制坯锻造温度低有关,预制坯组织较好;也有可能钢中Al、Nb、Ti等碳氮化物形成元素[3],对晶粒进行钉扎,可以防止晶粒长大,从而保证一次正火合格。
2)由于对锻件要求精度比较高,因此应对预制坯进行等温正火处理,控制预制坯硬度在最下限是锻件正火硬度要求。工件变形要求严格的锻件尽量采用锻后缓冷,根据变形试验或者增加锻后等温正火。
3)锻件晶粒度要求不低于5级,没有上限要求。另外,应对锻件硬度指定检测部位。
