半钢子午线轮胎冠带层打褶的原因分析及解决措施
2021-07-19张凤杰
张凤杰,朱 鹏,朱 嘉
(1.桦林佳通轮胎有限公司,黑龙江 牡丹江 157032;2.北京橡胶工业研究设计院有限公司,北京 100143)
冠带层打褶是半钢子午线轮胎常见的外观缺陷之一。缺陷轮胎在使用过程中,打褶部位容易出现胎肩脱层问题,从而影响轮胎的耐久性能,严重时会造成轮胎爆破,影响行车安全[1-4]。本工作结合现场工艺及大量的轮胎断面分析结果,对半钢子午线轮胎冠带层打褶原因进行分析,并采取相应的解决措施,取得了十分显著的效果。
1 病象
冠带层打褶是指带束层端点附近冠带层发生弯曲变形的现象,如图1所示。通过对胎坯和成品轮胎进行剖析发现,冠带层打褶情况分为2种,一种是成型后出现的打褶,另一种是硫化后出现的打褶。两种打褶情况很难从轮胎断面上区分,但从工艺角度来看,成型导致的冠带层打褶问题更容易解决。

图1 冠带层打褶
2 原因分析及解决措施
2.1 一段胎坯与冠带层的距离大
一段胎坯充气后与1#带束层接触宽度不足,冠带层与一段胎坯间的距离过大(如图2所示),冠带层在二段成型胎冠打压过程中会发生较大的变形,从而导致冠带层打褶。

图2 冠带层与一段胎坯间的距离示意
解决措施:冠带层与一段胎坯间的距离主要取决于带束成型鼓周长、成型二段法兰盘3号工位的宽度以及胎坯充气压力。通过增大带束成型鼓周长,减小成型二段法兰盘3号工位的宽度,在确保充气压力符合标准要求的情况下可减小冠带层与一段胎坯间的距离。一段胎坯直接与1#带束层接触,当接触宽度与1#带束层宽度的比值大于0.65时,可以有效改善冠带层打褶现象。
2.2 胎坯外周长设计偏小
胎坯外周长设计偏小,胎坯在定型硫化后径向发生较大的拉伸变形,从而导致冠带层伸张过大,产生打褶。如果冠带层打褶角度大于90°,且与胎体的间距也达不到标准要求,大多是由于胎坯外周长不足所致。
解决措施:在施工设计时,应根据带束层、冠带层厚度调整带束成型鼓周长,以确保胎坯外周长达到标准值。胎坯外周长应大于活络模具内周长,以减小冠带层硫化时的伸张变形。
2.3 冠带层宽度设计不合理
采用控制变量法,通过单一变量调整并进行断面切割,验证冠带层宽度、厚度、张力对其打褶的影响。从长期积累的数据发现,冠带层宽度设计偏大有利于改善冠带层打褶,冠带层厚度、张力的变化对冠带层打褶影响不大。窄冠带层起始圈贴合位置未覆盖2#带束层端点(如图3所示),在轮胎成型或硫化充气时易脱开,导致冠带层打褶。宽冠带层起始圈贴合位置可以覆盖2#带束层端点(如图4所示),可有效地防止冠带层脱开,有利于改善冠带层打褶问题。

图3 窄冠带层贴合位置示意

图4 宽冠带层贴合位置示意
解决措施:冠带层打褶现象主要集中在带束层厚度较大或扁平比较小的轮胎上,这两种轮胎在研发设计时冠带层宽度应大于10 mm。在冠带层裁断工艺中应按照标准调整刀片间距,同时要保证刀片与刀座及机架固定紧密,无松动和移动现象。
2.4 冠带层端点与胎冠端点集中
冠带层端点与胎冠端点集中(如图5所示)是造成冠带层打褶的主要原因之一,因为胶料与帘线应力梯度较大,易导致冠带层打褶。
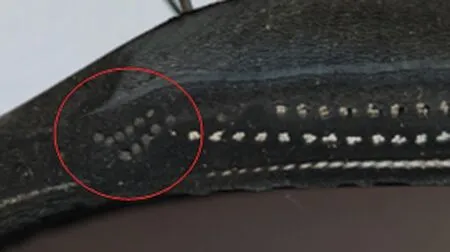
图5 冠带层端点与胎冠端点集中
解决措施:在施工设计时适当增大胎冠宽度,要求胎冠盖过冠带层,使部件均匀分布、过渡。
2.5 胎肩成型打压不良
成型时胎肩打压不到位、肩空、打烂均会导致冠带层变形或胶料在硫化中过度流动,造成冠带层打褶。
解决措施:将打压压力和时间控制在合理的范围内。评定成型打压质量应以压实、材料变形最小为主要标准。对于出现肩空的轮胎规格,可适当增加打压停顿点。
2.6 部件粘性差
冠带层、胎冠、带束层粘性差,贴合后冠带层易脱开,导致定型充气后发生变形、打褶。
解决措施:将胶料门尼粘度控制在标准范围内,如果胶料门尼粘度不合格,需要重新回炼,达到标准后再使用。部件按照标准要求停放,超过处理期限的半成品材料,必须现场确认其外观粘性及对轮胎性能有无影响等,以确定其后续处理方案。
2.7 胎冠和胎侧尺寸设计不合理
如果胎冠和胎侧尺寸太小,胶料在硫化时流动性较大,会导致冠带层随胎冠胶的流动而发生弯曲变形。
解决措施:应根据成品轮胎胎面胶要求以及花纹类型制定挤出工艺标准,制作口型板。胎肩至胎侧应均匀过渡,以保证胶料在硫化时正常流动并充满模腔。
2.8 冠带层缠绕不良
冠带层起始圈缠绕不良,胎坯即出现冠带层打褶,影响成品轮胎质量(如图6所示)。

图6 冠带层缠绕不良造成打褶
解决措施:冠带层直线形缠绕起始圈数的设定可根据冠带层端部层数适当调整,保证左右对称。S形缠绕首尾圈、转折圈数设定可根据冠带层端部层数适当调整,为提高冠带层首尾圈缠绕稳定性,起始圈和终止圈的缠绕速度可降低至正常速度的一半。对于双层冠带层或肩部有2层冠带层的轮胎,冠带层缠绕优先采用S形缠绕方式。
3 结语
针对半钢子午线轮胎冠带层打褶的原因进行分析,通过合理选取工艺参数、加强工艺管理、严格执行技术标准、优化结构设计等措施,可有效避免半钢子午线轮胎冠带层打褶的产生,从而降低轮胎废品率,提高产品质量。
