一种手动快速锁紧装置的设计
2021-07-17吴哲亮
吴哲亮
一、前言
非织造布又称无纺布,一般划分为三大类,即干法、湿法和纺粘法。2019年我国非织造布产量已突破621万吨。非织造布产量按生产工艺来看,2019年,中国非织造布行业的生产工艺以纺粘为主,产量为309.43万吨,在非织造布总产量中占比达49.80%,主要应用于卫生材料等领域。
纺粘法非织造布真正形成产业化是在20世纪60年代,是非织造布中比较年轻的一个品种,但其发展速度却十分惊人。纺粘法非织造布的发展速度之所以如此迅速,是由于其工艺技术优越,如工艺流程短、产品强度高、成本相对较低,因此其应用领域越来越广。它不但与人民的生活密切相关,而且其用途已遍及国民经济的各个领域。
纺粘法生产工艺中从喷丝孔喷出的熔体细流,放出大量的凝固热,必须对此热流进行热交换,故熔体离开喷丝板10mm左右,要对其进行冷却吹风,使熔体在成形中凝固成丝条。因此在喷丝下面装有很严格的冷却吹风装置,要求在一定长度内,对每根单丝均能进行均匀性冷却。这对正常生产和丝的质量有着重大影响。
纺粘法的冷却吹风,一般采用侧吹风方式,即由一侧或相对两侧进行吹风。对冷却吹风设备来说,要求制冷效果好,满足生产工艺需要。目前,在我国的纺粘法非织造布生产线中,纺丝牵伸工艺大致分为管式牵伸、窄狭缝式牵伸和宽狭缝式牵伸三大类。
宽狭缝式纺粘生产的冷却吹风装置,有采用双面侧吹风装置的,也有采用单面侧吹风装置的。由于其喷丝板长达数米,因而其吹风也沿喷丝板的长度达数米之长。双面吹风时,其一边可以移动推开,以便装拆喷丝板时移开,待拆装完喷丝板之后,再移回原位,并加以密封。其冷风温度一般在20℃左右,风速达2m/s左右。
二、现在使用的纺粘法冷却吹风部件锁紧装置的不足及市面现有手动快速锁紧装置分析
锁紧机构主要工作原理是力学上的死点,压力角和摩擦角。其实际机构非常多,常用的有螺纹锁紧、偏心轮锁紧、四杆机构锁紧。螺纹锁紧是最常用的,该产品已经标准化。在一般情况下推荐使用。使用螺纹锁紧时应注意配合的螺纹长度。
(一)现在使用的纺粘法冷却吹风部件锁紧装置:KCOD开式索具螺旋扣(花篮螺栓)常用于无纺布生产设备中冷却部件两侧风箱的锁紧。市场上20#碳钢材质的花篮螺栓强度不足,20#碳钢材质的花篮螺栓硬度为HB130~170。在使用中经常发生断裂的情况,而不锈钢材质的花篮螺栓行程又不足。
(二)市面上的手动锁紧装置大多为一些小型的,强度不高,尺寸也不大。
现设计一种适用于大型设备的手动锁紧装置。该装置具有高强度,大尺寸,使用方便快捷等优势特点。新设计的机械结构锁紧装置采用45#材质,经热处理和表面处理强度比普通20#碳钢材质的花篮螺栓高,且使用方便。
本装置主要用于纺粘无纺布生产设备上的冷却吹风部件两侧风箱的快速锁紧,同样也适用于有类似情况需要锁紧的设备部件。
三、新型手动快速锁紧装置的结构设计

圖1 锁紧装置结构示意

图2 锁紧装置构成零件
图2中零件明细:手柄套;U型夹;销轴;安装螺栓;连接杆接头;螺母;连接杆。
其中U型夹为马蹄形,长度315mm,厚度34mm,中间有14mm宽的槽,用于与连接杆接头相连接。U型夹上钻有两个孔,一个为安装孔,用于安装定位;另一个用于穿销轴。U型夹带有手柄,手柄是一根长度200mm,直径25.4mm的杆,在使用时有手柄套套在手柄上,手柄套材质为橡胶,起到防滑的作用。可根据手柄直径直接购买。
销轴为GB119标准件,尺寸规格为M16×35。
连接杆接头为钩子形状,长度255mm,用于快速锁紧。钩子底部带有M20的外螺纹,螺纹长度105mm,用于和连接杆相连接。
连接杆长度345mm,一端为一段M20的内螺纹,螺纹长度90mm,用于和连接杆接头相接。用于调节行程,对快速锁紧机构在行程上进行补偿。另一端用于安装固定。
锁紧装置使用时两安装孔之间的距离为460mm。
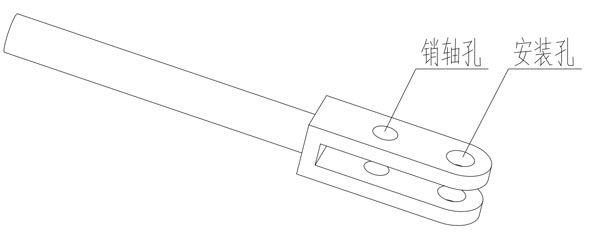
图3 U型夹形状示意
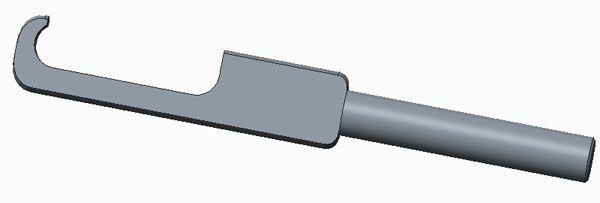
图4 连接杆接头形状示意
四、新型手动快速锁紧装置的使用说明
使用时先将U型夹通过安装孔用螺栓固定,连接杆和连接杆接头安装好,连接杆通过安装孔固定,拉动U型夹手柄转到一定角度,将连接杆接头的钩子挂到销轴上,再将手柄回扳,此时U型夹带动连接杆接头一起运动实现快速夹紧。连接杆和连接杆接头的螺纹连接可用于尺寸补偿。见图5锁紧装置使用图示:
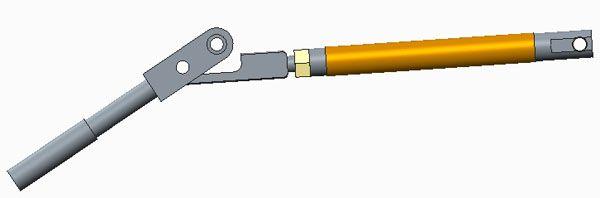
图5 锁紧装置使用图示
五、设计中的重点
材料选择及表面处理:材质选用45#钢,调质处理HB240~260。表面镀铬,厚度0.03mm。连接杆接头的钩头勾住销轴的部分大于半圆周,使其避免运动过程中脱钩。
连接杆接头运动时钩头与U型没有干涉。
机构特点:强度高,尺寸大,使用方便快捷。
六、结语
本装置利用连杆机构进行锁紧,具有强度高,尺寸大的特点,且使用方便,锁紧迅速,值得推广使用。
