一种用于技术融合与演化路径探测的新方法:技术群相似度时序分析法
2021-07-17陈悦王康宋超左佳潘云涛高继平
陈悦,王康,宋超,左佳,潘云涛,高继平
(1.大连理工大学科学学与科技管理研究所暨WⅠSE实验室,大连 116024;2.中国科学技术信息研究所,北京 100038)
1 引言
颠覆性技术被视为“改变游戏规则(另辟蹊径)”和“重塑未来格局”的革命性力量,对人类社会有广泛且深刻的影响,因此,各国都十分重视颠覆性技术的识别与预测。由于围绕大多数技术的社会技术领域(socialtechnical realm)固有的混乱,很难确定一项新技术的未来[1]。而颠覆性技术更是具有高度的不确定性,故发现并判断技术颠覆性潜力一直以来都是颠覆性技术预见工作的重点和难点。在新一轮科技革命与产业变革的大背景下,颠覆性技术可能源于重大的科学和技术突破,也可能是源于已有技术或多项技术的综合交叉,其生成和发展的过程都是非常复杂的,从而决定了这类技术的识别尤为困难。尽管如此,研究者仍可以根据当前的技术和社会发展趋势进行预测[2]。
目前,针对专利技术演化路径的研究多以专利引用网络、国际专利分类号(Ⅰnternational Patent Classification,ⅠPC)为主。专利引用网络方面主要集中于利用主路径算法挖掘技术演化过程。例如,Verspagen[3]运用主路径分析方法研究了燃料电池的技术轨道;许冠南等[4]基于主路径研究不同阶段3D打印产业技术的演变情况;刘怀兰等[5]以谐波减速器为例结合聚类分析和主路径分析法,基于知识流动视角构建工程技术预测模型;张丰等[6]以燃料电池为例利用主路径绘制其技术发展轨迹;闫杰等[7]利用凝聚子群识别出特斯拉纯电动汽车核心和非核心技术,并利用主路径算法对技术各个领域进行演化分析;孙冰等[8]以手机芯片为例识别技术扩散主路径。
主路径分析方法能够将专利引文网络中衍生出来的众多关键技术形成一条“技术轨道”,这一过程有助于理解关键技术的发生过程,从而有效地分析技术演进中的重要节点和发展趋势。同时,主路径分析也具有一定的局限性:一方面,专利引用存在着一定的时滞;另一方面,单纯的主路径分析难以实现学科(领域)演化的精细结构揭示[9]为了克服专利引用网络的缺陷,部分学者试图通过国际专利分类号对技术融合与扩散演化路径进行挖掘。例如,娄岩等[10]利用专利共类研究老年福祉技术与信息技术的融合;周磊等[11]改进关联规则算法基于ⅠPC规模赋权探究烽火通讯的光纤通讯技术融合趋势;翟东升等[12]以云计算技术为例,根据时间区间计算技术间绝对影响(technology absolute influence,TAⅠ)和技术间相对影响(technology relative influence,TRⅠ)两个指标衡量技术融合程度,并通过划分时间段构建技术融合演化框架[13];Suzuki等[14]以ⅠPC分类号共现为基础,研究参与融合的各技术轨迹间的支持和互补关系。然而,目前,基于ⅠPC共类分析的研究主要集中于某时间段静态技术融合的研究,或通过划分时间区间分别对每个区间技术发展状态进行研究,对于不同时间区间技术之间的关联以及技术其他演化方式(如扩散、突现等)较少涉及。
因此,本文提出了一种用于技术融合与演化路径探测的新方法,该方法以ⅠPC共类关系为基础,利用社区探测算法划分每个时间区间的技术群,通过余弦相似度关联相邻时间区间的技术群,然后通过可视化图谱展示不同时间区间技术群之间的演化关系。本文以增材制造这一颠覆性技术为例,进行实证研究,这种方法可以较为清晰、客观地呈现技术领域的融合状态和趋势,为颠覆性技术的预测提供判断依据。
2 数据来源与研究方法
增材制造技术是一种自下而上、通过材料累加的制造方法,其有多种称谓,如“快速原型制造(rapid prototyping)”“三维打印(3D printing)”“实体自由制造(solid free-form fabrication)”“材料累加制造”等。增材制造技术是基于离散-堆积原理,由零件三维数据驱动直接制造零件的科学技术体系,综合了计算机的图形处理、数字化信息和控制、激光技术、机电技术和材料技术等多项高技术的优势,将金属材料、非金属材料以及医用生物材料通过不同方式进行逐层堆积,制造出实体物品,被誉为将引领“第三次工业革命”的关键技术之一。综合考虑查全率与查准率,本文制定了检索策略,TⅠ=("Additive Manufact*"OR"Rapid Prototyp*"OR"3D Print*"OR"three dimensional*print*"OR"Solid Free-form Fabricat*"),在Derwent数据库中共检索到31487条增材制造技术专利(检索时间:2020年4月3日)。
2.1 技术域整体变化测度
某个技术域的整体变化,可以依据分析单元的颗粒度,从微观、中观和宏观三个层面来反映,即可以分别从专利、技术和技术主题三个方面来分析技术域的整体变化。具体而言,本文从专利申请的数量统计,技术融合度、吸纳力、继承性以及技术主题挖掘,依序测度技术域整体的变化趋势。
基于专利4位ⅠPC来表征技术,本文构建了融合度、吸纳力和继承性三个技术发展状态指标。所谓融合度,是指某个技术域中各技术与其他技术的共现程度,即可以用总ⅠPC共现对数与总ⅠPC数的比值来测度,

所谓吸纳力,是指某个技术域吸收新技术的能力,即可以用当期新增ⅠPC占总的新增ⅠPC的比例来测度,

所谓继承性,是指某个技术域已有技术的持续能力,即可以用当期已有ⅠPC占比来表示,

其中,ipc_couple表示相关专利ⅠPC对数;ipc_new表示新增ⅠPC数。
本文基于专利标题中的主题词和专利申请年份,利用VOSviewer绘制时间-关键词叠加图,以呈现技术主题的变化趋势。其中,分词依据Rake算法和N-gram算法。首先,利用Rake算法,以标点符号、停用词和其他不包含语义信息的单词为分词点,将长句分为若干短句;然后根据共现原理将短句中单词的度与其频次之比的总和作为该短句的综合得分,

其中,Degree(wi)表示该单词wi的度(每与一个单词共现在一个短语中,度就加1,考虑该单词本身);Frequency(wi)表示该单词在该文档中出现的总次数。依据公式(4)的得分来判断和识别词组,分值越大则越有可能是一个词组。但经测试,该方法分出的词组中掺杂较多短句,尚不能精准地得到词组信息。因此,本文在Rake算法的基础上利用N-gram算法将短句进一步划分,生成Tri-gram(相邻的3个单词)、Bi-gram(相邻的2个单词)并统计汇总,最后人工筛选出高频词组并返回专利集提取,作为技术主题分析的数据源。结合时间要素将数据导入VOSviewer软件进行时间-技术主题变化挖掘,其中节点的颜色由关键词所处年份的加权平均时间来确定,

其中,yeari为关键词出现年份;countsi为关键词出现年份时的频次。
2.2 技术域的技术融合与扩散路径构建
一个技术域是由若干个技术主题构成的,而技术主题表征是由若干技术聚合而成的技术群。依据技术群相似性的时序变化,并利用可视化工具直观地呈现一个技术域的技术融合与扩散演化路径。
2.2.1 技术群探测
本文提取每个时间窗口内专利ⅠPC分类号,并构建共现矩阵,然后利用社区探测算法对共现矩阵进行社区划分,确定每个时间窗口技术所属类别。其中,社区探测算法选用Louvain算法,该算法运行速度较快,适用于庞大网络的社群发现;同时,采用启发式方式,能够克服传统Modularity类算法的局限,算法核心是最大化模块度Q值。原理如下:首先,将所有网络节点视为独立的社区,遍历每个节点的所有相邻节点,计算模块度,并将其归为模块度提升最大的相邻节点所在的社区,直至每个节点所属社区不再发生变化;其次,将社区进行折叠作为一个节点,这时边的权重为两个节点内所有原始节点的边权重之和;重复执行上述步骤直至迭代到完全收敛。模块度的计算公式为

其中,m为网络中边的总数量;ki表示所有指向节点i的连边权重之和,kj同理;Aij表示节点i和j之间的连边权重;若ci=cj,则δ(ci,cj)=1,否则,δ(ci,cj)=0。
2.2.2 技术群相似度计算
针对相邻时间窗口的技术群进行相似度计算,确定技术群之间的演化与扩散路径。相似度指标利用余弦相似度(cosine similarity),将每个技术群包含的ⅠPC映射为向量,通过计算相邻窗口不同技术群之间的向量夹角余弦值来判定两个技术群的相似性,该值越大表明相似度越高。具体计算公式为
其中,A和B为技术群对应的向量。
2.2.3 技术融合与扩散演化路径绘制
通过上述两步的计算,将相似度阈值大于给定阈值的技术群之间的关系用桑基图进行可视化展示。桑基图中每个节点对应一个技术群,算法自动给出点度中心性最高的前三个ⅠPC代码作为技术主题参考(如无法确定,可通过生成的表进行技术群命名),线条粗细表示相似度大小。桑基图可直观地显示某一领域技术群之间的融合、分裂、扩张、收缩、突现、消亡[15]等现象。
3 增材制造技术域的整体变化测度与趋势
3.1 专利申请数量
增材制造技术的专利申请数量总体呈现出增长态势(图1)。增材制造的理念最早始于20世纪60年代,但是,直到1984年Charles W.Hull发明了光固化立体造型技术(stereo lithography appearance,SLA)时才取得了突破,该技术利用紫外光逐层照射光敏树脂液面以固化成型,1986年Hull获得SLA技术专利,并在其创立的3D系统公司发布了第一台商用3D打印机SLA-1,由此开启了3D打印征程。1986年,Carl Deckard申请了激光将粉末颗粒局部融合在一起的SLS(selective laser sintering,选择性激光烧结工艺)技术,并于1988年获得授权。1988年,Stratasys公司的联合创始人Scott Crump申请了熔融沉积建模(fused deposition modelling,FDM)专利,该技术将融化挤出的材料逐层地在工作台上堆积成型,FDM工艺为家用和商用3D打印铺平了道路。由此可见,20世纪80年代是增材制造技术创新的重要时期。在不到十年的时间里,3D打印的三项主要技术获得了专利。1995年,弗劳恩霍夫研究所(FraunhoferⅠnstitute)推出了用于金属3D打印的选择性激光熔化技术(selective laser melting,SLM),实现了无与伦比的精确度。伴随着增材制造工艺的不断发明与完善,增材制造技术开始在各个领域崭露头角,如生物医学、航空、汽车、食品和服装等产业。
虽然增材制造技术出现较早,但其发展较为缓慢。1967—2012年增材制造技术始终处于起步阶段,每年的专利授权量、发明人数量和ⅠPC数量均处于较低水平。2013年是增材制造技术专利授权突发的一年,之后无论是年专利授权量、发明人数量,还是ⅠPC分类号数量均呈现井喷之势,并于2017年达到高峰,2018年稍有下降,2019—2020年由于专利自申请到公开18个月的时滞,导致部分专利未统计完全。
由图1可见,1967—2015年每年发明人总量大于专利申请量,展现了领域的吸引力,大量科学家进入,但尚未充分发挥科学家的基数优势;2016年至今,专利申请量已超过发明人数量,科学家基数优势已逐渐显现,但总体来说两者之间的差异仍较小,增材制造技术发展前景依然广阔。
3.2 技术发展状态
本文引入融合度、吸纳力和继承性三个指标进行技术发展状态的描述。由图2可知,增材制造技术的融合能力总体呈上涨趋势,期间出现3次融合高峰。第一次出现于1989年,主要是由于增材制造核心技术专利EP431924-A的出现,该专利在该领域被引频次最高(904次),其共享11个ⅠPC分类号,融合的技术涉及聚合物制造(如模制、挤出、成型、层压和纺丝)、铸造、粉末冶金(包括铸造成型、造型机、模型、模具、型芯和金属铸件)、喷涂、雾化装置与工艺、工业电气设备、图像数据处理或产生、电数字数据处理等材料、技术、工艺或装置。该专利本质上是一种使用计算机模拟的三维打印技术,用于制造模具和原型零件,特别是金属铸造模具和金属基复合材料预制件的快速成型。第二次形成于2002年,由多个专利共同作用形成,包括三维打印设备的制造、对颗粒进行选择性激光烧结以快速成型、可用于通过快速原型制备三维物体的可固化快速原型组合物、连接到通信网络的三维打印系统等。第三次融合高峰持续至今,自增材制造技术进入发展快车道以来,技术融合能力快速提高,表明技术融合是催生新技术发明的重要动力。
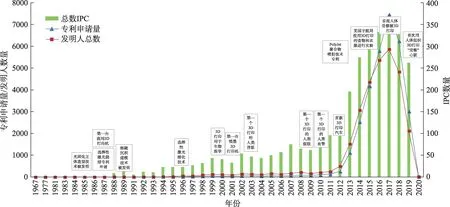
图1 增材制造技术专利时间分布图(2019—2020年数据不完整)
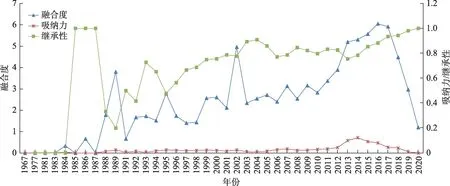
图2 增材制造技术专利融合度、吸纳力和继承性的时序变化
增材制造技术发展初期领域吸纳力较弱,2012—2014年该领域吸引力逐年增强,广泛吸收新技术ⅠPC的进入。随着新ⅠPC的不断涌入该领域达到暂时饱和,吸纳力开始缓慢下降。但专利申请量和发明人数量仍然快速增长。这说明增材制造作为一个技术领域,其专门性逐渐增强。
除发展初期增材制造技术发展不稳定外,自1995年至今该领域技术继承性指标总体呈现攀升的趋势,说明该领域经过早期的片段化、间断式研究逐渐过渡到当前的连续性、继承性研究,研究主题趋于稳定;同时,亦说明前期成果对后期研究的指导性越来越强,也表明这一技术领域的日益成熟。
3.3 技术主题变化
经Rake算法和N-gram算法提取关键词,并经过标准化、同义词合并、无效词删除后,提取出3147个增材制造技术关键词,导入VOSviewer软件呈现出该领域的技术主题变化(图3)。增材制造研究在2015年之后产生了大量的研究成果,在发展初期主要以实体自由制造、快速原型制造等术语出现,随着技术的发展,三维打印成为该领域的主流术语;2014年较多专利关注3D打印物品和支撑材料,之后关注点转移到3D打印方法、系统与工艺;2016年是关键词最为集中的一年,研究聚焦于3D打印机和3D打印所需要的材料;2017年3D打印装置连接和金属3D打印成为热点;2018年电弧增材制造成为研究热点。
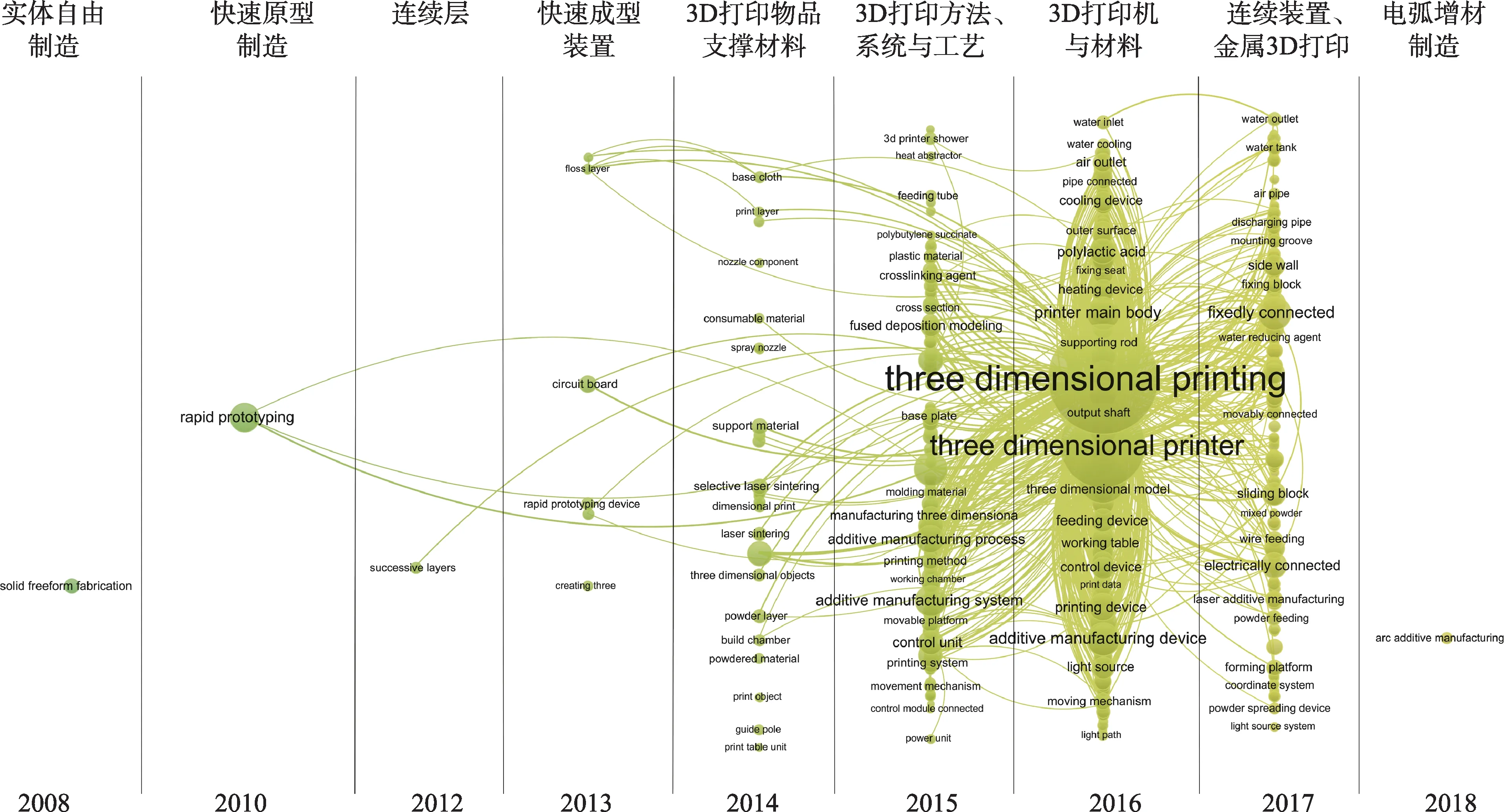
图3 增材制造技术主题
4 增材制造技术域的融合与扩散演化路径
4.1 技术群的提取
本文对于技术融合与扩散演化路径进行研究,首先,需要对专利进行划分时间窗口,目前常用的是Time Line方法[16]和固定时间窗口[17]。Time Line方法复杂度较高,划分效果难以保证,本文选择固定时间窗口方法划分8个时间分区,由于增材制造技术早期专利申请量较少,将1967—1999时间段归为一个窗口,2000—2009年每5年归为一个窗口,2010—2019年每2年归为一个时间窗口,由于2020年目前仅授权2件专利,故将其归为2019年。
对每个时间窗口中的专利进行ⅠPC共现矩阵的构建,并利用Louvain算法进行社区划分(图4)和计算网络基本指标(表1)。2012年之前,专利申请量较少,所涉及的技术也相对较少,网络密度为0.1~0.3,技术群在4个左右;2012—2017年,专利申请量快速增长,涉及的技术也大量增加,技术之间的联系增加,但随着网络规模的扩大,网络密度逐年减小,技术群数量为6~8个;2018年之后,网络各项指标有所下降,最终形成9个技术群(表2),即关于3D打印的高分子(复合)材料、金属加工技术、塑料和金属材料工艺、计算机辅助设计、生物医疗、食品加工、照明装置、建筑技术和固定式或移动式器件或装置。
4.2 技术群相似度的时序变化
提取相邻时间窗口余弦相似度大于0.2的技术群(详见图4中聚类间的连线),并绘制出技术融合与扩散演化路径(图5)。图5显示了8个时间窗口的技术演化路径,大体可以分为增材制造材料与工艺、计算机辅助设计和应用领域三个主路径。其中,每个矩形表示一个技术群,用高点度中心性的三种技术来标注;线条粗细表示相邻技术群之间相似度大小。增材制造技术融合与扩散路径图谱显示:
(1)随着增材制造技术的发展,技术群越来越多,技术越来越成熟,应用领域逐渐扩展;
(2)该领域广泛存在着技术融合和分岔现象;
(3)技术发展过程中会突现一些技术群,这类技术群有可能是之前未曾出现的新技术群,也有可能是之前中断过又实现突破的技术群;
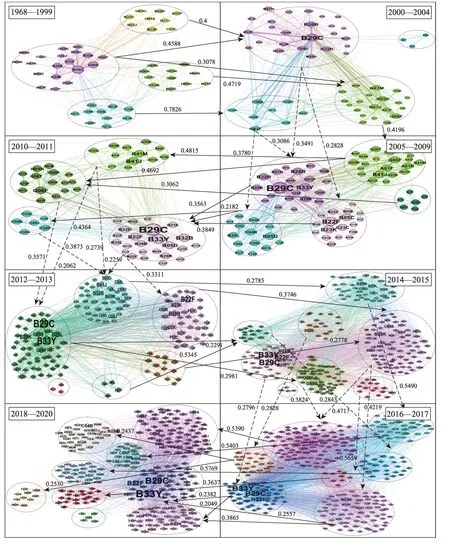
图4 每个时间窗口具体技术群
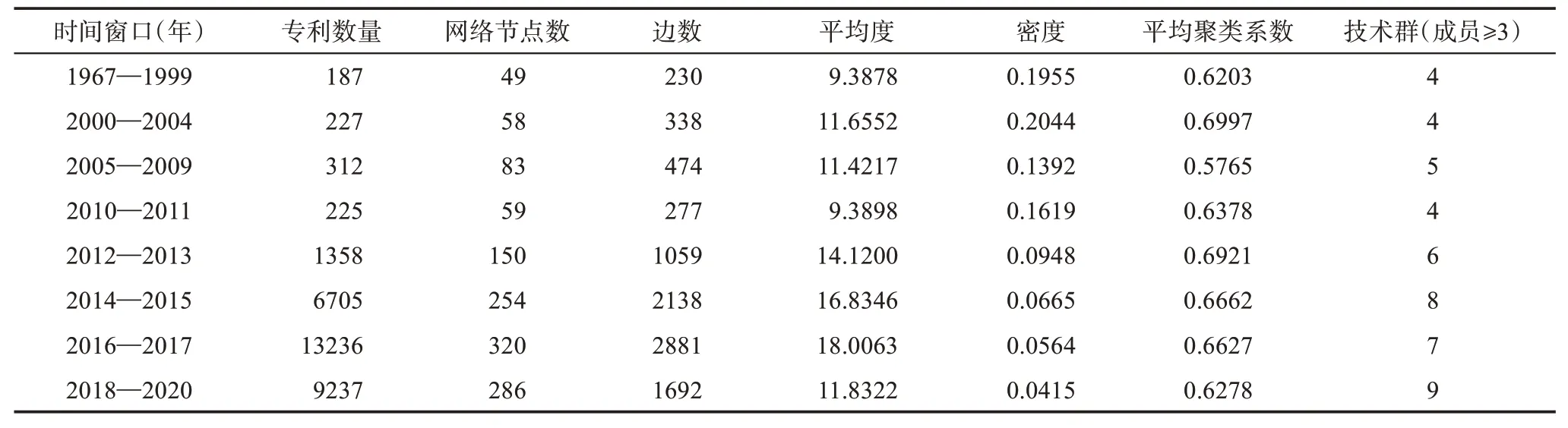
表1 时间窗口划分与技术群网络指标统计
(4)增材制造领域技术继承性较强,相邻窗口技术群相似度均低于0.2的技术群仅有4个,分别是2000—2004年(G21k、B81C、G01T)、2012—2013年(A41D、A61M、A62B)、2014—2015年(G01F、B64D、G01C)、2018—2019年(E05F、G07C、E06B),上述技术群均具有成员较少的特点。
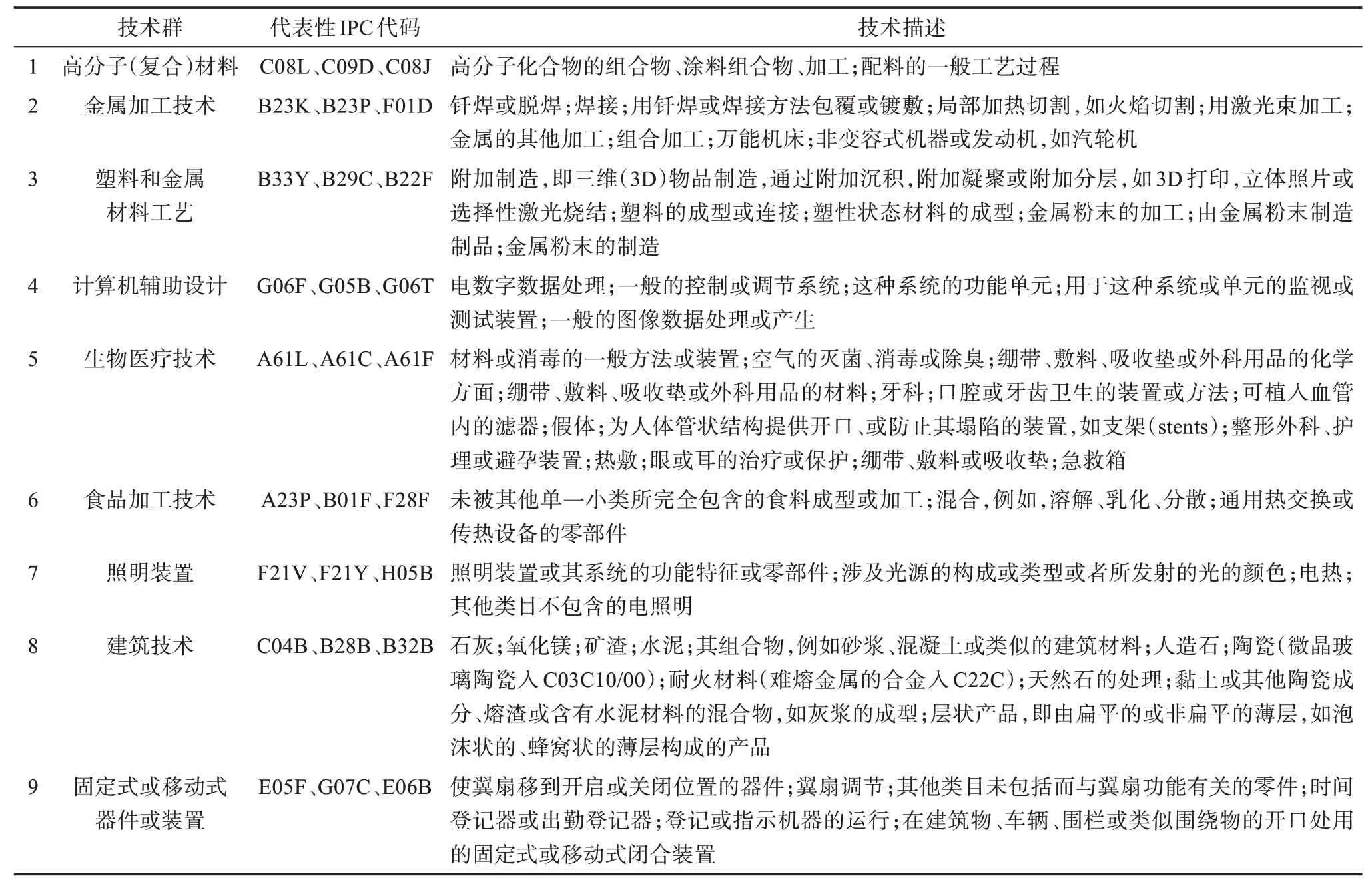
表2 增材制造技术演化群
4.2.1 增材制造材料与工艺
高分子材料是增材制造技术的重要支持,其发展贯穿于增材制造技术演化的全过程。截至目前,高分子材料技术与1967—1999时间窗口出现的所有技术群(即高分子化合物、铸造造型、塑料的成型或连接、数据识别技术和装备)都存在关联(见图5),在2000—2004和2005—2009两个时间窗口分化增材制造工艺,随后2012—2013时间窗口融合了材料、3D打印工艺和印刷工艺三个技术群,之后未出现明显的融合与分化现象,逐渐成为一个相对独立的技术群。增材制造工艺也贯穿于增材制造技术演化的全过程,其源于1967—1999窗口的高分子化合物、铸造造型、塑料的成型或连接技术,在2005—2009和2010—2011时间窗口经过两次融合后,形成3D打印工艺及产品形态技术群,经过分化形成3D打印工艺技术群,主要包括塑料3D打印工艺和金属3D打印工艺。
材料和工艺作为增材制造技术发展的重要基础,前者关乎增材制造应用领域,后者关乎应用质量精度。高分子材料是增材制造原材料中用量最大、应用范围最广、成型方式最多的材料,主要包括高分子丝材、光敏树脂以及高分子粉末3种形式[18]。高分子丝材主要有聚乳酸(PLA)、丙烯腈-丁二烯-苯乙烯共聚物(ABS)、聚碳酸酯(PC)、聚苯砜(PPSF)和聚对苯二甲酸乙二醇酯-1,4-环己烷二甲醇酯(PETG)、聚醚醚酮(PEEK)等[19]。上述丝材通常使用“热熔堆积成型技术”(FDM)进行快速成型,该技术根据融化和冷却成型特性将丝材融化,并通过压力将其从挤出头挤出,根据事先设定好的路径,利用计算机控制挤出头的打印轨迹,逐层材料堆积成型。光敏树脂又称光固化树脂、UV固化树脂,由聚合物单体、预聚体和光引发剂组成的液体,在一定波长的紫外光照射下立刻引起聚合反应完成固化。光敏树脂成型工艺叫作“光固化立体造型技术”(SLA),将光敏树脂液体浸过工作台,通过紫外光照射液面,被照射到的部分立即固化成型,成型完一层之后,工作台下降一层的高度,液面重新浸过工作台,紫外光进行下一层的固化照射,逐层固化成型[20]。高分子粉末由于所需烧结能量小、烧结工艺简单、打印制品质量好,已成为选择性激光烧结打印的主要原材料,该技术利用激光烧结粉末材料作为黏合剂用于黏合金属或者陶瓷等材料,以达到快速成型的目的。

图5 增材制造技术融合与扩散演化路径
近年来,由于金属具有良好的力学强度和导电性,金属逐渐引起增材制造领域学界和业界的广泛关注。2019年,国际3D打印博览会在陕西西安开幕,论坛聚焦金属材料及其复合材料的增材制造领域相关技术,就金属及金属基复合材料的增材制造专用材料设计与开发、工艺创新、多工艺融合、装备开发(包括软件)、结构与性能表征、复合技术应用等方面进行交流与分享,涉及航空航天、生物医疗、工艺装备、创新设计、金融教育等多个与增材制造相关的领域。常用的金属材料有钛合金、镁铝合金、不锈钢、高温合金等,选择性激光熔是以金属为原料的常用工艺,其使用金属粉末代替SLS中的高分子聚合物作为黏合剂,打印出的成型产品精度和力学性能优于SLS工艺。
4.2.2 增材制造计算机辅助设计
作为增材制造的辅助技术,计算机技术始终伴随着增材制造技术的发展,该技术群以电数字数据处理(G06F)为核心进行演化,虽然演化路径较为单一,但却是增材制造产品模型设计必不可少的支撑技术。打印任何物品首先需要一个三维模型,建模过程需要计算机辅助完成,常用的建模软件有Solid works、Alias、Rhino、Solid works、Sketch up和C4D等,这些软件的出现为产品模型的快速设计以及增材制造进入日常生活提供了条件。
4.2.3 增材制造应用
目前,增材制造技术应用领域主要集中于生物医疗领域、建筑领域和食品领域。生物医疗3D打印由两条路径演化而来,其中主要的一条始于2012—2013相对较新的生物医疗技术群(A61F、A61L、A61K)。2016年,人骨的首次打印成功,激发了3D打印用于再生医学;2019年,以色列特拉维夫大学利用增材制造技术通过人体组织细胞打印出一颗“完整”的活体心脏,可有效避免器官移植中的排斥现象,对未来器官移植具有重要意义;2020年,由于新冠疫情导致的医疗防护物资短缺,波音公司用3D打印出可重复使用的面罩,美军F-35部队用3D打印出N95口罩等。随着3D打印技术的日趋完善,其在医疗生物用品方面发挥的作用愈发明显。食品3D打印和建筑3D打印也属于较新的技术群,均始于2014—2015时间窗口。例如,2014—2015年NASA进行了3D打印食物和衣物的试验;2014年中国建成了首座3D打印房屋;2016年在迪拜国际金融中心出现全球最大的3D打印建筑——阿联酋迪拜市政府办公楼,建筑废料比传统建筑减少约60%。以上均说明增材制造技术正在走向成熟,正在应用于各行各业,并取得了一定的成效。
5 结语与展望
绘制技术融合与扩散演化路径,有助于从整体上把握技术发展的态势,并对于技术预测,尤其是颠覆性技术的识别与发展战略的制定具有重要意义。本文以增材制造技术专利数据为分析对象,从专利文献记录层面、技术层面和技术域层面依次对该技术领域整体变化趋势进行测度,然后提出技术群性相似度时序分析法,从技术域内部分析该技术领域的技术融合与扩散演化路径。
本文的研究结论包括:增材制造技术处于快速发展时期,专利申请量、发明人数量和ⅠPC数量增长迅速;技术融合力和继承性逐渐增强,即该技术经过早期的片段化、间断式研究逐渐过渡到当前的连续性、继承性研究;研究热点呈现时间特性,由早期的实体自由制造、快速原型制造、连续层、快速成型装置逐渐过渡到现在的3D打印物品、支撑材料、3D打印方法、系统与工艺、3D打印机与材料、连接装置与金属3D打印、电弧增材制造等技术;技术群逐渐丰富,技术融合与扩散演化路径明确,涉及三大主路径,即增材制造材料与工艺、计算机辅助技术和增材制造应用领域。
本文提出的技术群相似度时序分析法主要是用于对技术主题变化背后的技术领域融合与分流机制的测度,从这一个视角探索一个技术领域在历史尺度下的发展趋势,以便对其发展阶段和颠覆领域的可能性作出判断,也为颠覆性技术的识别和预测提供一个新的视角和新的方法。
