某乘用车密封件发白研究
2021-07-16韦嘉祺王敏严士森
韦嘉祺 王敏 严士森
关键词:汽车;密封件;发白
0 前言
密封条是现代汽车的必不可少的一部分, 具有减振、防水、防尘、隔音和装饰等功能,其原料一般采用PVC、EPDM 和TPE等材料。表面发白现象常会发生在橡胶制品或半成品中,该现象与行业内所说的喷霜类似,是指橡胶原材料中的部分有机小分子化合物,在橡胶表面析出, 形成一层发白的析出物,附着在橡胶表面的现象。硫化制品表面的喷霜除了会影响产品的外观,而且还会影响橡胶耐久性能等[1]。
本文从实际发生的问题出发,针对市场上车辆出现的密封件表面发白现象,对其现状和调查进展进行介绍,为行业内解决该类问题提供借鉴。
1 汽车橡胶密封条发白现象
1.1 问题背景
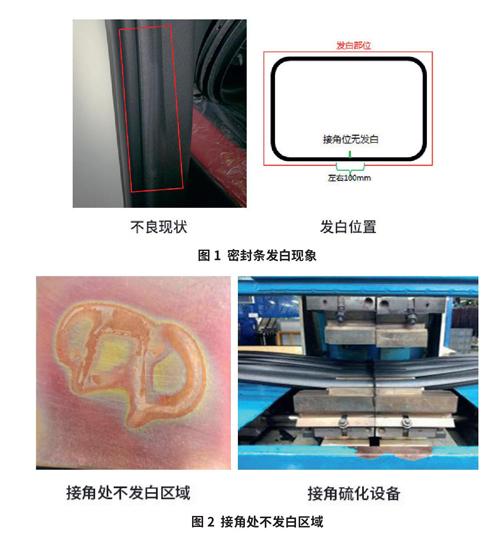
某密封条供应商为某车企生产了一批整车橡胶密封条。密封条在整车上安装完成后在室外静置停放4 个月,被发现门框密封条的唇边位置滚花面处出现发白现象(图1)。发白集中在U 型骨架顶部位置,但接角区域未出现,现需对发白原因进行研究。
1.2 问题分析
1.2.1 发白位置差异性分析
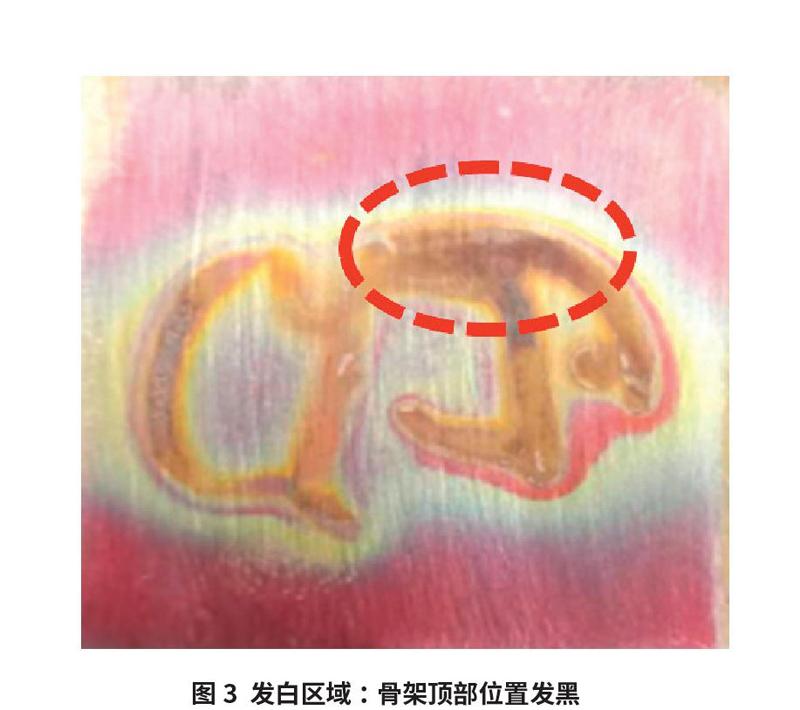
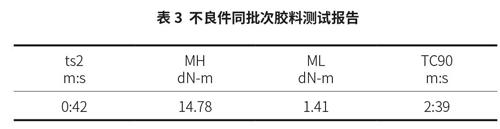
对比密封条接角区域与其他位置骨架顶部出现发白进行差异分析。不良件无发白范围及位置与密封条在接角模具接触位置基本一致,密封条接头附近左右100 mm 与模具接触并伴随着100℃高温(图2),高温加热有利于密封条进一步硫化,因此需确认发白位置密封条硫化程度。胶料中的游离硫含量可以采用电解铜试验来检测,当硫化反应不充分时,胶料中的游离的硫离子与铜板发生反应导致铜板接触部位发黑。测试方法:施加一定的压力使胶条截面与铜板紧密贴合,放置在150℃烘箱中烘烤1 h,对照电解铜实验标准进行等级判断,要求为1-3 级。实验结论,无发白区域硫化程度正常,1 级;发白区域电解铜等级为4 级,确认为硫化不充分(图3)。
1.2.2 涂层影响因素分析
由于发白位置接近密封条泡管,泡管在挤出过程中需要喷涂,同步确认是否为泡管涂料喷涂过程中飞溅到滚花面上导致发白,因此展开以下假设验证。
假设1 :涂料单品问题,放置一段时间后在密封条滚花表面形成发白。
假设2 :密封条与涂层内的化学物质相互作用,密封条滚花表面形成发白。
假设3 :密封条单品喷霜,表面无涂层,也会发白。试验方法:采用大众标准检查水解结果,90℃ ×22 h 在水中存放后,静置待表面晾干后确认是否发白。此测试可用于密封条老化后材料析出快速检测,可以检证材料溶解度在环境变化下导致的变化和材料析出,试验结果如表1 所示。
综上结论:电解铜4 级的密封条在水解试验后会析出内部物质出现发白。
1.3 发白原因分析
1.3.1 发白物质分析
通过光谱分析密封件上析出的发白物质,由于不同物质所反射的光谱都是独特的,因此可用来鉴别发白物质的化学组成和相对含量。选取有发白物质的密封条(A2200350782101001)与无发白物质的密封条(A2200350782101002)表面物质进行分析,见表2。分析结论:样品A2200350782101002 的主成分为聚硅氧烷和脂肪酸酯,样品A2200350782101001 的主成分为聚硅氧烷和脂肪酸酯,并含硫(S)、锌(Zn)等物质。
2 析出发白物质富含S 和Zn 元素
2.1 故障密封条分析
从密封条本身进行析出物发白分析,有3 个可疑风险点:①配方设计不当;②原材料质量波动;③产品硫化不充分。根据这3 个可疑风险点分别进行验证。
2.1.1 配方設计不当
配方设计不当是指配合剂在橡胶中的用量超过其额定的最大使用量,使其达到过饱和状态析出,从而在橡胶表面形成喷霜[2],表现为发白。目前发白问题仅出现在该批次产品,其他批次未发现不良,初步排除配方设计不当的风险。
2.1.2 原材料质量波动
门尼粘度值ML 和正硫化时间TC90 是胶料来料检验的重点管控参数之一。门尼粘度值是衡量生胶、未硫化橡胶流动性能大小的指标,一般以实验温度100℃下转子转动4 min 后的门尼粘度值表示。而正硫化时间TC90 的选取,决定了胶料硫化性能的好坏。该牌号胶料的门尼粘度值ML 标准范围为1.30 ~ 1.60(dN-m),正硫化时间TC90标准范围为1:40 ~ 3:00(m:s),确认不良件同批次胶料测试结果符合要求(表3)。
2.1.3 产品硫化不充分
橡胶中配合剂的溶解度与橡胶硫化程度的高低有较大的相关性。如要配合剂溶解度最大,则一般需要橡胶制品达到正硫化时。而硫化工序重点管控的三要素分别是硫化温度、硫化时间和硫化压力,其中硫化压力与硫化速度的相关性较小。生产中硫化时间的设定必须与橡胶达到正硫化反应的时间一致,否则硫化时间过短或者过长将分别会导致欠硫或过硫。
而在橡胶硫化工艺中,温度是最主要的控制条件之一。硫化反应速度与温度一般呈正相关,生产中设定温度每上升10℃,硫化反应速度约提高一倍,硫化时间也相应减少一半。经调查,生产过程中生产管控参数与工艺要求一致,但经过了解,挤出生产线的微波加热槽偶发跳停问题。初步确认为生产设备老化偶发跳停后,硫化不足导致。
综上,故障件密封条的各项测试中,可通过水解实验再现发白。且电解铜测试4 级,不符合1 ~ 3 级的标准,确认为硫化不足导致发白。
3 改善方向——提高硫化速度
3.1 胶料配方分析
为使提高胶料硫化速度,需要提高胶料中的氧化锌含量。改善后的胶料相比改善前,氧化锌含量提高0.2%。氧化锌是充当硫化氧化剂的作用,主要是为了有效提升促进剂活性,减少橡胶硫化周期,并能通过增强硫化胶的导热性,提升生产过程中的硫化速度,提高硫化反应程度。
3.2 工艺参数优化
根据过往经验所得,温度每上升10℃,硫化时间将减少一半。经过工艺参数优化,将燃气加热槽温度从230±30℃更改到250±10℃,产品的电解铜试验结果可有效控制在2 级。
4 结束语
(1)根据现状进行发生条件假设,通过验证得出涂层对于发白问题无影响,硫化不充分的密封条在水解试验后会再现发白。
(2)对发白物质进行光谱分析,主要为S 和Zn 元素。
(3)改善方向:①提高胶料中的氧化锌含量,提高0.2% ;②燃气加热槽温度从230±30℃更改到250±10℃ ;③在上述2个条件下,产品的电解铜试验结果可有效控制在2 级,且水解试验后未出现发白不良。
