电镀零件绝缘工装应用研究
2021-07-15仇振安张尉靳冉高秋芳黄天勇
仇振安 张尉 靳冉 高秋芳 黄天勇
摘 要:在加工过程中,某需要局部不电镀的零件操作烦琐,而橡胶工装的应用既提高了生产效率,又使电镀质量稳定性得到保证。同时,该工装操作方便,可重復使用,避免了涂抹胶对操作者健康的危害。
关键词:电镀;工装;质量
中图分类号:TQ153文献标识码:A文章编号:1003-5168(2021)06-0053-03
Research on the Application of Insulation Tooling for Electroplating Parts
QIU Zhenan1 ZHANG Wei1 JIN Ran1 GAO Qiufang2 HUANG Tianyong2
(1. Air Force Representative Office of the Army Equipment Department in Luoyang Area,Luoyang Henan 471000;
2. Zhengfei Aviation Industry Co., Ltd.,Zhengzhou Henan 450005)
Abstract: In the process of processing, the operation of a part requires partial non-plating is cumbersome, and the application of rubber tooling not only improves the production efficiency, but also ensures the stability of the plating quality. At the same time, the tooling is easy to operate and can be reused, avoiding the health hazards of applying glue to the operator.
Keywords: electroplating;tooling;quality
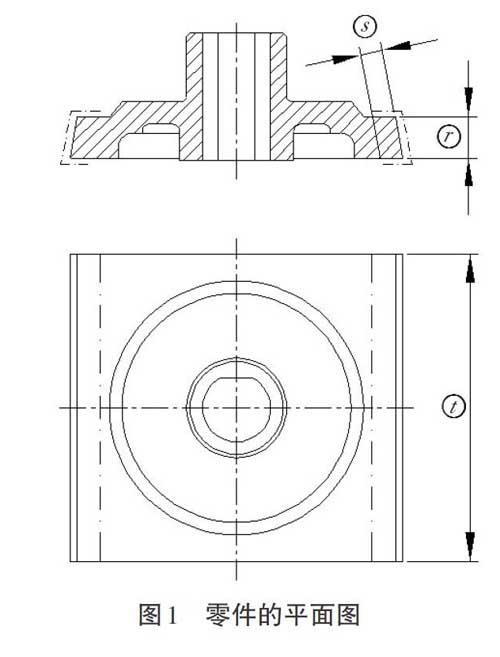
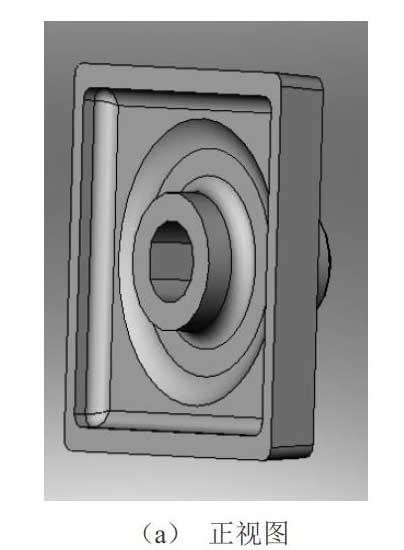
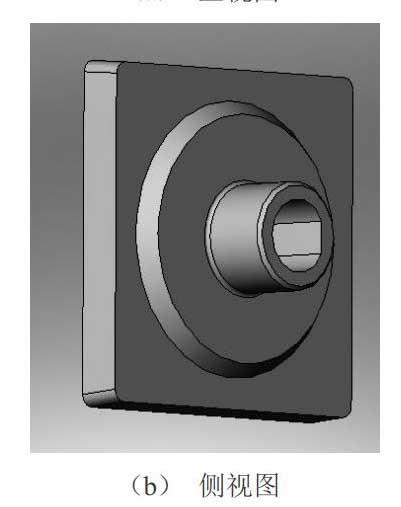
某零件使用的材料为38CrMoAl,该零件需要进行热处理:抗拉强度[σb]=(1 080±100)MPa,点划线处渗氮0.3~0.5 mm,HV(硬度)≥900,其余表面镀镉8~12 μm钝化。零件的平面图和三维图如图1和图2所示。其中,尺寸r为5.8 mm,尺寸s为3 mm,尺寸t为43 mm。
1 工序介绍
该零件为局部渗氮,根据《航空结构钢及不锈钢渗氮工艺说明书》(HB/Z 79—1995)中对非渗表面采取镀层防护法的要求,非渗氮表面镀铜40~70 μm,再镀锡6~9 μm。镀铜的目的是铜镀层能有效阻碍氮原子的渗入,在铜镀层上镀锡时,渗氮温度下,锡层融化,能流入铜镀层的孔隙内,有效防止渗漏现象。因此,在氮化前要对非氮化部位进行镀铜、镀锡防护,氮化后对镀层退去,在最终工序镀镉时,对氮化处进行防护[1]。
该零件加工路线为:机械粗加工→淬火、回火→机械精加工→镀铜、镀锡→渗氮→退锡、退铜→磨渗氮面→镀镉钝化。
其中,电镀铜按《电镀铜工艺及质量检验》(HB/Z 5069—2011)中阴极移动氰化镀铜的要求进行,具体情况如表1所示。本零件电镀铜时间为6.5~7.0 h。
热表处理涉及的工序有热处理淬火、回火、镀铜、镀锡、渗氮、退锡、退铜以及镀镉钝化等工序。
2 现状及影响
2.1 现状
该零件渗氮前需要对镀铜、镀锡点划线以外部分进行绝缘保护,电镀期间需要对点划线处进行保护。电镀铜要求的槽液温度为40~60 ℃,铜镀层要求40~70 μm,该零件电镀铜时间至少需要6.5 h,对需氮化处加以防护,若采用PVC胶带防护,则在此温度和时间下,PVC胶带会剥离,失去防护效果。以往采用涂抹可剥胶的方式进行防护。可剥胶防护牢靠,在镀铜过程中能保持稳定,不剥离,后期清理简单快捷。
但是,采用可剥胶防护存在以下缺点。一是生产周期长,操作烦琐。可剥胶一次涂抹太厚,会造成可剥胶表层与内部干燥时间不一致,这种干燥的不同时性可使可剥胶内部存留一定应力,使电镀过程中可剥胶剥离;若可剥胶涂抹太薄,则不能很好地起到防护作用,会产生漏镀现象。经实际摸索,人们采用涂抹三遍可剥胶的方案,每涂抹一遍,待干燥后方能继续涂抹可剥胶。可剥胶干燥时间为超过24 h,因此,每次耗时3 d方能完成可剥胶的防护工作。二是对操作者健康有影响。可剥胶每次使用前,人们需要用二甲苯将其稀释到涂抹的黏度,然后才能使用,二甲苯有刺激性气味,虽然操作者戴防护用品进行操作,但其对操作者身体健康有害。三是质量不稳定。该零件每次镀铜后,存在个别零件局部渗漏现象,电镀结束后,人们需要对点划线处打磨,清理多余的镀层[2]。
该零件镀镉要求氮化面不允许有镉层,因此,电镀前需要对氮化面进行防护,镀镉温度为15~40 ℃,电镀时间为15~25 min。操作温度低,电镀时间短,防护时采用PVC胶带。由于该处涉及六个面,并且每个面窄,每次需要用刀片在玻璃板上对PVC胶带进行切割,然后对零件进行粘贴。操作烦琐,并且质量不稳定。
2.2 影响
由于以上的原因存在,最终零件在热表处理环节存在以下问题。
2.2.1 加工周期长。在氮化这个工序中,前期的镀铜镀锡需要5 d,渗氮需要4 d,退镀层需要2 d,镀镉工序需要3 d。因此,该零件去除前面工序的淬火、回火后,在热表处理厂的时间需要14 d。
2.2.2 质量不稳定。电镀铜和电镀镉的环节都采用操作者手工操作的方式,防护后的一致性差。同时,零件防护是在零件电解除油后进行,防护完成后直接进行电镀,零件在空气中存放时间过长,同时存在操作者防护过程中手触摸而造成零件表面被污染的风险,会影响电镀层的质量。实际生产中出现过电镀铜孔隙率高,而在后续氮化过程中出现渗漏现象导致零件报废的案例,也出现电镀镉后镀层起泡而需要退去镀层重新进行防护、再次电镀镉的工序。这点不符合《质量管理体系要求》(GB/T 19001—2016)中“采取措施防止人为错误”的要求[3]。
3 改进措施
下面设计专用工装,如图3所示。制造材料為黑色橡胶。图纸上的自由公差为5.8 mm,因此本研究设计该工装尺寸为[5.6200-0.02] mm。该工装采用橡胶材料制作,具有一定的弹性,考虑工装尺寸比零件尺寸小,利用橡胶的弹性,安装后可以压紧点划线区域。零件防护长度为43 mm,工装设计的长度为44 mm,工装两端均匀长出保护部位约0.5 mm,操作者安装工装时可大致对齐,避免防护不到位的现象。同时,工装长出防护区域的部位也不影响零件其他部位的电镀。由于该工装上下结构有很大的相似性,为防止操作者在使用中将工装装反,工装上表面刻有箭头,杜绝误操作。
该工装在镀镉中使用,效果好,存在个别零件漏镀的现象,这是由于该零件尺寸公差较大,零件加工尺寸处于下限时,工装与零件贴合处有缝隙,槽液渗入。鉴于电镀镉时间只有20 min左右,时间短且此处电力线不易到达,渗漏的镀层非常薄,在后续钝化前的出光就可轻易去除[4]。
该工装在镀铜工序中使用时,由于镀铜温度高、时间长,直接使用,压紧效果不理想,需氮化面镀铜现象严重。若涂一层可剥胶再使用该工装,则可剥胶的存在会使该工装无法套入零件。最终,用工装在两端安装好以后,使用铜丝横跨拧紧,增加橡胶工装与零件的贴合程度,经实际验证后,效果非常理想,镀铜、镀锡后没有出现漏镀现象[5]。
4 结论
该工装的引进达到了多重效果。一是生产周期大大提高。使用该工装后,镀铜时间由原来的5 d缩短到2 d,镀镉时间由原来的3 d缩短到2 d。总的除淬火、回火后在热表厂的时间由原来的14 d缩短到10 d。零件加工周期缩短4 d。二是操作者劳动强度大幅下降,劳动条件得到改善。工装的使用取代了镀铜前涂抹可剥胶和镀镉前切割胶带粘贴的工作,使操作者使用方便,效率提高,避免了与二甲苯的接触。三是质量稳定,零件一致性强。工装的使用极大限度地降低了操作者的影响因素,杜绝了漏镀现象。工装装卸方便,人们可在零件除油后较快地装上工装,有效避免了除油和电镀间隔时间长而可能会出现零件污染的风险,提高了电镀层质量。同时,工装决定了零件镀层区域,保证了零件处于图纸尺寸3的区域,使每个零件的镀层一致性强,零件外观和质量稳定性都得到保证。四是可推广性强。通过这项零件的工装应用,笔者摸索出该类局部电镀零件的防护方法,其便于在相似零件上应用,具有较强的推广性。
参考文献:
[1]朱耀祥,蒲林祥.现代夹具设计手册[M].北京:机械工业出版社,2011:22.
[2]王立新.影响电镀质量的内部和外部因素分析[J].中国高新技术企业,2011(24):51-52.
[3]关国栋,李文红.复杂不锈钢零件镀镍工艺[J].电镀与涂饰,2011(7):11-12.
[4]吕晓轩,吕春祥,杨禹,等.碳纤维表面电镀镍研究[J].化工新型材料,2011(8):89-91.
[5]可可.重力流电镀工艺助力镀锌钢生产[N].中国冶金报,2011-03-11.
