电动热封口式垃圾桶的设计
2021-07-13孙冬娇
孙冬娇,刘 琪
(1.南京信息工程大学电子与信息工程学院,江苏 南京 210044;2.南京信息工程大学江苏省气象探测与信息处理重点实验室,江苏 南京 210044)
随着科技的发展和环保理念的深入,人们对垃圾桶的设计提出了更高的要求[1]。市场上已经出现了智能感应开盖式、智能充电式垃圾桶,为垃圾的投放和运输带来了便利。目前,当垃圾袋装满垃圾后,需要手工将垃圾袋封口,这不可避免地造成了人体与垃圾直接或间接的接触,特别在医院等公共场所,会给人带来一定的健康风险。因此,设计能够自动将垃圾袋封口的垃圾桶具有实际应用价值和社会价值[2]。然而,目前鲜有这方面的报道。
笔者采用电动热封口技术,设计了一种电动热封口式垃圾桶,以减少人体与垃圾的接触,降低健康风险。
1 垃圾桶的结构和工作原理
1.1 垃圾桶的结构
所设计的电动热封口式垃圾桶如图1所示,其结构如图2所示。垃圾桶的结构主体为低成本的双立式梯形丝杆。步进电机通过联轴器与梯形丝杆相连。丝杆上装有螺母,压条装置通过螺母孔与螺母相连。其中:压条装置由钢条、铁氟龙胶带和封口压条等组成,封口压条用铁氟龙胶带包裹固定于钢条;发热装置由钢条、铁氟龙胶带、电热丝和封口压条等组成,紧固在桶口边缘,其上下层电热丝通过交错间隔包裹的方式穿插在铁氟龙胶带中。
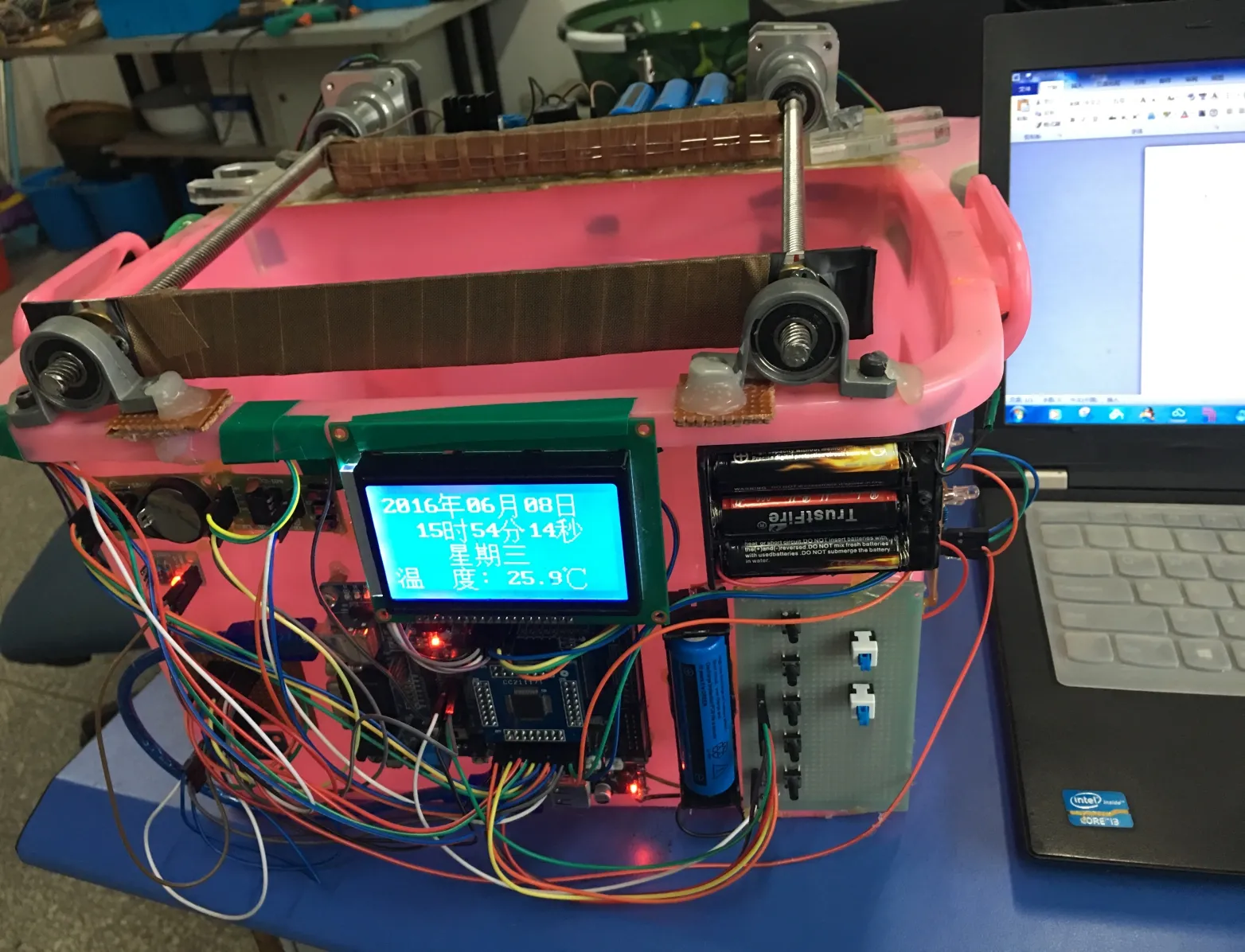
图1 电动热封口式垃圾桶Fig.1 Electric heat sealing garbage can

图2 电动热封口式垃圾桶的结构Fig.2 Structure of electric heat sealing garbage can
相比于传统的自动封口套袋垃圾桶、按压式热封口垃圾桶[2-3],电动热封口式垃圾桶简化了传动机构,使用时可省去繁琐的塑料袋封口处理的步骤。其结构对称,桶身与地面采用面接触的形式,由固定板通过2个支架固定,强化了其稳定性。梯形丝杆、钢条选用304不锈钢材质,其硬度大、强度高、耐腐蚀性好[4-6],可使垃圾桶在不同环境中长期稳定地工作。
1.2 垃圾桶工作原理
电动热封口式垃圾桶通过电动热封口的方式对塑料垃圾袋进行封口。与传统的穿绳式自动收口、向中集结封口方式相比,其更为实用、方便和环保。垃圾桶工作原理如图3 所示。采用超低功耗的MSP430F149单片机作为控制核心,控制垃圾桶封口单元稳定运行;采用3个相同的L298N电机驱动模块作为辅助控制器,用来驱动2个步进电机和开闭继电器的触点。通过步进电机的转动带动梯形丝杆的传动,进而控制压条装置作直线往返运动。继电器触点的开闭决定电热丝电源、电热丝、继电器所组成回路的开闭,进而控制电热丝是否加热。当压条装置移向发热装置时,电热丝加热;将垃圾袋封口时,电热丝继续加热一段时间;当封口完成,压条装置远离发热装置时,电热丝停止加热。为了使整个封口过程更为直观,选用LCD12864液晶显示器显示封口过程,使用语音单元播报封口过程,用按键控制整个封口过程的开启。
2 垃圾桶封口单元的设计
2.1 封口温度的设定
封口温度、封口时间、封口压力是影响封口质量的重要因素。须根据塑料垃圾袋的材质、厚度、熔点设定合适的封口温度、封口时间和封口压力。垃圾袋封口完成后,须测试垃圾袋的封口强度,检验封口质量,进而决定是否需要调整封口温度、时间和压力[7-8]。
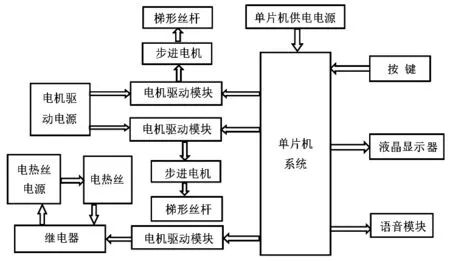
图3 垃圾桶工作原理示意Fig.3 Schematic of the working principle of garbage can
常用塑料袋的材质有低密度聚乙烯(low-density polyethylene,LDPE)、高密度聚乙烯(high-density polyethylene,HDPE)、聚丙烯(polypropylene,PP)和聚氯乙烯(poly vinyl chloride,PVC),其对应的熔点如表1所示[9-10]。

表1 塑料垃圾袋的材质及对应的熔点Table 1 Material and melting point of plastic garbage bag
LDPE 材质的塑料袋常用于食品包装,PP、PVC材质塑料袋常用于纺织品和化妆品包装。生活中塑料垃圾袋的材质主要为HDPE。可以根据需要,采用调节电压的方式调节封口温度,实现对不同材质塑料垃圾袋的封口。
为了达到电动热封口的目的,封口时应使垃圾袋处于熔融状态。PVC 的热稳定性较差[11],其他材质都具有一定的熔点范围,如表1所示。当加热温度达到熔点时,这些材质会处于稳定的熔融状态。根据经验,封口温度一般需高于材质熔点温度15~30 ℃[12]。因此,不同材质塑料垃圾袋的封口温度如表2所示。

表2 不同材质塑料垃圾袋的封口温度Table 2 Sealing temperature of plastic garbage bag with different materials
2.2 封口用电热丝的选择
封口用电热丝的材质常为铁铬铝合金和镍铬合金[13-14]。由于镍铬合金的可塑性比铁铬铝合金好,且其不易变形,不具备磁性,因此采用镍铬合金电热丝。镍铬合金有多种类型,如Cr20Ni80、Cr30Ni70、Cr15Ni60、Cr20Ni35 和Cr20Ni30 等。Cr 含量越高,合金的高温抗氧化性越好,且能够提高合金的电阻率;Ni含量越高,合金的熔点越高,塑性越好,且能够降低合金的电阻温度系数。从表2可知,除PVC材质外,其他垃圾袋的最高封口温度均低于200 ℃,又因封口频繁,所以对电热丝的抗氧化性要求不高,对其塑性、热稳定性的要求较高[15-16]。经综合考虑,选用Ni含量较高的Cr20Ni80作为封口用电热丝的材质。
根据GB/T 1234—2012《高电阻电热合金》,Cr20Ni80的基本特性参数及电阻温度修正系数分别如表3、表4所示。
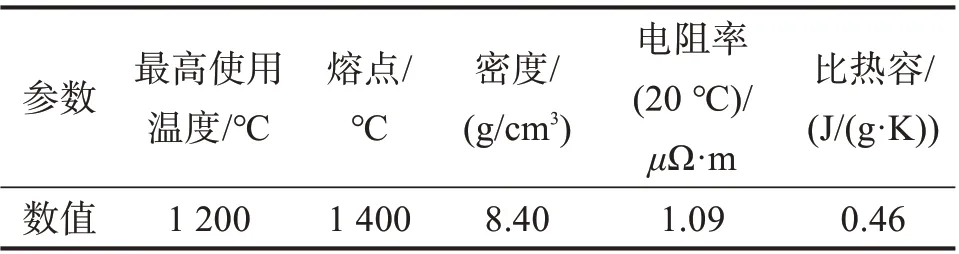
表3 Cr20Ni80的基本特性参数Table 3 Basic characteristic parameters of Cr20Ni80

表4 Cr20Ni80的电阻温度修正系数Table 4 Resistance temperature correction coefficient of Cr20Ni80
Cr20Ni80 的最高使用温度远大于200 ℃,符合封口的温度要求。电阻温度修正系数的表达式为:

式中:Rt、R20分别为温度为t和20 ℃时Cr20Ni80 的电阻。
由表4 可知,Cr20Ni80 材质的电热丝热稳定性好,在加热过程中其电阻不会急剧变化。
本设计采用双层电热丝结构。电热丝的总电阻Rd为:

式中:ρd为电热丝的电阻率;Ld为电热丝的长度;Sd为电热丝的横截面积。
取Ld=20 cm,电热丝直径为0.6 mm,则在20 ℃时,有:

为了进一步分析Rd随温度的变化情况,经实验测试,得出电热丝在不同温度下的电阻,如表5所示。

表5 不同温度下Cr20Ni80电热丝的电阻Table 5 Resistance of Cr20Ni80 wire at different temperatures
从表5可知,Cr20Ni80电热丝的电阻随温度的升高逐渐减小,但变化范围小,基本稳定在1.54 Ω左右。
2.3 封口结构的设计
为了使Cr20Ni80电热丝的发热温度达到垃圾袋封口温度,须控制好加热时间和电压。
设加热时间为t1,电压为U1,环境温度为T0,电热丝的电热转换效率为η,则可根据式(3)得到电热丝的发热温度T1。

式中:Cd为Cr20Ni80 比热容;md为电热丝质量,md=2×Ld×Sd×ρ1,其中ρ1为电热丝的密度,可得md=2 × 20 × π × 0.32× 10-2× 8.40 ≈0.95 g。
则:

因此,T1不仅与U1、t1、η有关,还与T0有关。为了达到封口温度,须根据T0调节U1。比如在冬天时须提高电压,在夏天时应降低电压。另外,t1不宜太大,因为加热过程太长的话,会降低垃圾桶的实用性。
电热转换效率η是衡量电热丝电热性能的重要指标。本设计中将双层电热丝穿插包裹在铁氟龙胶带中,而发热装置暴露在空气中,因此电热丝会有一部分热量损失。使用红外线点温计测量在不同T0下电热丝的发热温度,结果如图4所示。
根据式(4),结合图4所示的测量结果,可知电热丝的电热转换效率η=60%~70%。将电压U1设定为6~9 V(用旋钮可调),便可以达到PE、PP材质垃圾袋的封口温度。
铁氟龙胶带的主要材质为聚四氯乙烯,具有耐高温、耐腐蚀、绝缘、防粘的特性。其导热性低,在250 ℃以下长时间加热的条件下能保持优良的力学性能,对封口压条不会产生影响。铁氟龙胶带主要用于电热丝的固定和垃圾袋的防粘[17]。若将单层电热丝直接固定在铁氟龙胶带上,如图5(a)所示,会导致封口时垃圾袋所受热量太大,塑料容易被熔断;若将单层电热丝采用等间隔包裹的方式固定在铁氟龙胶带上,如图5(b)所示,可以对垃圾袋进行封口,但封口不严密,有空隙;将双层电热丝采用交错等间隔包裹的方式固定在铁氟龙胶带上(即上层电热丝等间隔包裹的位置对应下层电热丝暴露在空气中的部分),如图5(c)所示,则在一次封口的过程中可实现垃圾袋的2 次密封,且封口部位上下互补,保证了封口的密封性,能实现对垃圾袋无间隙封口。因此,采用第3种封口结构。
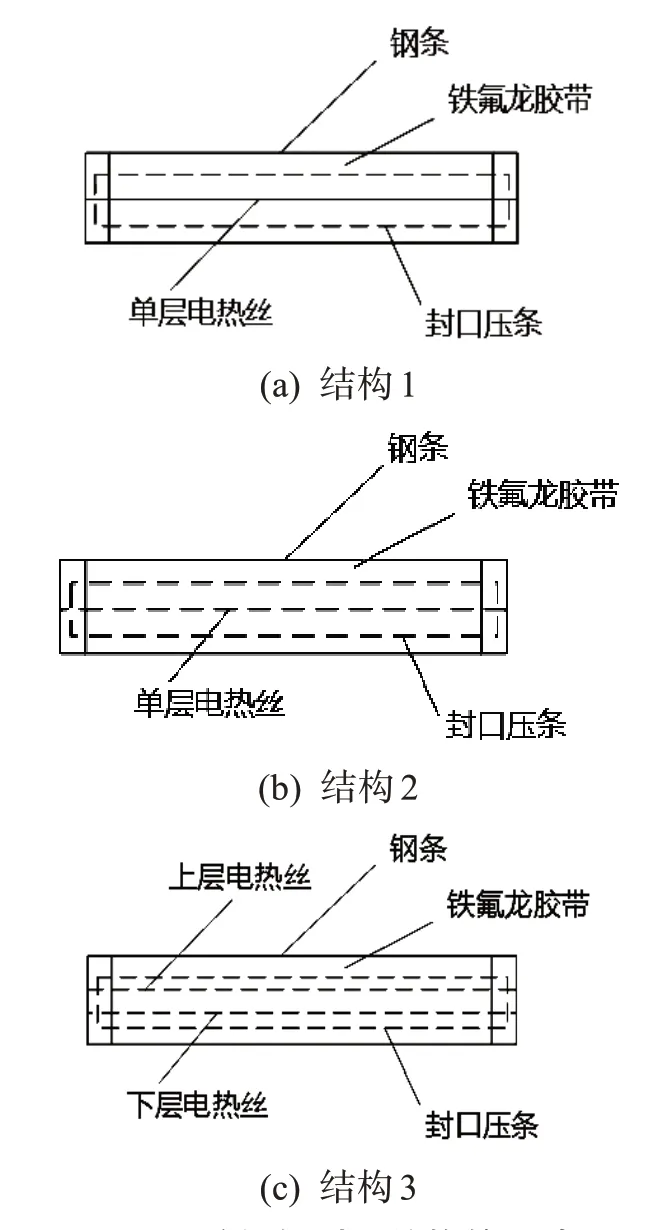
图5 垃圾桶封口结构的设计Fig.5 Design of garbage can sealing structure
2.4 投放口结构的设计
压条装置、发热装置、2 根右旋式梯形丝杆围合成投放口。本设计中,压条装置和发热装置的长度均为200 mm,2 根丝杆落在桶口的有效长度均为235 mm,由此形成了235 mm×200 mm 的投放口,其周长为:235×2+200×2=870 mm,可以固定市场上常见的口宽为900 mm左右的垃圾袋。
将垃圾袋固定在投放口时,袋口的一边用夹子固定在轴承座上,另一边直接包裹在压条装置上。在投放垃圾时,垃圾袋不会滑落;当压条装置移向发热装置时,垃圾袋可以稳定地被推动进行封口;当压条装置远离发热装置时,由于发热装置采用圆角边缘且其表面的铁氟龙胶带光滑防粘,垃圾袋可以很轻松地脱离发热装置。
可以根据垃圾袋的尺寸调整垃圾桶桶身及投放口的大小,满足特定尺寸垃圾袋的封口要求。
3 电动热封口控制单元的设计
电动热封口控制单元用来控制封口温度、封口压强和封口时间。通过调节电机在梯形丝杠上转动的圈数及其速度来控制封口压强和封口时间,并可根据式(4)控制封口温度。
采用一对无减速步进电机,其步距角为1.8°,额定工作电压为+12 V。步进电机的转动圈数和速度由核心控制器MSP430单片机控制。采用L298N作为电机驱动模块[18]。梯形丝杆的导程为8 mm;压条装置和发热装置的厚度分别为11 mm和12 mm,且其均装有封口压条,具有一定的弹性。
3.1 封口压强的控制
在实际操作中,仅仅控制封口压力是不够的,还须考虑封口的接触面积,要控制封口接触面积的压力即压力强度p。通常情况下,塑料垃圾袋的封口压强p=0.1~0.3 MPa。因此,须合理设置步进电机的转动圈数N,使压条装置每次平移的长度略小于235 mm,为压条装置与发热装置的弹性碰撞及挤压留下空间,以产生合理的封口压强。
当压条装置与发热装置刚好接触时,螺母移动了235-11=224 mm,电机转动了224/8=28 圈。通过实验分析在不同步进电机圈数下垃圾桶的封口结果,实验结果如表6所示。
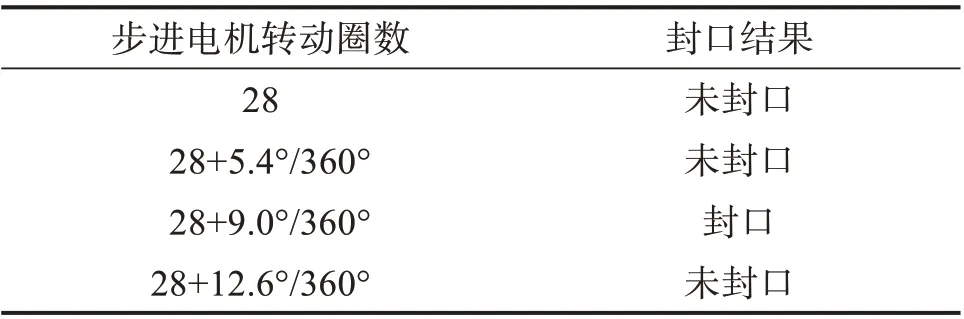
表6 不同步进电机转动圈数下垃圾桶的封口结果Table 6 Sealing results under different number of rotationturns of stepping motor
从表6可知,当电机转动28圈左右时,对封口结果有较大影响。当电机的转动圈数不大于28时,压条装置未与发热装置接触,封口表面未产生封口压力;当转动圈数大于28时,压条装置与发热装置发生挤压,垃圾袋封口;当压条装置与发热装置当挤压到一定程度时,封口压强过大,垃圾袋被熔断,也不能进行封口。
封口压条的材质为硅胶海绵,其弹性模量E=7.84 N/mm2;单层垃圾袋的厚度为d1,d1=0.006~0.04 mm;封口压条的厚度为d2,d2=8 mm;封口压条在垃圾袋封口时的横向变形量为d3。
当电机转完28+9°/360°圈时,d3=d1×2+9°/360°×d2,则d3=0.212~0.280 mm。根据杨氏模量计算公式:p=E× [d3/(d2×2)],可得p=0.103 88~0.137 2 MPa,在常用塑料垃圾袋的封口压强(0.1~0.3 MPa)范围内。
3.2 封口时间的控制
由图4 可知,当U1=9 V 时,将加热时间t1设定为2~3 s即可以达到垃圾袋的封口温度。压条装置移动到与发热装置接触时所需的时间t2则不能低于加热时间t1。根据表6的封口实验结果可知,当t1=2.5 s时,步进电机的转速理论上最高可以达到(28+9.0°/360°)/2.5×60=672.6 r/min。
尽管对步进电机转速的上限没有限制,但考虑到封口过程中的噪音情况,步进电机的转速应合理设置。封口的噪音主要由电机噪音和丝杆噪音组成。由于压条装置质量较小(约为25 g),且步进电机保持匀速运动,步进电机产生的噪音很小,封口噪音主要为丝杆噪音。随着电机转速的增大,螺母在丝杆上的滑动速度成正比例增大,噪音达到极大值后会随着滑动速度的增大而减小[19]。通过实验得到不同步进电机转速下封口噪音情况,如表7所示。
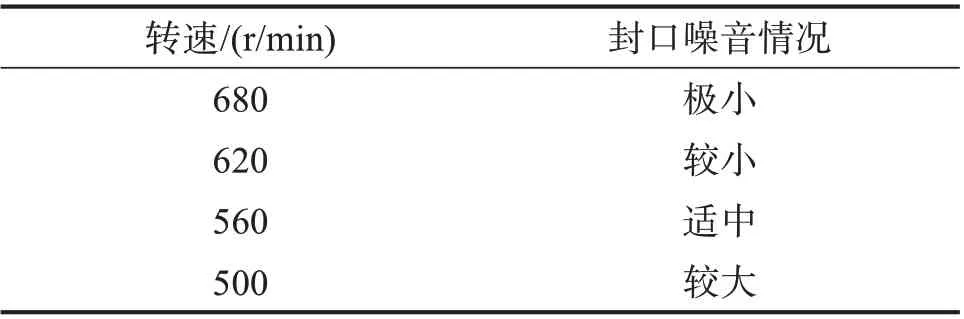
表7 不同步进电机转速下封口噪音情况Table 7 Sealing noise under different speeds of stepping motor
由表7 可知,当步进电机的转速为672.6 r/min时,封口噪音将变得很小,基本可以达到无噪音封口的要求。此时若环境温度为20 ℃,调节电压旋钮使U1=7.5 V,取η=60%~70%,则经过2.5 s后,根据式(4)可得t1=145~166 ℃,达到了HDPE 材质垃圾袋的封口温度。
经过实验测试可知,当压条装置与发热装置接触时,在保持封口温度的前提下,电机停止运动,使电热丝继续加热一段时间,垃圾袋的封口强度则更高。
此外,电机不是持续性地转动,而是通过按键控制间歇性地转动。每完成一次封口,梯形丝杆和电机完成一次正反转过程,从而实现了低功耗、重复封口的目的。
3.3 发热装置的电路设计
选用HK3FF-DC5V-SHG 型号的继电器,同时将+5 V的供电电源与L298N的+12 V电源的输入端相连,以增大输出电流,达到继电器吸合电流值。发热装置的电路设计如图6 所示。其中:IN1 端与MSP430 单片机的P40 口相连,通过P40 口控制L298N电机驱动模块输出高低电平来控制继电器触点的闭合与断开;二极管IN4007与继电器并联,其在电路中起到续流作用,保护继电器触点不会因为闭合或者断开而损坏。
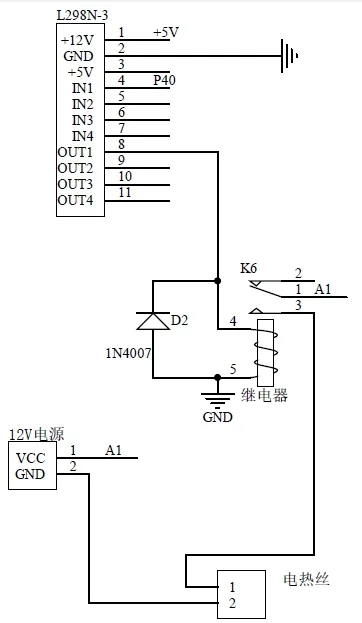
图6 发热装置的电路设计Fig.6 Circuit design of heating device
4 垃圾桶语音模块和液晶显示器的设计
语音模块采用NY3P035 系列语音芯片,录制了“开始封口”“正在封口”“封口完毕”三段语音,同时结合LCD12864液晶显示器,用文字和声音实时显示封口过程。当压条装置移向发热装置时,语音播报“开始封口”,液晶显示器显示“开始封口”;当垃圾袋封口时,语音播报“正在封口”,液晶显示器显示“正在封口”;当封口完成,压条装置远离发热装置而回到起始位置时,语音播报“封口完毕”,液晶显示器显示“封口完毕”。封口完成3 s后,液晶显示器自动清除显示内容,为下一次封口过程的实时显示作好准备。
5 电热封口控制程序的设计
MSP430的程序设计十分简便,可以用汇编语言和C 语言进行编程,其可移植性好。采用IAR Embedded Workbench 单片机开发环境,利用JTAG(joint test action group,联合测试行动小组)接口在PC(personal computer,个人计算机)上实现程序的编写、下载与调试。根据垃圾桶的电热封口任务和电路结构进行控制程序的设计。垃圾桶电动热封口的流程如图7所示,垃圾袋实际封口过程如图8所示。
6 结束语
应用热封口技术,设计了一种电动热封口式垃圾桶。以封口时间短、封口效果好、封口噪音低为目标,结合热封口材料的性能和机械运动的特点,通过单片机控制实现塑料垃圾袋的电动热封口。

图7 垃圾桶电动热封口的流程Fig.7 Electric heat sealing process of garbage can

图8 垃圾袋实际封口过程Fig.8 Actual sealing process of garbage bag
电动热封口式垃圾桶具有功耗小、价格低、性能稳定和低碳环保等特点。合理控制封口温度、封口时间等因素,可以改进封口的综合性能。采用电动热封口式垃圾桶,可以有效地减少垃圾对环境的污染,具有较高的社会和经济价值。
