CSM工法在垃圾填埋场垂直防渗中的应用
2021-07-09韩晓峰张领帅陈枝东王凤梅
韩晓峰 张领帅 陈枝东 王凤梅
(深圳宏业基岩土科技股份有限公司,广东 深圳 518057)
0 引言
一些未采取防渗措施或防渗措施失效的老生活垃圾填埋场会出现垃圾渗滤液泄漏情况,对周边环境造成严重的污染。后处理措施只能采取施作垂直防渗墙至地下可靠的隔水层,将整个垃圾场进行围闭,防止污染进一步扩散。
CSM工法是一种铣削深层搅拌技术,驱动一组铣轮切削地层,并强制性破坏搅拌土体,同时向土体内注入固化浆液材料及高压气体,将各层土体与固化浆液充分拌合,达到改良土体性质的目的。CSM工法可以形成矩形固化墙体槽段,各墙体槽段间互相咬合,从而达到可靠的防渗效果。
CSM工法具有很强的地层适应性,能够切削坚硬岩土层,因此可以确保垂直防渗墙与隔渗岩土层的咬合质量。CSM工法首次应用于垃圾填埋场防渗墙施工,证明了对垃圾填埋层的适用性。
1 工程概况
哈尔滨市某垃圾填埋处理场建场于20世纪90年代,建场时位于一处山坳地带,建场之初未进行严格的设计,也没有采取防渗处理措施,直接在原状土层上堆填垃圾,封场时仅采取了铺设填土后分层碾压的简易处理措施。近年来,出现了严重的渗滤液泄漏,污染周边地表水、空气、土壤及地下水的情况。
该垃圾填埋场位于一条河流旁边,原始地貌属河漫滩。场地岩土层自上而下为垃圾填土、粉质黏土、粗砂、黏性土、粗砂层和泥岩。垃圾填土层为生活垃圾混杂填土,泥岩以上各土层都已受到不同程度的渗滤液污染。另外,垃圾填土层紧邻一层含水量较大,且渗透性较好的粗砂层,垃圾渗滤液直接和粗砂含水层相联系。场地局部分布有黏性土,呈不连续状,且薄厚不均分布。经过勘探,该垃圾填埋场垃圾填埋层平均厚度11 m,最大厚度达30 m。
2 确定防渗技术方案
常用的垂直防渗施工技术有:三管高压旋喷桩、袖阀管注浆、三轴搅拌桩、TRD工法、塑性混凝土连续墙、垂直铺塑防渗技术以及CSM工法防渗帷幕。
选择适宜的施工工艺需根据场地工程地质条件、水文地质条件,隔水层所处深度、渗滤液渗漏情况、帷幕设计要求、施工技术的适用性以及施工设备等因素综合来确定。
根据本项目场地的周边环境及场地条件,三轴搅拌桩、TRD工法桩不适用于砂层、垃圾土填埋层、岩层等复杂地层;三管高压旋喷桩、袖阀管注浆工艺桩体搭接不可靠、防渗效果不理想;塑性混凝土连续墙防渗施工工艺复杂,且造价过高;垂直铺塑防渗技术施工深度有限,不适宜本场地。总体来看,CSM工法地层适应性强,搭接可靠,防渗效果好,且施工效率高,工期快。鉴于垃圾填埋场的特殊条件,采用CSM工法防渗帷幕方案。
根据地勘报告,泥岩层为不透水层,层位均匀连续,且泥岩层及以下没有受到污染。根据当前的实际情况,采取可靠的垂直防渗治理措施,以泥岩层作为防渗隔断底板,使垂直防渗墙与泥岩层有效结合,将垃圾填埋场进行防渗墙合围封闭,防止污染进一步扩散。
3 CSM工法施工技术要求
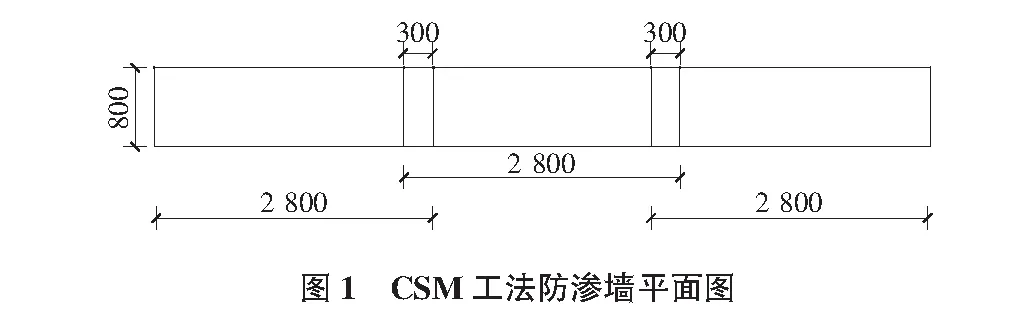
根据垃圾填埋场的工程地质条件及设计要求,选用了配备3-1型铣轮的BCM10型号铣头,其扭矩0 kN·m~100 kN·m。该类型铣轮扭矩较大,拌合能力较强,适用于松散~致密的非黏性土、含石块的砾石土、黏性土。按照设计要求,槽宽0.8 m,每幅槽段长度2.8 m,两幅槽段间互相咬合300 mm,如图1所示。
CSM工法施工参数如表1所示。
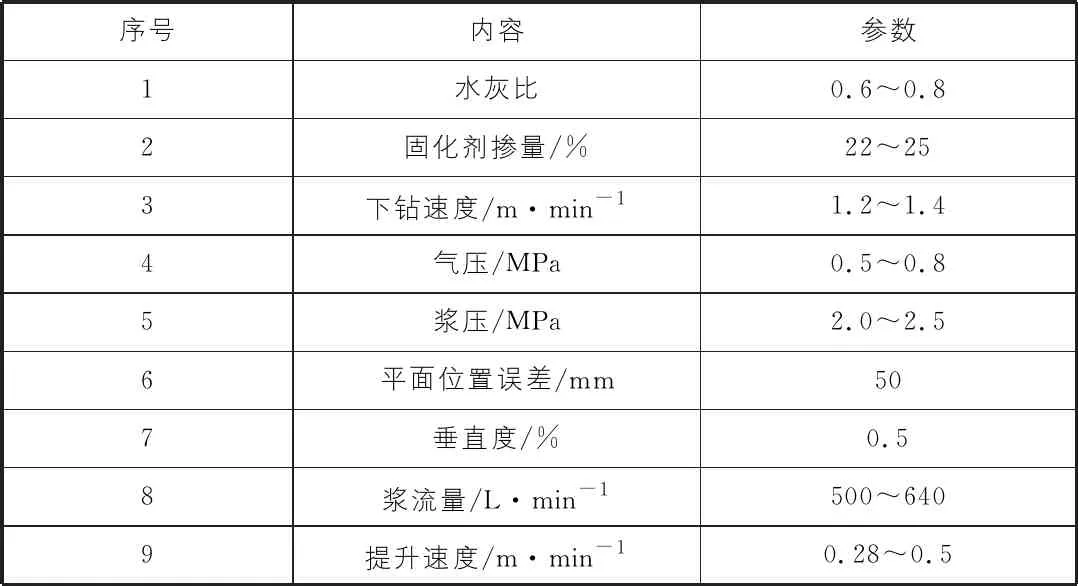
表1 防渗墙施工参数表
4 CSM工法施工工艺
4.1 CSM工法施工工艺流程
双轮铣工法防渗墙施工工艺流程如图2所示。

4.2 施工准备
1)清场备料。
对机械占位一侧的施工场地平整压实,施工作业面宽度不小于12 m。当地表土体较软,承载力不足时,进行地面硬化或填铺砖渣,确保机械平稳行走。
2)测量放线。
测放墙体施工轴线,确定起钻墙幅的位置,并作出明显标志。此外,需在机械站位的墙体对侧测放控制导向线,并在导向线上间隔5 m设置一根立杆,用细绳将各立杆连接起来,以此作为机械施工的导向控制线。
3)开挖导沟。
导沟的主要目的是解决钻进过程中的余浆储放和回浆补给。导沟开挖深度为1.0 m,宽为1 m,长度10 m。
4)开挖储污池。
由于垃圾填埋层施工时,会置换出大量的垃圾物和垃圾混合浆液,因此需在导沟附近开挖一处储污池,储存置换出的垃圾物和垃圾混合浆液。储污池的深度要深于导沟,两者之间的流浆口不宜过大,以确保易于被及时隔断。
5)装机调试。
支撑移动机和主机就位;架设桩架;安装制浆、注浆和制气设备;接通水路、电路和气路,运转试车。
4.3 施工过程控制要点
1)铣头定位。
铣头定位于墙体中心线上,偏差控制在±5 cm以内。
2)浆液配制。
固化浆液严格按设计配合比要求制备。制备固化浆液时,在集料斗与灰浆搅拌机之间设置过滤网,将固化材料进行拌合前过滤。为防止浆液出现离析问题,搅拌时间必须不少于30 s,且要随拌随用,连续泵送,避免中断。
浆液温度应控制在5 ℃~40 ℃范围内,超出此范围,应作废浆处理。
制备好的浆液要控制好存放有效时间:当气温在10 ℃以下时,不宜超过5 h。当气温在10 ℃及以上时,不宜超过3 h。浆液存放时间超过以上规定,应作废浆处理。
现场质检员通过观察、使用比重计等手法监控浆液的质量,并监督浆液存放时间。
3)供浆。
在与双轮铣配套的注浆后台按照设计水灰比制备浆液,由注浆泵经管路送至铣削头。注浆量的控制通过位于操作台的无级电机调速器、自动瞬时流速计及累计流量计监控。若施工过程中发生堵管、断浆等现象,应立刻停机停泵,查明原因,排除故障后再铣削搅拌。当因故停机超过30 min时,应对泵体和输浆管路妥善清洗。
4)供气。
由空气压缩机制成的气体经管路压至铣削头,气量及压力通过手动阀和气压表控制,施工全过程气体不得间断。
5)垂直度控制。
采用经纬仪对矩形凯利杆进行初始垂直度校准及过程复核。机械操作手控制好机械行走稳定性,通过控制系统,控制铣头的姿态。
6)铣削速度。
机械做好准备后,缓缓下降铣头与基土接触搅拌,按试桩确定好的参数供浆、供气。掘进深度达到设计要求时,对墙底标高以上2 m~3 m范围,重复提降搅拌1次。此后,慢速提升搅拌,提升速度不大于0.5 m/min,以免在铣头处形成真空负压,造成墙体空隙和孔壁坍陷。
7)铣削深度控制。
通过控制室的智能系统确认成墙深度,通过墙体设计中心线和导向控制线两条固定线来控制墙体位置。铣削深度误差为设计深度的(0 m,+0.2 m)。
8)成墙厚度。
为了保证成墙厚度,根据设计确定的墙厚选择适合宽度的铣削头。铣头刀片使用过程中会有一定的磨损,要定期测量刀片外径,当磨损达到1 cm时,必须对刀片进行修复或更换。
9)墙体均匀度。
为控制好墙体质量和墙体的均匀性,需严格控制铣削掘进过程中供浆的均匀性以及墙体混合浆液的沸腾状态。供浆量应与搅拌下沉或提升速度相匹配。
10)施工试桩。
施工前应进行施工试桩试验,通过试桩试验确定适合于施工场地的铣削下沉和提升速度、供浆供气压力、供浆量、水灰比等工艺参数,并测定水泥浆从输送管到达铣削头喷浆口的时间。
11)施工记录与要求。
及时填写现场施工记录,在墙体铣削掘进过程中,准确记录浆液比重、下沉时间、上提时间、墙体深度、供浆量、供气压力、垂直度及桩位偏差等参数数值。
5 CSM工法应用于垃圾填埋层关键控制技术
1)搭接质量控制:CSM工法防渗墙采用跳仓咬合法施工,即先施工两幅相隔的墙段后再施工两墙中间的墙段,如图3所示。

施工墙段前,对各墙段做好分段标识,确保控制好搭接长度,此外,控制好相邻槽段施工间隔时间不大于10 h。
2)供浆中断处理:施工过程中,应确保供浆连续。如若中断,需将铣削头再次向下掘进至停供点以下不小于0.5 m处,待恢复供浆,再复搅不少于30 s后缓慢提升。
3)浆液回流控制:在垃圾填埋场地层施工过程中,伴随着铣头的搅拌和高压气、液共同作用,会将垃圾填埋层的大量生活垃圾置换出来,同时产生大量垃圾混合浆液。为了避免垃圾物及垃圾混合浆液回流到墙体内,对墙体质量造成影响,需要确保与土体固化混合液分离开。为了避免废液的回流,施工前,在靠近导沟的合适位置挖一个深度超过导沟储污池,储存施工过程中置换出的垃圾物及垃圾混合浆液。施工过程中通过观察浆液颜色判断垃圾物及垃圾混合液是否被完全置换,当返浆颜色恢复至与后台制备的固化浆液颜色相近时,截断导沟和储污池,避免不合格浆液回流,影响墙体质量。
4)垃圾物缠绕铣轮的处理:由于垃圾填埋层含有绳、布、塑料等大量生活垃圾,且施工时两铣轮是相对向内旋转,极易在两铣轮中间及底部积压垃圾物,铣轮也易被垃圾缠绕。为了避免发生缠绕,每铣削一段深度后,调整铣轮旋转方向,使两铣轮相向向外旋转,并将铣头适当上提下沉数次,把积压在铣轮附近的垃圾物释放掉,并伴随气泡上浮出来,流到储污池内。
6 结语
CSM工法防渗墙在垃圾填埋场地层的顺利施工,证明了CSM工法在垃圾填埋层地质条件的适用性。CSM工法应用于生活垃圾填埋场,既能保证成墙垂直度及咬合质量,也能确保达到防渗的要求。施工过程中,CSM工法发挥出了强大的浆液置换作用,用固化浆液将垃圾物及垃圾浆液进行了比较彻底的置换,置换后浆液会有可见的明显颜色变化。经过置换后的浆液进一步保证了防渗墙的成墙质量和防渗效果。CSM工法在垃圾填埋场地层的顺利实施,展现了其广阔的应用前景,值得将CSM工法在类似项目中推广使用。
